1.本发明涉及一种制备用于钢筋混凝土的钢筋的方法,特别是为了使钢筋能够连接到另一钢筋。
背景技术:
2.当适合建造钢筋混凝土工程时,已知的是,将若干钢筋首尾相连地设置并连接这些钢筋,以便确保拉伸力和压缩力沿着钢筋的传递。
3.文献fr 2 639 054公开了一种用于钢筋混凝土的加强件,包括:
4.‑
第一和第二钢筋,每个钢筋包括设有钩状凸体的延伸部分和将延伸部分延长的镦粗端部部分,并且在该镦粗端部部分上形成有螺纹或螺旋螺纹;以及
5.‑
螺纹连接套筒,其布置成以便与形成在第一和第二钢筋的镦粗端部部分上的螺纹配合。
6.第一和第二钢筋的组装可以例如通过执行以下步骤来进行:
7.‑
将第一钢筋固定在钢筋混凝土工程的部段中,
8.‑
将连接套筒的第一部分拧到第一钢筋的镦粗端部部分上,
9.‑
将第二钢筋的镦粗端部部分插入到连接套筒中,以及
10.‑
可旋转地驱动第二钢筋,以便使第二钢筋的镦粗端部与连接套筒的螺纹配合。
11.然而,当这种加强件受到高机械应力时,例如在地震期间,加强件会受到强烈的拉伸和/或压缩应力,并且形成所述加强件的每个钢筋的镦粗端部部分可能经受相当大的残余变形,这可能在包含所述加强件的钢筋混凝土中引发相当大的裂缝,或者甚至造成包含所述加强件的建筑物倒塌。
12.为了避免钢筋在其镦粗端部部分处发生断裂和/或残余变形的任何风险,已知的是加大钢筋的尺寸,然而,这意味着钢筋以及因此加强件的成本的显著增加。
技术实现要素:
13.本发明旨在克服这些缺点。
14.因此,本发明背后的技术问题在于提供一种用于制备用于钢筋混凝土的钢筋的方法,该方法是经济的,同时基本上限制了钢筋在其镦粗端部部分处残余变形的风险。
15.为此,本发明涉及一种用于制备用于钢筋混凝土的钢筋(优选地具有高附着力)的方法,该方法包括以下依次的步骤:
16.‑
提供步骤,包括提供钢筋,该钢筋包括延伸部分和端部部分,该延伸部分在其外表面上设有钩状凸体,
17.‑
镦粗步骤,包括在与钢筋的延伸方向基本平行的镦粗方向上冷镦所述端部部分,
18.‑
形成螺纹步骤,包括在镦粗端部部分上形成螺纹,以及
19.‑
正火(normalisation)步骤,包括对镦粗端部部分冷正火。
20.这种正火步骤允许消除在镦粗步骤期间出现在镦粗端部部分中的应力,并且因此
使形成钢筋的材料的晶体结构均匀化,这使得在正常使用条件下和在极端条件(比如地震期间)下,当钢筋处于拉伸或压缩时,允许显著降低钢筋的残余变形的风险。因此,根据本发明的制备方法保证了钢筋的最佳性能,并且特别是两个相邻钢筋之间的牢固连接。
21.此外,执行冷正火步骤极大地简化了根据本发明的制备方法,并且因此降低了钢筋的制造成本。
22.根据该制备方法的实施方式,镦粗步骤包括在镦粗方向上并且根据第一应力方向在端部部分上施加冷机械应力,并且正火步骤包括在基本平行于镦粗方向的应力方向上并且根据与第一应力方向相反的第二应力方向在镦粗端部部分上施加冷机械应力。
23.根据该制备方法的实施方式,在正火步骤期间施加在端部部分上的机械应力被限定为低于钢筋的屈服强度r
e
,并且例如小于钢筋的屈服强度r
e
的95%。这些布置使得可以在正火步骤期间避免钢筋的塑性变形。
24.根据该制备方法的实施方式,正火步骤包括以下步骤:
25.‑
供应步骤,包括提供正火机器,该正火机器包括被配置成夹持钢筋的延伸部分的夹持部分和被配置成在镦粗端部部分上施加机械应力的正火部分,夹持部分和正火部分根据移位方向相对于彼此平移地可移动地安装,
26.‑
定位步骤,包括将钢筋定位在正火机器中,使得钢筋的延伸部分被夹持部分夹持,并且钢筋的延伸部分基本平行于移位方向延伸,
27.‑
移位步骤,包括使正火部分相对于夹持部分相对移位,以便在镦粗端部部分上施加机械应力。
