1.本发明涉及一种层叠体成型装置的矫正部件、层叠体成型装置及层叠体成型方法。
背景技术:
2.近年来,将金属粉末等粉末作为原料来成型三维层叠体的层叠体成型方法已实用化。例如,在专利文献1中记载有对金属粉末层照射光束来制造三维层叠体的内容。
3.以往技术文献
4.专利文献
5.专利文献1:日本特开2018
‑
126985号公报
技术实现要素:
6.发明要解决的技术课题
7.在此,照射于粉末的光束的状态对三维层叠体的品质产生很大影响。因此,在层叠体成型装置中,要求预先掌握照射于粉末的光束的状态来调整所照射的光束的特性。
8.本发明的至少一个实施方式解决上述课题,其目的在于提供一种能够适当地检测所照射的光束的状态的层叠体成型装置的矫正部件、层叠体成型装置及层叠体成型方法。
9.用于解决技术课题的手段
10.为了解决上述课题并实现目的,本发明所涉及的层叠体成型装置的矫正部件是一种对粉末照射光束来成型层叠体的层叠体成型装置的矫正部件,其具有:基座部,安装于所述层叠体成型装置的被照射所述光束的工作台;及安装部,用于安装设置于所述基座部来检测所述光束的检测装置,且在彼此不同的位置设置多个,各个所述安装部以彼此不同的角度设置,以使所安装的所述检测装置的检测方向彼此不同。
11.根据该矫正部件,能够适当地检测光束。
12.优选所述安装部中设置有开口,所述开口的中心轴以朝向所述基座部的表面的中心侧的方式倾斜。根据该矫正部件,能够在各个位置适当地检测光束。
13.优选所述安装部为设置于所述基座部的一侧表面上的开口,底面朝向所述基座部的表面的中心侧倾斜。根据该矫正部件,能够在各个位置适当地检测光束。
14.优选各个所述安装部以彼此不同的角度设置,以使所安装的所述检测装置的检测方向与所述基座部的表面交叉且朝向所述基座部的表面的中心侧。根据该矫正部件,能够在各个位置适当地检测光束。
15.优选各个所述安装部以不同的角度设置,以使所安装的所述检测装置的检测元件的受光面相对于所述光束正交。根据该矫正部件,能够在各个位置适当地检测光束。
16.优选所述安装部中设置有开口,所述开口的中心轴可变。根据该矫正部件,能够提高检查的通用性。
17.优选还具有吸热部,该吸热部在朝向所述安装部照射的所述光束中接收除了入射于安装在所述安装部的所述检测装置的检测元件的光束以外的光束,并从所接收的所述光束吸热。根据该矫正部件,能够适当地检测光束,且抑制由于光束的热而其他装置等受到损伤。
18.优选所述吸热部设置于比所述安装部更靠与被照射所述光束的一侧相反的一侧。根据该矫正部件,能够适当地检测光束,且抑制由于光束的热而其他装置等受到损伤。
19.优选所述吸热部与多个所述安装部连接。根据该矫正部件,能够适当地检测光束,且抑制由于光束的热而其他装置等受到损伤。
20.优选所述吸热部与各个所述安装部对应而设置有多个。根据该矫正部件,能够适当地检测光束,且抑制由于光束的热而其他装置等受到损伤。
21.为了解决上述课题并实现目的,本发明所涉及的层叠体成型装置具有:所述矫正部件;所述工作台,用于安装所述矫正部件;所述检测装置,安装于所述矫正部件的所述安装部;照射部,照射所述光束;及粉末供给部,供给所述粉末。该层叠体成型装置具有用于安装检测装置的矫正部件,因此能够在工作台上的各个位置适当地检测光束。
22.优选所述检测装置具有光束截止部,该光束截止部设置于比检测元件更靠被照射所述光束的一侧,入射有朝向所述检测装置照射的所述光束,朝向所述检测元件出射所入射的所述光束的一部分。根据该层叠体成型装置,能够抑制检测元件由于高强度的光束而受到损伤。
23.优选还具有控制所述层叠体的成型的控制部,所述控制部具有:照射控制部,在所述矫正部件安装于所述工作台的状态下,对安装于所述矫正部件的所述检测装置照射所述光束;状态检测部,从所述检测装置获取所述光束的检测结果,根据所获取的所述光束的检测结果,检测所述工作台上的每个位置的所述光束的状态;判定部,根据所述状态检测部检测出的所述光束的状态,判定所述光束的状态是否正常;及成型控制部,判定为所述光束的状态正常时,控制所述照射部和所述粉末供给部来进行所述层叠体的成型。根据该层叠体成型装置,抑制通过状态异常的光束成型层叠体,能够抑制层叠体的成型不良。
24.优选具有显示基于所述判定部的所述光束的状态的判定结果的输出部。根据该层叠体成型装置,能够向用户适当地通知判定结果。
25.优选所述输出部显示所述工作台上的每个位置的所述光束的状态的判定结果和覆盖所述照射部的出射口的保护部的每个位置的所述光束的状态的判定结果中的至少一个。根据该层叠体成型装置,能够向用户适当地通知工作台和保护部的哪一位置异常。
26.为了解决上述课题并实现目的,本发明所涉及的层叠体成型方法,其利用了层叠体成型装置,所述层叠体成型装置具有矫正部件、安装于所述矫正部件的所述安装部的检测装置、照射所述光束的照射部、供给所述粉末的粉末供给部及用于安装所述矫正部件的所述工作台,其中,所述矫正部件具有基座部及安装部,所述基座部安装于所述层叠体成型装置的被照射所述光束的工作台,所述安装部用于安装设置于所述基座部来检测所述光束的检测装置且在彼此不同的位置设置多个,各个所述安装部以彼此不同的角度设置,以使所安装的所述检测装置的检测方向彼此不同,所述层叠体成型方法具有:在所述矫正部件安装于所述工作台的状态下,对安装于所述矫正部件的所述检测装置照射所述光束的步骤;从所述检测装置获取所述光束的检测结果,根据所获取的所述光束的检测结果,检测所
述工作台上的每个位置的所述光束的状态的步骤;根据在检测所述光束的状态的步骤中检测出的所述光束的状态,判定所述光束的状态是否正常的步骤;及判定为所述光束的状态正常时,控制所述照射部和所述粉末供给部来进行所述层叠体的成型的步骤。根据该层叠体成型方法,抑制通过状态异常的光束成型层叠体,能够抑制层叠体的成型不良。
27.优选在检测所述光束的状态的步骤中,计算所述光束的平均输出、强度分布、照射位置及散射光的强度,在判定所述光束的状态是否正常的步骤中,根据所述光束的平均输出、强度分布、照射位置及散射光的强度,判定所述光束的状态是否正常。根据该层叠体成型方法,能够适当地检测状态异常,因此能够抑制层叠体的成型不良。
28.优选在判定所述光束的状态是否正常的步骤中,通过将所述光束的平均输出、强度分布、照射位置及散射光的强度的每一个与基准数据进行比较,判定所述光束的状态是否正常。根据该层叠体成型方法,能够适当地检测状态异常,因此能够抑制层叠体的成型不良。
