1.本发明涉及一种内冷硬质合金刀片式拉刀单节及成套拉刀,特别是一种高温合金燃气轮机轮盘槽拉削的内冷硬质合金刀片式拉刀单节及成套拉刀,属于燃气轮机加工技术领域。
背景技术:
2.随着科学技术不断发展进步,以及国家对燃气轮机发展战略规划和清洁能源发展需求,燃气轮机技术参数不断提高,其透平轮盘作为关键高温部件,为了适应高参数需求,已经使用整体高温合金材料制造。为实现高效、高质量加工,通常采用拉削方式对轮盘槽进行加工。但因透平轮盘的材料为高温合金,且拉削过程中切削为封闭式状态,如中国专利申请:201911323900.9等,拉削油无法有效进入切削区域,导致拉刀刃口磨损快,寿命低,拉削轮槽表面质量差和硬化加剧。
3.同时由于长度较大的拉刀整体制造难度较大,不利于拉刀的生产制备。
技术实现要素:
4.本发明的发明目的在于:针对上述存在的问题,提供一种内冷硬质合金刀片式拉刀单节及成套拉刀,本发明能够向刀片刃口注入拉削油,增加拉刀的使用寿命,提高加工质量。
5.本发明采用的技术方案如下:
6.一种内冷硬质合金刀片式拉刀单节,包括拉刀体,所述拉刀体上设置成排的多个刀片和容屑槽,所述容屑槽与刀片间隔设置;
7.所述拉刀体内设置沿拉刀体长度方向的内冷通道,所述容屑槽设置与内冷通道连通的喷嘴通道,所述喷嘴通道内设置喷嘴,所述喷嘴上设置朝向刀片刃口的喷口。
8.在本发明中,设置内冷通道、喷嘴通道和喷嘴,通过向内冷通道注入拉削油,并通过喷嘴通道来到喷嘴,最后从喷口向刀片刃口切削区喷出拉削油,从而能够降低刀片的磨损,增加拉刀单节的使用寿命,提高拉削轮槽的表面质量。
9.作为优选,所述喷嘴与喷嘴通道通过螺纹连接。
10.在上述方案中,拉刀体与喷嘴相对独立制造,降低制造难度,喷嘴通过m5螺纹与喷嘴通道连接。
11.作为优选,每排刀片包括多个刀片,喷嘴上设置多个分别朝向多个刀片的喷口。
12.作为优选,每排刀片包括两个刀片,喷嘴上设置两个分别朝向两个刀片的喷口。
13.在上述方案中,通过多个喷口分别向每个刀片喷出拉削油,保证每个刀片都能被拉削油润滑到。
14.作为优选,所述喷嘴的进油口直径为d2,喷口的直径为d1,d2/d1≥2。
15.作为优选,d2/d1=3.5
‑
4.5。
16.在上述方案中,d2≤3.5,d2/d1的值越大,喷口喷出拉削油的压力越大,但是制造
的难度同样越高;基于喷油压力和制造难度的综合考虑,在d2/d1=3.5
‑
4.5时,具有良好的喷油压力喷到刀片刃口,同时制造难度不太高。
17.作为优选,所述喷嘴通道位于容屑槽的中部靠近刀片刃口一侧。
18.在上述方案中,靠近刀片刃口使得喷油距离更短,拉削油更容易喷到刀片刃口上。
19.作为优选,所述喷嘴通道竖直设置,与内冷通道相互垂直。
20.在上述方案中,竖直设置容易加工,同时容易设置喷口的角度。
21.作为优选,所述内冷通道位于拉刀体宽度方向的中部。
22.在上述方案中,内冷通道两侧的厚度一致,使得拉刀的结构强度稳定。
23.作为优选,所述内冷通道的内壁光滑。
24.在上述方案中,光滑的内壁利用拉削油的流动。
25.作为优选,所述内冷通道贯通拉刀体的两端。
26.作为优选,所述刀片的材质为硬质合金,所述拉刀体的材质为钢。
27.在上述方案中,设置硬质合金刀片能够保证刀片的使用性能,同时钢材质的拉刀体能够降低拉刀的制造成本。
28.作为优选,所述拉刀单节的长度为295
‑
300mm,所述拉刀体的宽度w≥20mm,所述内冷通道的直径≥φ6mm。
29.在上述方案中,将拉刀单节的长度设置为295
‑
300mm时,能够降低拉刀单节的制造难度,减小单节拉刀体变形,方便在使用时通过将多节拉刀单节组合达到所需的拉刀长度。
