1.本技术涉及电路板加工技术领域,特别是涉及一种放板机、收板机及激光钻孔系统。
背景技术:
2.随着电子产业的蓬勃发展,电子产品已经进入功能化、智能化的研发阶段,在此前提下,在满足电子产品良好的电、热性能的条件下,印刷电路板也正朝着轻、薄、短、小的设计趋势发展。
3.其中随着电路板越来越薄、越来越轻,其加工过程中出现了很多难题,例如,如何在生产过程中实现超薄电路板的自动化抓取。
技术实现要素:
4.本技术主要解决的技术问题是提供一种放板机、收板机及激光钻孔系统,一方面能够实现超薄板件的自动化抓取,另一方面能够提高抓取的效率。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一种放板机,包括:机架,设有上料位和隔纸位,所述上料位用于放置来料,所述来料包括交替层叠设置的板件和隔纸;抓取机构,活动设置在所述机架中,用于抓取所述来料中的所述板件和所述隔纸;缓存机构,设置在所述机架中,用于放置所述抓取机构抓取的所述板件;其中,在抓取所述来料中的所述隔纸后,所述抓取机构将所述隔纸送入所述隔纸位,在抓取所述来料中的所述板件后,所述抓取机构将所述板件送入所述缓存机构,直至所述缓存机构中的所述板件的数量达到数量阈值,而后所述抓取机构将所述缓存机构中的所述板件同时抓取至激光钻孔主机中。
6.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种收板机,包括:机架,设有下料位以及隔纸位;抓取机构,活动设置在所述机架中,用于抓取激光钻孔主机中的板件以及位于所述隔纸位的隔纸,并将所述板件以及所述隔纸送入所述下料位;缓存机构,设置在所述机架中,用于放置所述抓取机构抓取的所述板件;其中,在同时抓取所述激光钻孔主机中的多件所述板件后,所述抓取机构先将多件所述板件放置在所述缓存机构中,而后所述抓取机构交替抓取所述隔纸位中的隔纸和所述缓存机构中的板件而依次送入所述下料位中。
7.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种激光钻孔系统,包括激光钻孔主机以及分别设置在所述激光钻孔主机两侧的上述放板机、上述的收板机。
8.本技术的有益效果是:本技术放板机中的抓取机构既可以抓取来料中的板件,也可以抓取来料中的隔纸,能够实现超薄板件的自动化抓取,同时在抓取到板件后,抓取机构先将板件放置在缓存机构中,当缓存机构中板件的数量达到数量阈值后,再将缓存机构中的所有板件一起抓取至激光钻孔主机中,相比每次抓取一个板件就送入激光钻孔主机中,本技术可以提高板件抓取的效率。
附图说明
9.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。其中:
10.图1是本技术放板机一实施方式的结构示意图;
11.图2是图1放板机内部的简易结构示意图;
12.图3是图1放板机和激光钻孔主机组装在一起时的结构示意图;
13.图4是本技术收板机一实施方式的结构示意图;
14.图5是图4收板机内部的简易结构示意图;
15.图6是图4收板机和激光钻孔主机组装在一起时的结构示意图;
16.图7是本技术激光钻孔系统一实施方式的结构示意图;
17.图8是图7中激光钻孔主机的部分结构爆炸示意图;
18.图9是现有技术中激光钻孔主机的部分爆炸结构示意图。
具体实施方式
19.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
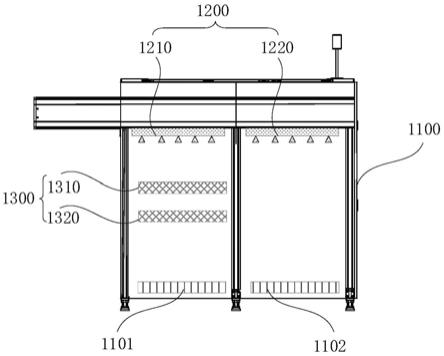
20.参阅图1和图2,该放板机1000包括机架1100、抓取机构1200以及缓存机构1300。