29.优选在判定所述光束的状态是否正常的步骤中,所述光束的平均输出、强度分布、照射位置及散射光的强度中,所述光束的平均输出、强度分布及照射位置满足条件时,判断为所述光束的状态正常。根据该层叠体成型方法,能够适当地检测状态异常,因此能够抑制层叠体的成型不良。
30.优选具有在判断为所述光束的状态不正常时,通知所述照射部中存在异常的内容的步骤。根据该层叠体成型方法,能够向用户适当地通知判定结果。
31.发明效果
32.根据本发明,能够适当地检测所照射的光束的状态。
附图说明
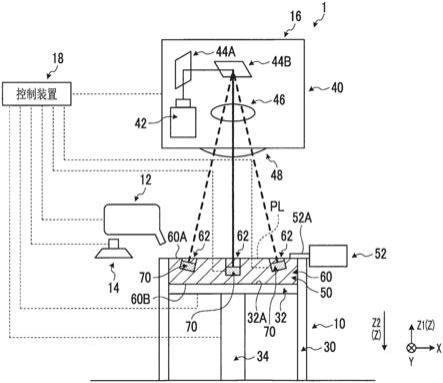
33.图1是本实施方式所涉及的层叠体成型装置的示意图。
34.图2是本实施方式所涉及的层叠体成型装置的示意图。
35.图3是本实施方式所涉及的矫正部件的俯视图。
36.图4是本实施方式所涉及的矫正部件的剖视图。
37.图5是表示将检测装置安装于矫正部件的情况的示意图。
38.图6是本实施方式所涉及的控制装置的框图。
39.图7是表示光束的图像的一例的图。
40.图8是表示判定结果的显示例的图。
41.图9是表示判定结果的显示例的图。
42.图10是说明本实施方式所涉及的控制装置的控制流程的流程图。
43.图11是说明光束的状态判定流程的流程图。
44.图12是表示本实施方式所涉及的矫正部件的另一例的剖视图。
45.图13是表示本实施方式所涉及的矫正部件的另一例的俯视图。
46.图14是表示本实施方式所涉及的矫正部件的另一例的俯视图。
具体实施方式
47.以下,参考附图对本发明的优选实施方式进行详细说明。另外,本发明并不限定于
该实施方式,并且,存在多个实施方式时,还包含组合各实施方式而构成的实施方式。
48.(层叠体成型装置的整体结构)
49.图1是本实施方式所涉及的层叠体成型装置的示意图。本实施方式所涉及的层叠体成型装置1利用所谓的粉末床方式,由粉末p成型作为立体造型物的层叠体m。粉末p在本实施方式中为金属粉末,但并不限于金属粉末,例如可以是树脂粉末。如图1所示,层叠体成型装置1具有成型室10、粉末供给部12、叶片14、照射部16及控制装置18。层叠体成型装置1通过控制装置18的控制,从粉末供给部12向成型室10的工作台32上供给粉末p,从照射部16向供给至工作台32上的粉末p照射光束l,由此使粉末p熔融固化或烧结来成型层叠体m。作为层叠体m,例如可举出燃气涡轮机、涡轮增压器、飞升体及火箭发动机等零件,但并不限于这些。以下,将沿着工作台32的表面32a的方向设为方向x,将沿着工作台32的表面32a的一个方向且与方向x正交的方向设为方向y。并且,将与方向x及方向y正交的方向设为方向z。并且,在方向z中,将从工作台32朝向照射部16的方向设为方向z1,将从照射部16朝向工作台32的方向即方向z1的相反方向设为方向z2。
50.成型室10具有框体30、工作台32及移动机构34。框体30为上侧即方向z1侧开放的框体。工作台32在框体30内配置成被框体30包围。工作台32构成为能够在框体30内沿方向z1及方向z2移动。被工作台32的方向z1侧的表面32a和框体30的内周面包围的空间ar成为被供给粉末p的空间。即,可以说空间ar是工作台32上的空间。移动机构34与工作台32连接。移动机构34通过控制装置18的控制使工作台32沿方向z1及方向z2移动。
51.粉末供给部12为在内部储存粉末p的机构。粉末供给部12的粉末p的供给被控制装置18控制,通过控制装置18的控制,从供给口12a向工作台32上的空间ar供给粉末p。叶片14为水平地扫平(刮擦)供给至空间ar的粉末p的刮擦叶片。叶片14被控制装置18控制。在此,将空间ar的方向z1侧的面设为面pl。面pl例如为沿着框体30的方向z1侧的端面30a的面。供给至空间ar的粉末p通过被叶片14刮擦而被扫平为沿着面pl,成为方向z1侧的表面沿着面pl的粉末层。
52.另外,在本实施方式中,粉末p通过粉末供给部12及叶片14,朝向方向x供给至空间ar。即,被涂覆(recoater)的方向成为方向x。并且,在本实施方式中,通过未图示的气体供给部,向照射部16与工作台32上之间的空间供给不活性气体。在本实施方式中,气体供给部朝向方向y供给不活性气体。即,供给不活性气体的方向和被涂覆的方向成为在方向x和方向y上不同的方向。但是,供给不活性气体的方向和被涂覆的方向并不限于方向x和方向y。另外,优选供给不活性气体的方向和被涂覆的方向交差,但也可以是相同的方向。
53.照射部16为朝向工作台32即空间ar照射光束l的装置。光束l在本实施方式中为激光,但并不限于激光,例如可以是电子束。照射部16具有框体40、光源部42、扫描部44、透镜46及保护部48。框体40为在内部容纳光源部42、扫描部44及透镜46的框体。光源部42为光束l的照射源,在此为光源。光源部42通过控制装置18的控制生成、照射光束l。扫描部44是构成为接收从光源部42照射的光束l,并能够调整所接收的光束l的出射角度的机构。扫描部44通过调整光束l的出射角度,调整工作台32上的光束l的照射位置。扫描部44通过控制装置18的控制,调整光束l的照射位置。在图1的例中,扫描部44为具备反射镜44a及反射镜44b的加尔瓦诺镜。反射镜44a接收来自光源部42的光束l并朝向反射镜44b反射。反射镜44a通过控制装置18的控制,绕1个轴向旋转,例如绕沿着方向z的轴旋转。反射镜44b接收来自反
射镜44a的光束l并朝向透镜46反射。反射镜44b通过控制装置18的控制,绕1个轴向旋转,例如绕沿着方向x的轴旋转。扫描部44通过反射镜44a、44b的旋转,沿方向x及方向y扫描工作台32上的光束l的照射位置。
54.透镜46对从反射镜44b出射的光束l进行聚光并朝向框体40的出射口40a出射。出射口40a为设置于框体40的开口,是出射光束l的开口。保护部48为覆盖出射口40a的部件。保护部48由光束l能够透过的材料构成,在本实施方式中,例如由具有透光性的玻璃构成。从扫描部44出射的光束l通过透镜46及保护部48照射于工作台32上。工作台32上的空间ar中供给有粉末p,因此光束l照射于工作台32上的粉末p。粉末p在被照射光束l的位置,熔融固化(熔融之后固化)或烧结。另外,粉末p以沿着面pl的方式供给,因此面pl成为光束l照射于粉末p的照射面。关于控制装置18,在后面进行叙述。
