1.本实用新型涉及生产线领域,具体涉及一种护栏板专用的镀锌生产线。
背景技术:
2.护栏板多用作高速公路两侧的防护栏板,对车辆行驶起到安全保护的作用,由于是安装在室外,长时间经受风吹日晒雨淋,特别容易腐蚀,造成安全失效,所以对镀锌层的厚度有较高的要求。
3.而传统的吹镀生产线,锌层较薄,寿命不长,且三波护栏板较重,翻转较为困难,所以不适用于吹镀工艺,只能采用吊镀。因护栏板产量很大,酸洗挂具与镀锌挂具需要做区分,不然镀锌挂具上的锌层会重新溶解在酸液中,增加锌耗,造成极大浪费,还会污染酸液,影响镀锌质量。
4.同时为了降低镀锌生产线的投资成本,镀锌厂需采用一种仅用单跨车间就能满足护栏板镀锌要求的生产线布局。
技术实现要素:
5.为解决上述技术问题,本实用新型提出了一种可有效解决上述技术问题的一种护栏板专用的镀锌生产线。
6.为达到上述目的,本实用新型的技术方案如下:一种护栏板专用的镀锌生产线,生产线仅占单跨车间,包括:一酸洗线以及一镀锌线,其中,酸洗线和镀锌线独立双循环,酸洗线两端分别设有一料区以及二次穿挂区,所述二次穿挂区设有一连接酸洗线与镀锌线的自动码件组件以及一辅助地轨车,所述料区设有一上料地轨车,所述上料地轨车的正上方设有一上料行车,所述镀锌线成闭型环状设置。
7.优选地,酸洗线包括:平行设置两条的酸洗轨道以及一辅助轨道组成,所述酸洗轨道设有多个酸洗葫芦,所述酸洗轨道的下方均设有密闭间,所述密闭间设有用于酸洗葫芦运动的条型槽,所述密闭间内设有多个双工位酸洗池,多个双工位酸洗池沿酸洗轨道长度方向排列,所述密闭间靠近所述二次穿挂区并排设有一退洗池以及一单工位酸洗池,所述退洗池以及所述单工位酸洗池分设于两所述酸洗轨道上。
8.优选地,镀锌线包括:镀锌轨道,镀锌轨道滑动设有多个镀锌葫芦,所述镀锌轨道的正下方沿镀锌葫芦运动方向依次设有单工位稀酸池、助剂池、锌锅、冷却池、钝化池以及两出料地轨车,所述密闭间还套设于所述单工位稀酸池以及助剂池上。
9.优选地,锌锅的正上方设有一锌烟罩。
10.优选地,出料地车设有一便于出料地轨车车架旋转的回转支承轴承。
11.优选地,自动码件组件包括:支撑架,所述支撑架长度方向滑动设有一定位块,所述定位块固定连接有一驱动电机以及一垂直穿过定位块的机械手,所述机械手设有一驱动电机配合的螺纹部,所述机械手铰接有电磁吸盘以及驱动电磁吸盘绕铰接点旋转的气压缸;所述支撑架一侧设有与电磁吸盘配合的一专用工装架。
12.本实用新型具有如下优点:
13.1、通过单轨轨道镀锌生产线布局,减小产线的占地面积,降低投资成本,同时通过酸洗线与镀锌线将镀锌以及酸洗进行划分,减小酸洗液被污染的显现,同时减小锌耗。
14.2、多个双工位酸洗池以及一个单工位酸洗池提高酸洗的效率,并提高整个生产镀锌的效率。
15.3、通过镀锌辅助轨道以及酸洗辅助轨道带动镀锌葫芦以及酸洗葫芦回到初始位置,减小镀锌以及酸洗过程中出现混用的显现,减小酸洗液的污染现象。
16.4、通过二次穿挂区与第一产线以及第二产线配合,简化酸洗到镀锌的步骤,提高工作效率。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
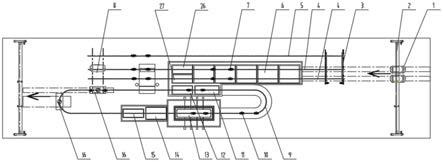
18.图1为本实用新型实施例中护栏板专用的镀锌生产线的平面布置图;
19.图2为本实用新型实施例中护栏板专用的镀锌生产线的立面图;
20.图3为本实用新型实施例中护栏板专用的镀锌生产线中自动码件组件的整体结构示意图。
21.图中数字和字母所表示的相应部件名称:
22.1.上料地轨车2.上料行车3.链条输送机4.酸洗轨道5.辅助轨道