30.需要说明的是,本发明仅适用于拉刀体的宽度w≥20mm的拉刀,对于拉刀体的宽度w<20mm的拉刀,设置内冷通道后拉刀体的强度不够,不适用本发明设置内冷通道。
31.当拉刀体的宽度为20mm时,内冷通道的直径为φ6mm,当拉刀体的宽度大于20mm时,内冷通道的直径成比例加大,以保证拉刀单节的强度同时保证拉削油的注入量。
32.本发明还包括一种内冷硬质合金刀片式拉刀,使用上述内冷硬质合金刀片式拉刀单节,所述拉刀为多个所述拉刀单节通过连接头依次连通内冷通道组合形成。
33.在本发明中,由于拉刀的长度越长,拉刀的制造难度越大,通过多个单节连通组合成拉刀,能够降低拉刀的制造难度,同时通过连通的内冷通道能够向同时向多节拉刀单节提供拉削油,从而能够降低刀片的磨损,增加拉刀的使用寿命,提高拉削轮槽的表面质量。
34.作为优选,所述连接头为管接头,一端设置螺纹,另一端设置密封圈。
35.在上述方案中,使由拉刀单节组成的成套拉刀内冷通道密封且畅通,整套拉刀实现内冷功能。
36.作为优选,所述连接头为1/8管接头,一端为1/8管螺纹,另一端设置密封圈。
37.在上述方案中,连接头设置密封圈的一端与上一拉刀单节连接(拉削油注入方向),以避免拉削油从接头处溢出。
38.作为优选,所述拉刀的一端设置堵头,另一端设置注油口,更优选的,所述堵头为螺纹堵头。
39.在上述方案中,设置堵头使一端封闭,拉削油从注油口注入,从喷口喷出。
40.本发明的一种内冷硬质合金刀片式拉刀单节及成套拉刀,通过多节拉刀单节组合形成拉刀,能够降低制造难度;同时通过向内冷通道注入拉削油,使得拉刀切削过程中能够向刀片刃口喷拉削油,从而降低刀片刃口磨损,增加拉刀的使用寿命,提高拉削轮槽的表面
质量。
41.综上所述,由于采用了上述技术方案,本发明的有益效果是:
42.1、降低拉刀制造难度和制造成本;
43.2、能够降低刀片刃口磨损,增加拉刀的使用寿命,提高拉削轮槽的表面质量。
附图说明
44.本发明将通过例子并参照附图的方式说明,其中:
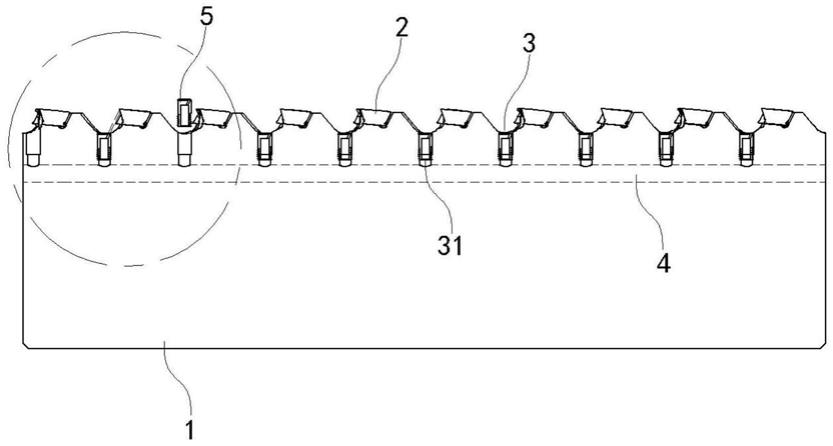
45.图1是拉刀单节的剖面结构示意图;
46.图2是图1中的局部放大图;
47.图3是拉刀单节的部分俯视图;
48.图4是喷嘴的剖视图;
49.图5是拉刀连接示意图;
50.图6是图5中的局部放大图;
51.图7是拉刀连接后的俯视图。
52.图中标记:1
‑
拉刀体、2
‑
刀片、3
‑
容屑槽、4
‑
内冷通道、5
‑
喷嘴、6
‑
连接头、7
‑
堵头、8
‑
注油口、21
‑
刀片刃口、31
‑
喷嘴通道、51
‑
喷口、52
‑
进油口、61
‑
密封圈。
具体实施方式
53.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
54.本说明书中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
55.实施例1
56.如图1所示,本实施例的一种内冷硬质合金刀片式拉刀单节,包括拉刀体1,拉刀体1上设置成排的多个刀片2和容屑槽3,容屑槽3与刀片2间隔设置;
57.如图2所示,拉刀体1内设置沿拉刀体1长度方向的内冷通道4,容屑槽3设置与内冷通道4连通的喷嘴通道31,喷嘴通道31内设置喷嘴5,喷嘴5上设置朝向刀片刃口21的喷口51;
58.拉刀单节的长度为300mm,拉刀体1的宽度w为20mm,内冷通道4的直径为φ6mm。
59.在本实施例中,设置内冷通道4、喷嘴通道31和喷嘴5,通过向内冷通道4注入拉削油,并通过喷嘴通道31来到喷嘴5,最后从喷口51向刀片刃口21切削区喷出拉削油,从而能够降低刀片2的磨损,增加拉刀单节的使用寿命,提高拉削轮槽的表面质量。