55.层叠体成型装置1通过如此对工作台32上的粉末p照射光束l,形成粉末p固化或烧结而成的固化层。之后,使工作台32向方向z2侧移动而在工作台32上形成空间ar,并向该空间ar供给粉末p并照射光束l,由此反复进行固化层的形成。层叠体成型装置1如此层叠固化层来成型层叠体m。
56.在此,所照射的光束l的状态对层叠体m的强度等品质产生很大影响。光束l的状态例如为光束l的输出(强度)、强度分布或工作台32上的照射位置等。例如,光束l的强度较小或光束l在工作台上的照射位置大幅偏离目标位置时,层叠体m的品质下降。并且,光束l通过保护部48照射于工作台32上。因此,在保护部48的表面48a附着尘埃等异物或保护部48破损等,在保护部48中存在故障时,会影响光束l的状态,并影响层叠体m的品质。因此,在本实施方式中,在层叠体成型装置1安装矫正部件50和检测装置70,检测光束l的状态,并根据需要催促光束l的校正。
57.(矫正部件及检测装置的结构)
58.图2是本实施方式所涉及的层叠体成型装置的示意图。图2示意地示出了安装了矫正部件50和检测装置70时的层叠体成型装置1。如图2所示,矫正部件50安装于工作台32上。具体而言,矫正部件50具有基座部60及安装部62。基座部60是构成为能够安装于工作台32的部件。基座部60在本实施方式中为板状的部件,以表面60a朝向方向z1侧且作为与表面60a相反的一侧的面的背面60b朝向方向z2侧的方式,安装于工作台32。即,基座部60以背面60b与工作台32的表面32a对置并接触的方式安装于工作台32上。因此,矫正部件50中,基座部60的表面60a及背面60b沿着方向x及方向y。
59.并且,在本实施方式中,基座部60以表面60a沿着面pl(光束l的照射面)的方式安装于工作台32上。例如,层叠体成型装置1可以具有进行基座部60的定位的定位部52。定位部52构成为进行基座部60在方向z上的定位。例如,定位部52具有安装于框体30并在安装于框体30的状态下沿着面pl的部件52a。例如,配置于工作台32上的矫正部件50在基座部60的表面60a与部件52a接触的状态下,成为表面60a沿着面pl的适当的位置。此时,在将矫正部件50载置于工作台32上的状态下驱动移动机构34来移动工作台32,从而使基座部60的表面60a与部件52a接触,由此能够将矫正部件50安装于适当的位置。但是,矫正部件50并不限于配置成表面60a沿着面pl,只要配置于能够适当地检测光束l的位置即可。
60.图3是本实施方式所涉及的矫正部件的俯视图。图3是从方向z1观察矫正部件50的图。安装部62设置于基座部60,并构成为能够安装检测光束l的检测装置70。在本实施方式
中,安装部62为设置于基座部60的表面60a的开口即安装孔部。并且,如图3所示,安装部62设置有多个,各个安装部62在方向x及方向y上设置于彼此不同的位置。在此,将沿着基座部60的方向z的中心轴设为中心轴c。中心轴c还可以说是从方向z观察时的基座部60的表面60a的中心位置。此时,安装部62优选设置于与中心轴c重叠的位置(表面60a的中心位置)以及和与中心轴c重叠的位置不同的位置。在图3的例中,作为安装部62,设置有安装部62a、62b、62c、62d、62e、62f、62g、62h、62i。安装部62a设置于与中心轴c重叠的位置。安装部62b设置于安装部62a的方向x侧,安装部62c设置于安装部62a的与方向x相反的一侧。安装部62d、62e、62f分别设置于安装部62c、62a、62b的方向y侧。安装部62g、62h、62i分别设置于安装部62c、62a、62b的与方向y相反的一侧。但是,安装部62的数量及位置并不限于图3的例,优选至少设置有位于与中心轴c重叠的位置的安装部62a以及从方向z观察时位于基座部60的矩形形状的表面60a的四角的安装部62d、62f、62g、62i。
61.图4是本实施方式所涉及的矫正部件的剖视图。图4是从图3的箭头iv
‑
iv观察的剖视图。如图4所示,安装部62以向彼此不同的朝向倾斜的方式开口。换言之,若将安装部62的中心轴设为中心轴a,则各个安装部62的中心轴a的朝向彼此不同,换言之,各个安装部62的中心轴a成为彼此不同的角度。并且,各个安装部62的中心轴a朝向与方向x及方向y不同的方向,换言之,相对于基座部60的表面60a交差。若进一步说明,则如图3及图4所示,各个安装部62的中心轴ax以朝向基座部60的表面60a的中心位置侧(中心轴c侧)的方式成为彼此不同的角度。具体而言,安装部62的中心轴ax以随着朝向方向z1侧而朝向基座部60的表面60a的中心位置侧即放射方向内侧的方式倾斜。但是,安装部62的中心轴a中,与中心轴c重叠的安装部62a的中心轴a沿着中心轴c。另外,此处的放射方向内侧是在从方向z观察时朝向中心轴c侧的方向。并且,安装部62的底面62s与中心轴a正交。底面62s以朝向基座部60的表面60a的中心位置侧(中心轴c侧)倾斜的方式成为彼此不同的角度。
62.并且,如图4所示,矫正部件50具有通道64及吸热部66。通道64为设置于基座部60的内部的开口,其中一个端部与安装部62连通。并且,通道64的另一个端部与吸热部66连通。吸热部66上设置有用于冷却光束l的冷却介质。吸热部66例如为设置于基座部60的内部的空间,在内部设置冷却介质。作为冷却介质,例如可举出水等。如图4所示,在本实施方式中,通道64和吸热部66设置于每个安装部62,换言之,与各个安装部62对应而设置有多个。即,相对于1个安装部62,各设置有1个通道64和吸热部66。
63.图5是表示将检测装置安装于矫正部件的情况的示意图。在如以上那样构成的矫正部件50上安装检测装置70。检测装置70安装于安装部62。在本实施方式的例中,检测装置70在所有安装部62各安装1个,但也可以仅安装于一部分安装部62。检测装置70为检测光束l的装置,在本实施方式中是拍摄光束l的摄像装置。如图5所示,检测装置70具有框体71、光束截止部72及作为检测元件的摄像元件74。框体71在内部容纳光束截止部72及摄像元件74。框体71插入到安装部62内而安装于安装部62。摄像元件74例如为ccd(charge coupled device,电荷耦合器件)等图像传感器,接收所照射的光束l并将所接收的光束l转换为电信号。检测装置70根据由摄像元件74生成的电信号来生成光束l的图像。光束l的图像的亮度例如根据光束l的强度而不同,因此可以说检测装置70检测光束l的状态。