23.6.双工位酸洗池7.酸洗葫芦8.辅助地轨车9.镀锌轨道10.镀锌葫芦11.助剂池12.单工位稀酸池13.锌锅14.冷却池15.钝化池16.出料地轨车17、锌烟罩18、密闭间19、支撑架20、定位块21、驱动电机22、机械手23、电磁吸盘24、气压缸25、专用工装架26、退洗池27、单工位酸洗池。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
25.下面结合实施例和具体实施方式对本实用新型作进一步详细的说明。
26.如图1至图3所示,一种护栏板专用的镀锌生产线,包括:一酸洗线以及一镀锌线,酸洗线两端分别设有一料区以及二次穿挂区,二次穿挂区设有一连接酸洗线与镀锌线的自动码件组件以及一辅助地轨车8。
27.自动码件组件包括:支撑架19,支撑架19长度方向滑动设有一定位块20,定位块20固定连接有一驱动电机21以及一垂直穿过定位块20的机械手22,机械手22设有一驱动电机21配合的螺纹部。
28.机械手22铰接有电磁吸盘23以及驱动电磁吸盘绕铰接点旋转的气压缸24,支撑架19一侧设有与电磁吸盘配合的一专用工装架25,通过电磁吸盘吸附起护栏板。
29.通过机械手22、驱动电机21以及定位块20配合带动护栏板从酸洗区带动至镀锌区,通过气压缸24的伸缩杆带动电磁吸盘23绕铰接点旋转90度,并将护栏板竖置放入专用工装架25内。
30.酸洗线包括:平行设置两条的酸洗轨道4以及一辅助轨道5组成,酸洗轨道4设有多个酸洗葫芦7,酸洗葫芦7带动护栏板运动到酸洗轨道4进行酸洗。酸洗完成后,辅助轨道5带动酸洗葫芦7运动至初始位置。
31.料区设有一上料地轨车1以及链条输送机3,链条输送机3用来运输空挂具,上料地轨车1的正上方设有一上料行车2,上料地轨车1通过链条输送机3上的空挂具带动护栏板进入酸洗轨道4。
32.酸洗轨道4的下方均设有密闭间18,密闭间18设有用于酸洗葫芦7运动的条型槽,密闭间18内设有多个双工位酸洗池6。
33.多个双工位酸洗池6沿酸洗轨道4长度方向排列,密闭间18靠近二次穿挂区并排设有一退洗池26以及一单工位酸洗池27。退洗池26以及单工位酸洗池27分设于两酸洗轨道4上。
34.当护栏板表面镀锌不符合规定时,酸洗葫芦7带动护栏板运动退洗池26对护栏板表面的锌进行消除。
35.镀锌线成闭型环状设置,镀锌线包括:镀锌轨道9,镀锌轨道9滑动设有多个镀锌葫芦10,镀锌轨道9的正下方沿镀锌葫芦10运动方向依次设有单工位稀酸池12、助剂池11、锌锅13、冷却池14、钝化池15以及两出料地轨车16。密闭间18套设于单工位稀酸池12以及助剂池11上,锌锅13的正上方设有一锌烟罩17。
36.如图1至图3所示,工作时,护栏板通过上料地轨车1进入酸洗轨道4,并带动护栏板运动至其中一酸洗池(单工位酸洗池27或双工位酸洗池6),酸洗葫芦7带动工件下行至酸洗池内.
37.待工件酸洗三十分钟后,酸洗葫芦7带动工件上行,并从密闭间18内运动出来,并带动工件运动至二次穿挂区,酸洗葫芦7放下护栏板后,沿辅助轨道5回到初始位置。
38.通过自动码件组件带动护栏板运动至镀锌轨道9,镀锌葫芦10带动护栏板依次经过单工位稀酸池12、助剂池11、锌锅13、冷却池14以及钝化池15。将镀锌好的护栏板放置出料地轨车16上,出料地轨车16旋转90度并带动工件运送出镀锌生产线,最后镀葫芦10回到初始位置。
39.当检测到护栏板表面镀锌不符合规定后,通过酸洗葫芦7将出料地轨车16上的护栏板运送至退洗池26对护栏板表面的锌进行消除。
40.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