21.机架1100设有上料位1101和隔纸位1102,上料位1101用于放置来料,来料包括交替层叠设置的板件和隔纸。其中,来料中每两张板件之间设有一张隔纸,每两张隔纸之间设有一张板件,一方面相比来料中两张板件直接接触层叠设置,可以避免板件因为太薄而出现相邻两张板件之间因为局部真空而紧密贴合在一起的现象,为实现板件自动化的抓取提供条件,另一方面可以保护板件,避免摩擦而带来的损坏,其中来料中的板件具体可以是电路板。
22.抓取机构1200活动设置在机架1100中,用于抓取来料中的板件和隔纸,即,抓取机构1200在机架1100中的位置非固定。
23.缓存机构1300设置在机架1100中,用于放置抓取机构1200抓取的板件,也就是说,抓取机构1200抓取来料中的板件后不是直接将板件送入激光钻孔主机中,而是将板件先送入缓存机构1300中。其中,在抓取来料中的隔纸后,抓取机构1200将隔纸送入隔纸位1102,在抓取来料中的板件后,抓取机构1200将板件送入缓存机构1300,直至缓存机构1300中的板件的数量达到数量阈值,而后抓取机构1200将缓存机构1300中的板件同时抓取至激光钻孔主机中。
24.具体地,抓取机构1200既可以抓取来料中的板件,也可以抓取来料中的隔纸,能够实现超薄板件的自动化抓取,同时在抓取到板件后,抓取机构1200先将板件放置在缓存机构1300中,当缓存机构1300中的板件的数量达到数量阈值后,再将缓存机构1300中的所有板件一起抓取至激光钻孔主机中,也就是说,每次抓取机构1200都是将多个板件一起抓取
至激光钻孔主机中,相比每次抓取一个板件就送入激光钻孔主机中,本技术可以提高板件抓取的效率。
25.继续参阅图1,上料位1101和隔纸位1102沿着第一方向并列设置,在一应用场景中,如图3所示,上料位1101相比隔纸位1102更加靠近激光钻孔主机(图3中虚线部分表示激光钻孔主机)。
26.继续参阅图2,抓取机构1200包括第一吸盘1210以及第二吸盘1220,第一吸盘1210活动设置在上料位1101的上方,能够靠近或远离上料位1101,第二吸盘1220活动设置在隔纸位1102的上方,能够靠近或远离隔纸位1102,同时第一吸盘1210以及第二吸盘1220均可沿第一方向移动;缓存机构1300包括第一缓存盘1310以及第二缓存盘1320,第一缓存盘1310以及第二缓存盘1320层叠设置在第一吸盘1210与上料位1101之间,且第一缓存盘1310以及第二缓存盘1320均可沿第一方向移动。
27.在一应用场景中,为了减少放板机1000中元件的个数,第一吸盘1210以及第二吸盘1220在第一方向上同步运动,此时可以采用同一电机在第一方向上同时驱动第一吸盘1210以及第二吸盘1220。
28.在其他应用场景中,第一吸盘1210以及第二吸盘1220也可以被不同的电机驱动,可以不保持同步运动,在此不做限制。
29.其中下面均以第一吸盘1210以及第二吸盘1220在第一方向上保持同步运动进行说明。
30.在本实施方式中,为了保证板件能够被精确地送入至激光钻孔主机上的固定位置,放板机1000还包括控制器(图未示),控制器分别与第一缓存盘1310以及第二缓存盘1320连接,在抓取机构1200将缓存机构1300中的板件同时抓取至激光钻孔主机中之前,控制器校正第一缓存盘1310以及第二缓存盘1320的位置。
31.在一应用场景中,放板机1000的初始工作状态如下:第一吸盘1210位于上料位1101的上方,第二吸盘1220位于隔纸位1102的上方,第一缓存盘1310以及第二缓存盘1320位于第二吸盘1220以及隔纸位1102之间,此时放板机1000的工作过程如下:
32.(a)首先第一吸盘1210下降抓取上料位1101中的隔纸后上升,接着第一缓存盘1310沿第一方向移动至第一吸盘1210的下方,第一吸盘1210下降将隔纸放置在第一缓存盘1310上后上升,第一缓存盘1310沿第一方向移动隔纸位1102的上方,第二吸盘1220下降吸取第一缓存盘1310中的隔纸后上升,第一缓存盘1310和第二缓存盘1320同时沿第一方向移动至上料位1101的上方,第二吸盘1220下降并将吸取的隔纸放置在隔纸位1102上。