64.如上所述,安装部62的中心轴a的朝向彼此不同,因此各个检测装置70以朝向彼此不同的方式安装于安装部62。换言之,安装部62以彼此不同的角度设置,以使所安装的检测
装置70的朝向彼此不同。若进一步说明,则安装部62的中心轴a朝向基座部60的表面60a的中心位置侧(中心轴c侧),因此检测装置70以朝向基座部60的表面60a的中心位置侧(中心轴c侧)的方式安装于安装部62。换言之,安装部62以彼此不同的角度设置,以使所安装的检测装置70与基座部60的表面60a交差且朝向表面60a的中心侧(中心轴c侧)。另外,此处的检测装置70的朝向是摄像元件74的朝向,例如可以说是摄像元件74接收光束l的受光面74a的朝向。并且,检测装置70利用受光面74a接收光束l并进行检测,因此也可以说检测装置70的朝向是检测装置70的检测方向。即,可以说安装部62以彼此不同的角度设置,以使所安装的检测装置70的检测方向彼此不同。检测方向例如为朝向方向z1侧的方向且与受光面74a正交的方向。
65.在此,光束l一边通过扫描部44改变照射角度即光束l的行进方向与基座部60的表面60a(工作台32的表面32a)之间的角度一边被扫描基座部60(工作台32)上的照射位置。光束l照射成在基座部60的表面60a(工作台32的表面32a)的规定位置与表面60a(表面32a)正交,在此在表面60a(表面32a)的中心位置与表面60a(表面32a)正交。即,照射角度呈90度。另一方面,光束l在表面60a(表面32a)的规定位置以外的位置,在此在中心位置以外的位置,并不与表面60a(表面32a)正交,照射角度呈90度以外的角度。相对于此,安装部62以彼此不同的角度开口,以使所安装的检测装置70的受光面74a相对于朝向安装部62照射的光束l的行进方向正交。即,在本实施方式中,通过使安装部62的中心轴a朝向表面60a的中心位置侧,使所有检测装置70的受光面74a相对于光束l的行进方向正交。换言之,若将摄像元件74的中心轴设为中心轴a4,则安装部62以各个摄像元件74的中心轴a4沿着光束l的行进方向的角度开口。
66.并且,如图5所示,检测装置70优选以摄像元件74的受光面74a在方向z上成为与基座部60的表面60a相同的位置的方式安装于安装部62。表面60a在方向z上位于与面pl即光束l的照射面相同的位置。因此,检测装置70中,受光面74a成为与面pl即光束l的照射面相同的位置。换言之,安装部62以各个摄像元件74的受光面74a在光束l的行进方向上成为与光束l的照射面相同的位置的方式安装检测装置70。另外,在图5的例中,受光面74a的中心位置在光束l的行进方向上成为与光束l的照射面相同的位置。
67.光束截止部72仅使照射于安装在安装部62的检测装置70的光束l中的一部分光束l出射于摄像元件74。即,光束截止部72减小光束l的强度并使其到达摄像元件74。在图5的例中,光束截止部72具备反射镜72a、72b、72c。反射镜72a设置于比摄像元件74更靠被照射光束l的一侧,在此设置于比摄像元件74更靠方向z1的位置。即,反射镜72a在光束l的行进方向上设置于比摄像元件74更靠上游侧的位置。反射镜72a中,例如在表面设置有部分反射涂层,使所接收的光束l中的一部分透过,并反射其他部分。在本实施方式中,作为透过反射镜72a的光束l的光束l2出射于摄像元件74。因此,摄像元件74接收光束l2并拍摄光束l2。
68.另一方面,作为被反射镜72a反射的光束l的光束l1分别在反射镜72b、72c反射而通过通道64入射于吸热部66。光束l1被吸热部66的冷却介质吸热。即,吸热部66接收朝向安装部62(检测装置70)照射的光束l即照射于光束截止部72的反射镜72a的光束l中除了入射于摄像元件74的光束以外的光束l1,从所接收的光束l1吸热。另外,在图5的例中,使透过反射镜72a的光束入射于摄像元件74,但也可以使在反射镜72a反射的光束入射于摄像元件74。
69.光束截止部72优选使光束l2的强度相对于光束l的强度例如为1%。但是,光束l2并不限于这种强度。并且,光束截止部72并不限于上述中说明的结构,可以是任意的结构,例如,只要是接收从照射部16朝向检测装置70照射的光束l,并将所接收的光束l分离为光束l1和光束l2的结构即可。并且,也可以不设置光束截止部72。
70.(光束的状态判定)
71.接着,对利用检测装置70的光束l的状态判定的方法进行说明。在本实施方式中,通过控制装置18的控制,判定光束l的状态,并根据判定结果判断是否能够制造层叠体m。因此,首先对控制装置18的结构进行说明。
72.图6是本实施方式所涉及的控制装置的框图。如图6所示,控制装置18例如为计算机,具有控制部80、存储部82及输出部84。控制部80为运算装置即cpu(central processing unit,中央处理器)。存储部82为存储控制部80的运算内容和程序的信息等的存储器,例如包含ram(random access memory,随机存取存储器)、rom(read only memory,只读存储器)、hdd(hard disk drive,硬盘驱动器)等外部存储装置中的至少一个。输出部84为输出光束l的状态的检测结果等的输出装置,在本实施方式中,是显示光束l的状态的检测结果等的显示装置。另外,控制装置18可以具有例如接收用户的输入的键盘或触摸面板等输入部。
73.控制部80具有状态判断部86、成型控制部88及成型物判断部90。状态判断部86、成型控制部88及成型物判断部90通过由控制部80读出存储于存储部82的软件(程序)来实现,执行后述处理。
74.状态判断部86根据检测装置70检测出的光束l的检测结果,检测光束l的状态并判定光束l的状态。状态判断部86具有照射控制部92、状态检测部94及判定部96。另外,状态判断部86的处理时,矫正部件50安装于工作台32,在矫正部件50的各个安装部62安装检测装置70。