60.在使用时可以根据需要将多节单节连接使用,当然也可以一节单独使用,能够降低拉刀单节的制造难度,方便在使用时通过将多节拉刀单节组合达到所需的拉刀长度。
61.作为上述实施例的进一步可选方式,在其他实施例中,喷嘴5与喷嘴通道31通过螺纹连接,拉刀体1与喷嘴5相对独立制造,降低制造难度,喷嘴5通过m5螺纹与喷嘴通道31连接。
62.作为上述实施例的进一步可选方式,如图3
‑
4所示,在其他实施例中,每排刀片2包
括两个刀片2,喷嘴5上设置两个分别朝向两个刀片2的喷口51,通过两个喷口51分别向刀片2喷出拉削油,保证每个刀片2都能被拉削油润滑到。
63.作为上述实施例的进一步可选方式,在其他实施例中,喷嘴5的进油口52直径为d2,喷口(51)的直径为d1,d2/d1≥2,作为优选,d2/d1=3.5
‑
4.5,d2≤3.5,d2/d1的值越大,喷口51喷出拉削油的压力越大,但是制造的难度同样越高;基于喷油压力和制造难度的综合考虑,在d2/d1=3.5
‑
4.5时,具有良好的喷油压力喷到刀片刃口21,同时制造难度不太高。
64.作为上述实施例的进一步可选方式,在其他实施例中,喷嘴通道31位于容屑槽3的中部靠近刀片刃口21一侧,使得喷油距离更短,拉削油更容易喷到刀片刃口21上。
65.作为上述实施例的进一步可选方式,在其他实施例中,喷嘴通道31竖直设置,与内冷通道4相互垂直,内冷通道4位于拉刀体1宽度方向的中部,内冷通道4两侧的厚度一致,使得拉刀的结构强度稳定。
66.作为上述实施例的进一步可选方式,在其他实施例中,内冷通道4的内壁光滑,利用拉削油的流动。
67.作为上述实施例的进一步可选方式,在其他实施例中,内冷通道4贯通拉刀体1的两端。
68.作为上述实施例的进一步可选方式,在其他实施例中,刀片2的材质为硬质合金,拉刀体1的材质为钢,设置硬质合金刀片2能够保证刀片2的使用性能,同时钢材质的拉刀体1能够降低拉刀的制造成本。
69.作为上述实施例的进一步可选方式,在其他实施例中,拉刀单节的长度可以为295
‑
300mm的其他长度,拉刀体1的宽度w为≥20mm的其他数值,内冷通道4的直径为φ≥6mm的其他数值。当拉刀体1的宽度为20mm时,内冷通道4的直径为φ6mm,当拉刀体1的宽度大于20mm时,内冷通道4的直径成比例加大,以保证拉刀单节的强度同时保证拉削油的注入量。
70.实施例2
71.如图5、7所示,本实施例包括一种内冷硬质合金刀片式拉刀,使用上述实施例中的内冷硬质合金刀片式拉刀单节,拉刀为两个拉刀单节通过连接头6连通内冷通道4组合形成,使由拉刀单节组成的成套拉刀内冷通道密封且畅通,整套拉刀实现内冷功能;
72.拉刀一端的内冷通道4设置注油口8,另一端设置堵头7。
73.在本实施例中,通过多个单节连通组合成拉刀,能够降低拉刀的制造难度,同时通过连通的内冷通道4能够向同时向多节拉刀单节提供拉削油,从而能够降低刀片2的磨损,增加拉刀的使用寿命,提高拉削轮槽的表面质量。
74.当然在其他实施例中,可以将其他数量的拉刀单节连接组成拉刀。
75.作为上述实施例的进一步可选方式,如图6所示,在其他实施例中,连接头6为1/8管接头,一端为1/8管螺纹,另一端设置密封圈61,连接头6设置密封圈61的一端与上一拉刀单节连接(拉削油注入方向),以避免拉削油从接头处溢出。
76.综上所述,采用本发明的一种内冷硬质合金刀片式拉刀单节及成套拉刀,降低拉刀制造难度和制造成本;能够降低刀片刃口磨损,增加拉刀的使用寿命,提高拉削轮槽的表面质量。
77.本发明并不局限于前述的具体实施方式。本发明扩展到任何在本说明书中披露的
新特征或任何新的组合,以及披露的任一新的方法或过程的步骤或任何新的组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