33.(b)然后第二吸盘1220上升,第一缓存盘1310和第二缓存盘1320同时沿第一方向移动至隔纸位1102的上方,第一吸盘1210下降从上料位1101中抓取板件后上升,第二缓存盘1320沿第一方向移动至上料位1101的上方,第一吸盘1210下降将吸取的板件放置在第二缓存盘1320上后上升,第二缓存盘1320沿第一方向运动至隔纸位1102的上方,此时第一吸盘1210、第二吸盘1220、第一缓存盘1310以及第二缓存盘1320与初始状态相同。
34.(c)然后重复上面(a)的步骤,再一次将来料中的隔纸抓取至隔纸位1102中。
35.(d)然后第一缓存盘1310、第二缓存盘1320沿第一方向移动至隔纸位1102的上方,第一吸盘1210下降从上料位1101中抓取板件后上升,第一缓存盘1310沿第一方向移动至上料位1101的上方,第一吸盘1210下降将吸取的板件放置在第一缓存盘1310上,此时第一缓
存盘1310和第二缓存盘1320上都存放有板件。
36.(e)待激光钻孔设备上的板件加工完毕而发出信号后,控制器校准第一缓存盘1310以及第二缓存盘1320的位置,而后第一吸盘1210下降吸取第一缓存盘1310中的板件,第二吸盘1220下降吸取第二缓存盘1320中的板件,第一吸盘1210和第二吸盘1220同时沿着第一方向移动将各自吸取的板件送入至激光主机中,而后放板机1000恢复初始状态。
37.放板机1000整个的工作过程就是不断重复上述过程。
38.在另一应用场景中,放板机1000的初始工作状态如下:第一吸盘1210位于上料位1101的上方,第二吸盘1220位于隔纸位1102的上方,第一缓存盘1310以及第二缓存盘1320位于第二吸盘1220以及隔纸位1102之间,放板机1000的工作过程如下:
39.(a)首先第一吸盘1210下降抓取上料位1101中的隔纸后上升,然后第一吸盘1210以及第二吸盘1220同时在第一方向上移动,以使第一吸盘1210位于隔纸位1102的上方,其中在第一吸盘1210移动的过程中,第一缓存盘1310以及第二缓存盘1320沿第一方向移动至上料位1101的上方,接着第一吸盘1210下降并将吸取的隔纸放置在隔纸位1102上。
40.(b)然后第一吸盘1210以及第二吸盘1220同时在第一方向上移动,以使第一吸盘1210回到上料位1101的上方,其中在第一吸盘1210移动的过程中,第一缓存盘1310以及第二缓存盘1320沿第一方向移动至隔纸位1102的上方,第一吸盘1210下降从上料位1101中抓取板件后上升,第二缓存盘1320沿第一方向移动至上料位1101的上方,第一吸盘1210下降将吸取的板件放置在第二缓存盘1320上后上升,第二缓存盘1320沿第一方向运动至隔纸位1102的上方,此时第一吸盘1210、第二吸盘1220、第一缓存盘1310以及第二缓存盘1320与初始状态相同。
41.(c)然后重复上面(a)的步骤,再一次将来料中的隔纸抓取至隔纸位1102中。
42.(d)然后第一吸盘1210以及第二吸盘1220同时在第一方向上移动,以使第一吸盘1210回到上料位1101的上方,其中在第一吸盘1210移动的过程中,第一缓存盘1310以及第二缓存盘1320沿第一方向移动至隔纸位1102的上方,第一吸盘1210下降从上料位1101中抓取板件后上升,第一缓存盘1310沿第一方向移动至上料位1101的上方,第一吸盘1210下降将吸取的板件放置在第一缓存盘1310上,此时第一缓存盘1310和第二缓存盘1320上都存放有板件。
43.(e)待激光钻孔设备上的板件加工完毕而发出信号后,控制器校准第一缓存盘1310以及第二缓存盘1320的位置,而后第一吸盘1210下降吸取第一缓存盘1310中的板件,第二吸盘1220下降吸取第二缓存盘1320中的板件,第一吸盘1210和第二吸盘1220同时沿着第一方向移动将各自吸取的板件送入至激光主机中,而后放板机1000恢复初始状态。