75.照射控制部92在矫正部件50安装于工作台32的状态下,控制照射部16,朝向安装于矫正部件50的各个检测装置70照射光束l。各个检测装置70检测被照射的光束l。即,检测装置70通过摄像元件74拍摄光束l,生成照射于摄像元件74的光束l的图像。换言之,可以说光束l的图像是光束l的检测结果。但是,检测装置70也可以不生成光束l的图像。此时,由摄像元件74生成的、输出值根据光束l的强度而不同的电信号成为光束l的检测结果。即,可以说检测装置70检测出的光束l的检测结果是每个位置(摄像元件74的像素的每个坐标)的光束l的强度的信息。
76.图7是表示光束的图像的一例的图。如图7所示,光束l的图像b成为亮度根据照射于摄像元件74的光束l的强度而不同的图像。另外,在图7中,为了便于说明,成为光束l的强度即亮度离散地变化的图像,但实际的光束l的图像b并不限于图7的例,可以是亮度连续变化的图像。并且,在本实施方式中,检测装置70的摄像元件74接收光束l2并检测光束l2,因此图像b成为光束l2的图像。此时,例如由状态判断部86将光束l2的检测结果校正为光束l的检测结果即可。
77.检测装置70如此检测光束l。检测装置70在矫正部件50中即在工作台32上设置于分别不同的位置。因此,各个检测装置70检测照射于工作台32上的不同位置的光束l。
78.返回到图6,状态检测部94从各个检测装置70获取光束l的检测结果。即,状态检测
部94获取照射于工作台32上的不同位置的光束l的检测结果。状态检测部94获取照射于工作台32上的不同位置的各个光束l的图像b作为光束l的检测结果。检测装置70不生成图像b时,可以由状态检测部94获取各个摄像元件74生成的电信号,生成照射于工作台32上的不同位置的光束l的图像b。
79.状态检测部94根据从检测装置70获取的光束l的检测结果检测光束l的状态。状态检测部94根据光束l的检测结果计算光束l的状态。在本实施方式中,状态检测部94计算光束l的平均输出、光束l的强度分布、光束l的照射位置及基于光束l的散射光的强度。光束l的平均输出为照射于检测装置70的光束l的强度的平均值。状态检测部94例如根据图像b的每个像素的亮度计算每个像素的光束l的亮度,将每个像素的光束l的亮度换算为光束l的强度之后,分别对它们进行平均来计算平均输出。并且,光束l的强度分布是指光束l的强度分布,例如,状态检测部94计算光束l的强度成为规定强度以上的点径。光束l的照射位置是指工作台32上的被照射光束l的位置,换言之,是在工作台32上被照射光束l的位置的方向x及方向y上的坐标。状态检测部94例如计算光束l的中心位置作为光束l的照射位置。并且,光束l的散射光的强度是指光束l被保护部48等散射而生成的散射光的强度。另外,在本实施方式中,作为光束l的状态,计算光束l的平均输出、光束l的强度分布、光束l的照射位置及基于光束l的散射光的强度的全部,但也可以仅计算它们中的一部分。并且,状态检测部94也可以计算其他参数作为光束l的状态参数。并且,状态检测部94计算多种参数作为光束l的状态,但也可以仅计算1个参数。
80.状态检测部94通过按各个检测装置70的每个检测结果检测光束l的状态,检测工作台32上的每个位置的光束l的状态。
81.判定部96根据状态检测部94检测出的光束l的状态,判定光束l的状态是否正常。判定部96从状态检测部94获取光束l的状态的检测结果。判定部96对所获取的光束l的状态的检测结果和预先设定的基准数据进行比较来判定光束l的状态是否正常。在本实施方式中,当光束l的状态的检测结果成为预先设定的基准数据的数值范围内时,判定部96判定为光束l的状态正常。另一方面,当光束l的状态的检测结果成为基准数据的数值范围外时,判定部96判定为光束l的状态不正常即存在异常。
82.在本实施方式中,判定部96判断状态检测部94检测出的光束l的平均输出是否在规定的输出范围内。规定的输出范围例如为相对于预先设定的管理值,90%以上且110%以下的范围内。并且,判定部96判断光束l的强度成为规定强度以上的点径是否在规定直径的范围内。规定直径的范围例如为相对于预先设定的直径,90%以上且110%以下的范围内。并且,判定部96判断状态检测部94检测出的光束l的照射位置与规定位置之间的距离是否在规定距离范围内。规定距离范围内例如为相对于规定位置的坐标成为0.1mm的距离的范围。并且,判定部96判断状态检测部94检测出的基于光束l的散射光的强度是否在规定强度范围内。规定强度范围内例如为相对于预先设定的强度的增加率成为20%以内的范围。预先设定的强度例如为使用了未使用的保护部48时的散射光的强度。
83.在检测到多种光束l的状态时,当所有光束l的状态满足条件时,即,所有光束l的状态成为基准数据的数值范围时,判定部96判断为光束l的状态正常。换言之,当多种光束l的状态中至少一部分种类的光束l的状态不满足条件时,判定部96判定为光束l的状态不正常。但是,也可以事先从多种光束l的状态中设定重要的参数,当重要的参数满足条件时,判
定部96判定为光束l的状态正常。重要的参数例如为光束l的平均输出、光束l的强度分布及光束l的照射位置。若作为重要的参数知道平均输出、强度分布及照射位置这3个,则能够掌握校正、清扫、振荡器的修理及更换中必要的工作内容。若除了这些以外还知道散射光的状态,则能够适当地双重检查是否需要进行保护部48的清扫和更换。
84.并且,当光束l的状态不满足条件时,即,光束l的状态不在基准数据的数值范围时,判定部96判断为照射部16中存在异常,设定为了消除异常并使光束l的状态恢复正常而所需的工作内容。判定部96按不满足条件的光束l的状态的每个种类,设定必要的工作内容。例如,当平均输出不满足条件时,判定部96判断为光源部42中产生了异常,将光源部42的修理或更换设定为必要的工作内容。并且,当强度分布即光束l的强度成为规定强度以上的点径不满足条件时,判定部96判断为保护部48中产生了异常,将保护部48的清扫或更换设定为必要的工作内容。并且,当强度分布不满足条件时,判定部96判断为扫描部44中产生了异常,将扫描部44的校正设定为必要的工作内容。并且,当光束l的照射位置不满足条件时,判定部96判断为扫描部44中产生了异常,将扫描部44的校正设定为必要的工作内容。当散射光的强度不满足条件时,判定部96判断为保护部48中产生了异常,将保护部48的清扫或更换设定为必要的工作内容。判定部96使输出部84输出所设定的必要的工作内容的信息来通知用户。
85.判定部96通过按各个检测装置70的每个检测结果进行这种判定,按工作台32上的每个位置判断光束l的状态是否正常。