44.其中放板机1000可结合具体情况选择上述任一种工作过程。
45.参阅图4和图5,该收板机2000包括机架2100、抓取机构2200以及缓存机构2300。
46.机架2100设有下料位2101以及隔纸位2102,隔纸位2102用于放置隔纸,下料位2101用于放置交替层叠设置的板件和隔纸,其中放置的板件为经过激光钻孔主机加工过的板件,该板件可以是电路板。
47.抓取机构2200活动设置在机架2100中,用于抓取激光钻孔主机中的板件以及位于隔纸位2102的隔纸,并将板件以及隔纸送入下料位2101。具体地,抓取机构2200将隔纸位2102上的隔纸和经过激光钻孔主机加工过的板件交错层叠地放置到下料位2101上,而后下
料位2101上的隔纸和板件会被送入下道工序。
48.缓存机构2300设置在机架2100中,用于放置抓取机构2200抓取的板件。其中,在同时抓取激光钻孔主机中的多件板件后,抓取机构2200先将多件板件放置在缓存机构2300中,而后抓取机构2200交替抓取隔纸位2102中的隔纸和缓存机构2300中的板件而依次送入下料位2101中。
49.具体地,在激光钻孔主机同时对多个板件加工完毕之后,抓取机构2200同时抓取加工完毕的多个板件,然后通过缓存机构2300实现依次将板件和隔纸送入下料位2101中,也就是说,每次抓取机构2200都是将多个板件一起从激光钻孔主机中取走,相比每次只取走一个板件,本实施方式可以提高板件抓取的效率。
50.继续参阅图4,下料位2101和隔纸位2102沿着第一方向并列设置,在一应用场景中,参阅图6,下料位2101相比隔纸位2102更加靠近激光钻孔主机(图6中虚线部分表示激光钻孔主机)。
51.继续参阅图5,抓取机构2200包括第一吸盘2210以及第二吸盘2220,第一吸盘2210活动设置在下料位2101的上方,能够靠近或远离下料位2101,第二吸盘2220活动设置在隔纸位2102的上方,能够靠近或远离隔纸位2102,同时第一吸盘2210以及第二吸盘2220均可沿第一方向移动;缓存机构2300包括第一缓存盘2310,第一缓存盘2310设置在第一吸盘2210与下料位2101之间,且第一缓存盘2310可沿第一方向移动。
52.在本实施方式中,缓存机构2300还包括第二缓存盘2320,用于放置抓取机构2200抓取的不良的板件,第二缓存盘2320设置在第一缓存盘2310与下料位2101之间,且可沿第一方向移动。
53.具体地,当检测到抓取机构2200抓取的板件为不良板件,或者抓取的板件位置不正确时,抓取机构2200将抓取的该板件送入第二缓存盘2320中。
54.在其他实施方式中,缓存机构2300也可以不设置第二缓存盘2320,在此不做限制。
55.在一应用场景中,为了减少收板机2000中元件的个数,第一吸盘2210以及第二吸盘2220在第一方向上同步运动,此时可以采用同一电机在第一方向上同时驱动第一吸盘2210以及第二吸盘2220。
56.在其他应用场景中,也可以采用不同的电机分别在第一方向上驱动第一吸盘2210以及第二吸盘2220,可以不同步运动,在此不做限制。
57.其中下面均以第一吸盘2210以及第二吸盘2220在第一方向上保持同步运动进行说明。
58.在一应用场景中,收板机2000的初始工作状态如下:第一吸盘2210位于下料位2101的上方,第二吸盘2220位于隔纸位2102的上方,第一缓存盘2310以及第二缓存盘2320位于第一吸盘2210以及下料位2101之间,此时收板机2000的工作过程如下:
59.(a)首先第二吸盘2220下降抓取隔纸位2102上的隔纸后上升,然后第二吸盘2220以及第一吸盘2210沿第一方向同步移动,以使第二吸盘2220移动至下料位2101的上方,在第二吸盘2220移动的过程中,第一缓存盘2310以及第二缓存盘2320沿第一方向移动至隔纸位2102的上方,然后第二吸盘2220下降,将吸取的隔纸送入下料位2101后上升。
60.(b)待激光钻孔主机加工完毕发出信号之后,第一吸盘2210和第二吸盘2220同时沿第一方向移动至激光钻孔主机中,分别抓取一个加工完毕的板件,而后第一吸盘2210和
第二吸盘2220沿第一方向分别同步移动至下料位2101的上方和隔纸位2102的上方,接着第一吸盘2210下降将吸取的板件放入下料位2101中,第二吸盘2220下降将吸取的板件放入第一缓存盘2310中。
61.(c)然后第一缓存盘2310以及第二缓存盘2320沿第一方向运动至下料位2101的上方,第二吸盘2220下降抓取隔纸位2102上的隔纸后上升,然后第二吸盘2220和第一吸盘2210沿第一方向同步移动,以使第二吸盘2220移动至下料位2101的上方,第一缓存盘2310以及第二缓存盘2320沿第一方向移动至隔纸位2102的上方,然后第二吸盘2220下降,将吸取的隔纸送入下料位2101后上升。
62.(d)然后第一缓存盘2310沿第一方向移动至下料位2101的上方,第二吸盘2220下降抓取第一缓存盘2310中的板件中后上升,然后第一缓存盘2310沿第一方向运动至隔纸位2102的上方,接着第二吸盘2220下降将吸取的板件放置下料位2101上,而后第一吸盘2210、第二吸盘2220、第一缓存盘2310以及第二缓存盘2320回到初始状态。
63.收板机2000整个的工作过程就是不断重复上述过程。
64.参阅图7,图7是本技术激光钻孔系统一实施方式的结构示意图。该激光钻孔系统3000包括激光钻孔主机3100、放板机3200以及收板机3300。
65.放板机3200以及收板机3300分别设置在激光钻孔主机3100的两侧。其中放板机3200与上述任一项实施方式中的放板机1000结构相同,收板机3300与上述任一项实施方式中的收板机2000结构相同,具体结构可参见上述实施方式,在此不再赘述。
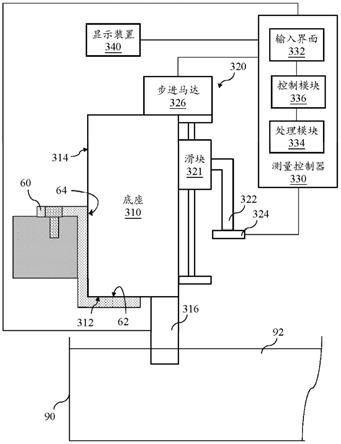
66.参阅图8,其中激光钻孔主机3100包括激光钻孔平台3110、垫板3120、螺柱3130以及螺母3140。
67.激光钻孔平台3110设有固定盲孔3111;垫板3120设置在激光钻孔平台3110上,且垫板3120设有与固定盲孔3111对应的通孔3121;螺柱3130经通孔3121穿过垫板3120而部分插入至激光钻孔平台3110上的固定盲孔3111中;螺母3140紧密套设在螺柱3130的外围而锁紧激光钻孔平台3110以及垫板3120。
68.具体地,激光钻孔平台3110上设有气孔(图未示),这些气孔用于抽真空而牢牢吸附板件,但是有时候板件上也有钻孔,若这些钻孔和激光钻孔平台3110上的气孔位置一致,则会导致激光钻孔平台3110吸附板件失败,因此我们在激光钻孔平台3110上固定垫板3120,该垫板3120上设有气孔,垫板3120上的气孔与板件、激光钻孔平台3110上的气孔均不重合,从而可以保证板件牢牢吸附在激光钻孔平台3110上。
69.同时垫板3120的设置还可以减少激光钻孔平台3110的磨损,延长设备的使用寿命。
70.在本实施方式中,垫板3120可拆卸地设置在激光钻孔平台3110上,可以定时对垫板3120进行更换,同时采用螺柱3130和螺母3140的方式将垫板3120可拆卸地设置在激光钻孔平台3110上,在拆卸时,只需要拆卸螺母3140即可,相比现有技术中直接采用螺栓的方式将垫板3120和激光钻孔平台3110固定在一起(如图9所示),可以避免固定盲孔3111和通孔3121内发生滑牙的现象。
71.以上所述仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。