86.并且,判定部96可以将判定结果输出至输出部84。即,判定部96也可以将光束l的状态的判定结果显示于输出部84。此时,判定部96将工作台32上的每个位置的判定结果显示于输出部84。并且,存在多种光束l的状态时,判定部96也可以按光束l的状态的每个种类显示工作台32上的每个位置的判定结果。
87.图8及图9是表示判定结果的显示例的图。图8中,示出了作为判定结果,按工作台32上的每个位置示出光束l的平均输出是否满足条件的图像s0的例。图像s0包含多个图像s。图像s与工作台32上的位置对应,按工作台32上的每个位置,以沿着方向x及方向y的矩阵状排列。并且,图像s示出了从1个检测装置70的检测结果导出的光束l的平均输出的判定结果,图像s的工作台32上的位置与检测装置70的位置对应。判定部96例如通过使图像s的显示内容根据判定结果而不同,能够容易通知用户在工作台32上的哪一位置无法正常地照射光束l。在图8的例中,在对应于最靠方向x侧且最靠方向y侧的图像s1和在图像s1的与方向y相反的一侧相邻的图像s2的位置,光束l的平均输出不满足条件。因此,使图像s1、s2的显示内容例如颜色与其他图像s不同。
88.并且,判定部96能够根据光束l的行进方向,将保护部48上的位置和工作台32上的位置建立对应关系。并且,如上所述,判定部96能够根据光束l的状态,判定保护部48中是否产生了异常。因此,如图9所示,也可以代替工作台32上的位置,按保护部48上的每个位置显示判定结果。图9中,示出了按保护部48的每个位置示出保护部48中是否产生了异常的图像t0的例。图像t0也包含与保护部48上的位置对应的多个图像t,图像t按保护部48的每个位置排列。在图9的例中,在保护部48的与图像t1对应的位置产生了异常,使图像t1的显示内容(在此为颜色)与其他图像t的显示内容不同。在图9的例中,还能够说进行了需要在与图像t1对应的位置进行保护部48的清扫的内容的通知。
89.回到图6,成型控制部88在通过判定部96判定为光束l的状态正常时,控制照射部16和粉末供给部12来进行层叠体m的成型。在工作台32上的所有位置判断为光束l的状态正常时,成型控制部88进行层叠体m的成型。但是,在工作台32上的一部分位置判断为光束l的状态不正常时,成型控制部88也可以仅利用除了判断为不正常的位置以外的区域来进行层叠体m的成型。即,通过将光束l的状态不正常的区域排除在外,仅利用光束l的状态正常的区域进行成型,也能够抑制层叠体m的成型不良。
90.并且,成型物判断部90判定通过成型控制部88的控制而成型的层叠体m的品质。所成型的层叠体m例如通过与层叠体成型装置1不同的测定装置评价强度和尺寸等品质。成型物判断部90获取基于其他装置的层叠体m的品质的评价结果,根据层叠体m的品质的评价结果,判定层叠体成型装置1中是否存在异常。层叠体m在判断为光束l中没有异常时制造,因此认为在许可制造层叠体m的时点,照射部16中不存在异常。即便如此,层叠体m的品质仍存在异常时,即,在判断为光束l中没有异常且层叠体m存在异常时,成型物判断部90判断为在层叠体成型装置1的除了照射部16以外的装置中产生了异常,判断在除了照射部16以外的哪一装置中产生了异常。例如,成型物判断部90根据光束l中没有异常的判断结果和层叠体m的品质的评价结果,判定在涂覆及气体供给部中的至少一个中是否存在异常。涂覆通过粉末供给部12及叶片14进行,因此涂覆异常是指粉末供给部12或叶片14的异常。并且,如上所述,气体供给部为供给不活性气体的装置。例如,在光束l中没有异常且沿着进行涂覆的方向(在此为方向x)在层叠体m的品质上产生了阈值以上的偏差时,成型物判断部90判定为涂覆中存在异常。并且,在光束l中没有异常且沿着供给不活性气体的方向(在此为方向y)在层叠体m的品质上产生了阈值以上的偏差时,成型物判断部90判定为气体供给部中存在异常。
91.控制装置18具有如以上的结构。接着,对基于控制装置18的控制流程进行说明。图10是说明本实施方式所涉及的控制装置的控制流程的流程图。如图10所示,控制装置18在将矫正部件50安装于工作台32的状态下,通过照射控制部92控制照射部16,朝向安装于矫正部件50的各个检测装置70照射光束l(步骤s10)。检测装置70检测所照射的光束l,控制装置18通过状态检测部94从检测装置70获取光束l的检测结果(步骤s12)。并且,控制装置18通过状态检测部94,根据光束l的检测结果检测光束l的状态,并通过判定部96判定光束l的状态(步骤s14)。判定为光束l的状态正常时(步骤s16;是),控制装置18通过成型控制部88,在从工作台32卸下矫正部件50的状态下,控制照射部16和粉末供给部12来执行层叠体m的成型(步骤s18)。另外,判定为光束l的状态不正常时(步骤s16;否),状态检测部94使输出部84通知判定结果,在此为照射部16中存在异常的内容(步骤s20)。
92.若在步骤s18中结束层叠体m的成型,则控制装置18再次安装矫正部件50,并对检测装置70照射光束l,由此再判定光束l的状态(步骤s22)。步骤s22中的再判定处理与步骤s10至步骤s16为止的处理相同。再判定的结果,判定为光束l的状态不正常时(步骤s24;否),进入步骤s20,状态检测部94使输出部84通知判定结果,在此为照射部16中存在异常的内容。再判定的结果,光束l的状态正常时(步骤s24;是),例如通过与层叠体成型装置1不同的测定装置,评价强度和尺寸等品质,控制装置18通过成型物判断部90获取层叠体m的品质评价结果(步骤s26)。成型物判断部90根据层叠体m的品质评价结果,判断层叠体m的品质是否没有问题(步骤s28),没有问题时(步骤s28;是),判断为能够出货层叠体m(步骤s30)。层
叠体m的品质存在问题时(步骤s28;否),成型物判断部90判定在除了照射部16以外的层叠体成型装置1的装置(例如,粉末供给部12、叶片14、气体供给部等)中是否存在异常,并使输出部84通知在除了照射部16以外的层叠体成型装置1的装置中存在异常的内容(步骤s32)。
93.并且,接着,利用流程图对光束l的状态的判定即步骤s16中的判定流程的一例进行说明。图11是说明光束的状态判定流程的流程图。图11的流程示出了步骤s16中的判定流程的一例。如图11所示,状态检测部94根据从检测装置70获取的光束l的检测结果,在此计算光束l的平均输出、强度分布、照射位置及散射光的强度作为光束l的状态(步骤s40)。判定部96获取状态检测部94检测出的光束l的各个状态,将它们与各自的基准数据进行比较,判断光束l的状态是否没有问题(步骤s42)。并且,当所有的参数,在此为光束l的平均输出、强度分布、照射位置及散射光的强度全部没有问题时(步骤s44;是),即所有种类的光束l的状态满足条件时,判定部96判断为能够成型层叠体m(步骤s46)。另一方面,当所有参数中的至少一部分存在问题时(步骤s44;否),判定部96通知照射部16中存在异常的内容(步骤s48)。但是,如上所述,当所有参数中的重要的参数没有问题时,即使除了重要的参数以外的参数不正常时,判定部96也可以判断为能够成型层叠体m。
94.如以上说明,本实施方式所涉及的矫正部件50为对粉末p照射光束l来成型层叠体m的层叠体成型装置1的矫正部件。矫正部件50具有基座部60及安装部62。基座部60安装于层叠体成型装置1的被照射光束l的工作台32。安装部62用于安装设置于基座部60来检测光束l的检测装置70。安装部62设置多个,各个安装部62在基座部60设置于彼此不同的位置。并且,各个安装部62以彼此不同的角度设置,以使所安装的检测装置70的检测方向彼此不同。
95.在此,所照射的光束l的状态对层叠体m的品质产生很大影响。本实施方式所涉及的矫正部件50通过基座部60安装于工作台32,构成为能够安装检测光束l的检测装置70。因此,若将该矫正部件50安装于层叠体成型装置1,则能够适当地检测光束l的状态,能够根据需要适当地校正光束l的特性。并且,光束l在工作台32上的每个照射位置的行进方向不同。因此,有时光束l在工作台32上的每个照射位置的状态不同。例如,光束l在工作台32上的每个照射位置通过保护部48上的不同位置。此时,若在保护部48的一部分区域附着有异物或破损,则即使照射于某一照射位置的光束l的状态没有问题,照射于其他照射位置的光束l的状态也有可能存在问题。在这种情况下,例如仅在1个照射位置检测光束l,也有可能无法适当地检测光束l的状态。相对于此,本实施方式所涉及的矫正部件50中,设置有多个用于安装检测装置70的安装部62,因此能够在多个照射位置进行光束l的状态检测,能够适当地检测光束l的状态。而且,检测装置70为了适当地检测光束l,有时需要将照射光束l的照射角度例如保持为直角等规定角度,但就光束l而言,光束l照射于每个照射位置的照射角度不同。因此,检测装置70有可能由于照射角度在所设置的每个位置不同而无法适当地检测光束l。相对于此,本实施方式所涉及的矫正部件50中,使每个位置的检测装置70的朝向不同,因此能够在各个位置适当地保持照射角度,能够在各个位置适当地检测光束l。
96.并且,各个安装部62以彼此不同的角度设置,以使所安装的检测装置70的检测方向与基座部60的表面60a交叉且朝向基座部60的表面60a的中心侧(中心轴c侧)。层叠体成型装置1通常以使照射于工作台32的中心位置的光束l的照射角度成为直角的方式设定对准。相对于此,本实施方式所涉及的矫正部件50中,以使各个检测装置70朝向与工作台32的
中心重叠的基座部60的表面60a的中心的方式设置有安装部62。因此,根据本实施方式所涉及的矫正部件50,所有的检测装置70能够以照射角度成为直角的方式接收光束l,能够在各个位置适当地检测光束l。
97.并且,各个安装部62以彼此不同的角度设置,以使所安装的检测装置70的摄像元件74(检测元件)的受光面74a相对于光束l正交。因此,根据本实施方式所涉及的矫正部件50,所有的检测装置70能够以照射角度成为直角的方式接收光束l,能够在各个位置适当地检测光束l。
98.并且,安装部62中设置有开口,以开口的中心轴a朝向基座部60的表面60a的中心侧(中心轴c侧)的方式倾斜。根据本实施方式所涉及的矫正部件50,开口的中心轴a朝向中心侧,因此能够适当地安装检测装置70,能够在各个位置适当地检测光束l。并且,安装部62为设置于基座部60的表面60a的开口,底面62s朝向基座部60的表面60a的中心侧(中心轴c侧)倾斜。根据本实施方式所涉及的矫正部件50,底面62s向中心侧倾斜,因此能够适当地安装检测装置70,能够在各个位置适当地检测光束l。
99.并且,矫正部件50具有吸热部66。吸热部66接收朝向安装部62照射的光束l中除了入射于安装在安装部62的检测装置70的摄像元件74(检测元件)的光束以外的光束l1,并从所接收的光束l1吸热。该矫正部件50具有吸热部66,因此能够适当地检测光束l,且抑制由于光束l的热而其他装置等受到损伤。
100.并且,吸热部66与各个安装部62对应而设置有多个。该矫正部件50与安装部62的每一个对应而设置,因此能够适当地吸收朝向各个安装部62照射的光束l的热,抑制由于光束l的热而其他装置等受到损伤。
101.并且,本实施方式所涉及的层叠体成型装置1具有矫正部件50、用于安装矫正部件50的工作台32、安装于矫正部件50的安装部62的检测装置70、照射光束l的照射部16及供给粉末p的粉末供给部12。该层叠体成型装置1具有用于安装检测装置70的矫正部件50,因此能够在工作台32上的各个位置适当地检测光束l。
102.并且,检测装置70具有光束截止部72。光束截止部72设置于比摄像元件74(检测元件)更靠被照射光束l的一侧(方向z1侧),入射有朝向检测装置70照射的光束l,朝向摄像元件74出射所入射的光束l的一部分。该检测装置70通过光束截止部72使摄像元件74仅接收一部分光束l,因此能够抑制摄像元件74由于高强度的光束l而受到损伤。
103.并且,层叠体成型装置1还具有控制层叠体m的成型的控制部80。控制部80具有照射控制部92、状态检测部94、判定部96及成型控制部88。照射控制部92在矫正部件50安装于工作台32的状态下,对安装于矫正部件50的检测装置70照射光束l。状态检测部94从检测装置70获取光束l的检测结果,根据所获取的光束l的检测结果,检测工作台32上的每个位置的光束l的状态。判定部96根据状态检测部94检测出的光束l的状态,判定光束l的状态是否正常。判定为光束l的状态正常时,成型控制部88控制照射部16和粉末供给部12来进行层叠体m的成型。该层叠体成型装置1按工作台32上的每个位置检测光束l的状态,并根据其检测结果,判断是否能够成型。因此,根据该层叠体成型装置1,抑制通过状态异常的光束l成型层叠体m,能够抑制层叠体m的成型不良。并且,层叠体成型装置1按工作台32上的每个位置判断光束l的状态,因此,当仅在工作台32上的一部分区域存在光束l的异常时,还能够仅利用除了存在异常的区域以外的区域进行成型。
104.并且,层叠体成型装置1具有输出部84。输出部84显示基于判定部96的光束l的状态的判定结果。根据该层叠体成型装置1,能够向用户适当地通知判定结果。并且,输出部84显示工作台32上的每个位置的光束l的状态的判定结果和覆盖照射部16的出射口40a的保护部48的每个位置的光束l的状态的判定结果中的至少一个。根据该层叠体成型装置1,能够向用户适当地通知工作台32和保护部48的哪一位置异常。
105.并且,在本实施方式中,在检测光束l的状态的步骤s12中,计算光束l的平均输出、强度分布、照射位置及散射光的强度。并且,在判定光束的状态是否正常的步骤s14中,根据光束l的平均输出、强度分布、照射位置及散射光的强度,判定光束l的状态是否正常。
106.根据本实施方式,能够适当地检测状态异常,因此能够抑制层叠体的成型不良。并且,在本实施方式中,在判定光束l的状态是否正常的步骤s14中,通过将光束的平均输出、强度分布、照射位置及散射光的强度的每一个与基准数据进行比较,判定光束l的状态是否正常。
107.根据本实施方式,能够适当地检测状态异常,因此能够抑制层叠体的成型不良。并且,在判定所述光束的状态是否正常的步骤s14中,光束l的平均输出、强度分布、照射位置及散射光的强度中,光束l的平均输出、强度分布及照射位置满足条件时,判断为光束l的状态正常。根据本实施方式,能够适当地检测状态异常,因此能够抑制层叠体的成型不良。
108.并且,在本实施方式中,具有判断为光束l的状态不正常时,通知照射部中存在异常的内容的步骤s20。根据该层叠体成型方法,能够向用户适当地通知判定结果。
109.接着,对矫正部件50的另一例进行说明。图12是表示本实施方式所涉及的矫正部件的另一例的剖视图。如图12所示,另一例所涉及的矫正部件50a与图4所示的矫正部件50的不同点在于,在多个安装部62具有共同的1个吸热部66a。如图12所示,矫正部件50a在基座部60a内具有通道64a及吸热部66a。并且,安装于安装部62的检测装置70a具有反射镜72a、72b作为光束截止部。通道64a在各个安装部62各设置1个。即,通道64a的其中一个端部与安装部62连通。另一方面,吸热部66a与各个通道64a的另一个端部连通而设置。即,吸热部66a与多个安装部62的每一个连接。在图12的例中,吸热部66a设置于比各个安装部62更靠方向z2侧的位置,即,比各个安装部62更靠与被照射光束l的一侧相反的一侧。
110.在图12中,入射于各个安装部62的光束l中,一部分作为光束l2透过反射镜72a而入射于摄像元件74。并且,入射于各个安装部62的光束l中,另一部分作为光束l2被反射镜72a反射,通过反射镜72b、通道64a而入射于吸热部66a。吸热部66a从所入射的各个光束l吸热。
111.如此,吸热部66a也可以设置于比安装部62及检测装置70更靠与被照射光束l的一侧相反的一侧。并且,此时,吸热部66a可以与多个安装部62对应而仅设置1个。通过如此设置吸热部66a,能够简化矫正部件50的形状。另外,吸热部的位置及数量并不限于图4及图12所示的例,是任意的。而且,矫正部件50可以不具有吸热部。此时,例如构成为在矫正部件50的外部设置吸热部,将照射于矫正部件50的光束l引导至外部的吸热部即可。
112.图13是表示本实施方式所涉及的矫正部件的另一例的俯视图。如图13所示,另一例所涉及的矫正部件50b与图3所示的矫正部件50的不同点在于,并不是表面连续的板状部件,在安装部62b以外还具有多个开口。如图13所示,矫正部件50b具有基座部60b、安装部62b及连接部63。如图13所示,基座部60b为内侧开口的框状部件。安装部62b为内侧开口的
环状部件,在内侧的开口安装检测装置70。连接部63为连接基座部60b的内周面和安装部62b的外周面并且连接安装部62b的外周面彼此的部件。在基座部60b的内侧,未设置安装部62b及连接部63的位置即基座部60b的内周面与安装部62b的外周面之间成为不设置部件的空间sp,能够使光束l通过。如此,矫正部件50b成为在框状的基座部60b的内侧设置环状安装部62b的结构,由此在基座部60b与安装部62b之间设置光束l能够通过的空间sp,例如能够简化将光束l1引导至吸热部时的通道结构。
113.图14是表示本实施方式所涉及的矫正部件的另一例的俯视图。如图14所示,另一例所涉及的矫正部件50c具有多个安装部62c。与图3所示的矫正部件50的不同点在于,安装部62c的倾斜角度即中心轴a的朝向可变。即,图3所示的矫正部件50中,安装部62的朝向固定,但安装部62c的朝向可变。通过如此将安装部62c的朝向设为可变,例如在安装于不同尺寸的层叠体成型装置时,也能够根据其尺寸调整安装部62c的角度,以便能够适当地接收光束l。并且,矫正部件50c还能够按每个安装部62c安装不同的检测装置(传感器),也可以仅在一部分安装部62c安装检测装置。图14中,示出了在安装部62c中,在安装部62c1、62c2安装检测装置70,在安装部62c3安装其他检测装置70c的例。通过如此设为能够安装不同的检测装置,能够提高检查的通用性。
114.以上,对本发明的实施方式进行了说明,但实施方式并不限定于该实施方式的内容。并且,上述构成要件中,包含本领域技术人员能够容易想到的要件、实质上相同的要件、所谓的均等范围的要件。而且,能够适当组合上述构成要件。而且,能够在不脱离上述实施方式的宗旨的范围内进行构成要件的各种省略、替换或变更。
115.符号说明
[0116]1‑
层叠体成型装置,12
‑
粉末供给部,14
‑
叶片,16
‑
照射部,18
‑
控制装置,32
‑
工作台,50
‑
矫正部件,60
‑
基座部,62
‑
安装部,70
‑
检测装置,74
‑
摄像元件,80
‑
控制部,86
‑
状态判断部,88
‑
成型控制部,92
‑
照射控制部,94
‑
状态检测部,96
‑
判定部,ar
‑
空间,l
‑
光束,m
‑
层叠体,p
‑
粉末,sp
‑
空间。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