28.根据该制备方法的实施方式,正火步骤进一步包括应力检测步骤,该应力检测步骤包括检测在移位步骤期间施加在镦粗端部部分上的机械应力的值,以及当施加在镦粗端部部分上的机械应力超过预定值时停止移位的步骤。有利地,预定值低于钢筋的屈服强度值r
e
。
29.根据该制备方法的实施方式,预定值可以小于或等于钢筋的屈服强度r
e
的95%,并且例如大约等于钢筋的屈服强度r
e
的90%。
30.根据该制备方法的实施方式,夹持部分包括两个夹持爪,这两个夹持爪可在两个夹持爪相互靠近的夹持位置与两个夹持爪相互远离的释放位置之间移动。
31.根据该制备方法的实施方式,夹持部分包括致动器(比如气缸),该致动器被配置成使两个夹持爪在夹持位置与释放位置之间移位。
32.根据该制备方法的实施方式,正火步骤进一步包括缺陷检测步骤,该缺陷检测步骤包括如果在移位步骤期间正火部分和夹持部分相对于彼此移位了大于或等于预定距离的移位距离,则检测钢筋的缺陷。这些布置使得可以识别有缺陷的钢筋并将其从分配通道中消除,从而保证分配给最终客户的钢筋的质量。
33.根据该制备方法的实施方式,正火机器包括中空气缸,该中空气缸包括管状气缸体和中空活塞,钢筋的延伸部分能够延伸穿过管状气缸体,中空活塞相对于管状气缸体平移地可移动地安装,中空活塞形成正火部分。
34.根据该制备方法的实施方式,正火步骤进一步包括固定步骤,该固定步骤包括将支承部分固定在螺纹端部部分上,正火部分被配置成经由支承部分在镦粗端部部分上施加机械应力。有利地,支承部分被配置成与形成在镦粗端部部分上的螺纹配合。
35.根据该制备方法的实施方式,中空活塞被配置成在支承部分上施加机械应力。
36.根据该制备方法的实施方式,支承部分包括两个半壳,这两个半壳可在闭合位置与远程位置之间移动,在闭合位置,两个半壳相互靠近并且能够与形成在镦粗端部部分上的螺纹配合,在远程位置,两个半壳相互远离并且能够释放形成在镦粗端部部分上的螺纹。有利地,支承部分包括致动器(比如气缸),其被配置成使两个半壳在闭合位置与远程位置之间移位。
37.根据该制备方法的另一实施方式,支承部分包括凸缘(例如以圆盘的形式),该凸缘被配置成拧到镦粗端部部分上。根据该制备方法的这种实施方式,正火步骤包括拧紧步骤,该拧紧步骤包括将凸缘拧紧在镦粗端部部分上,中空活塞被配置成通过凸缘在镦粗端部部分上施加机械应力。
38.根据该制备方法的实施方式,正火步骤在室温下进行。
39.根据该制备方法的实施方式,镦粗步骤以可变速度进行,例如连续地或分阶段地进行。
40.例如,根据限定第一速度范围的第一镦粗模式并且根据限定第二速度范围的第二镦粗模式,相继地进行镦粗步骤,属于第二速度范围的速度低于属于第一速度范围的最低速度。根据该制备方法的实施方式,在第一镦粗模式期间,镦粗速度减小。
41.根据该制备方法的实施方式,正火步骤以可变速度进行,例如连续地或分阶段地进行。
42.例如,根据限定第一速度范围的第一正火模式并且根据限定不同于第一速度范围的第二速度范围的第二正火模式,相继地进行正火步骤。属于第二速度范围的速度可以例如低于属于第一速度范围的最低速度,或者高于属于第一速度范围的最高速度。
43.根据该制备方法的实施方式,镦粗步骤包括冷镦所述端部部分,以便形成大致圆柱形的第一端部部分以及设置在第一端部部分与延伸部分之间的至少一个第二端部部分,第二端部部分具有通常朝向延伸部分减小的截面,第二端部部分的长度大于或等于第一端部部分的长度。
44.根据该制备方法的实施方式,第二端部部分包括纵向芯和形成在所述纵向芯的外表面上的钩状凸体。有利地,第二端部部分的纵向芯具有通常朝向延伸部分减小的截面。
45.根据该制备方法的实施方式,第二端部部分以第一端部部分的延续形式延伸。优选地,第二端部部分延伸直至延伸部分。
46.根据该制备方法的实施方式,第一端部部分从钢筋的相应自由端延伸。
47.根据该制备方法的实施方式,第二端部部分的长度大于第一端部部分的长度的两倍。
48.根据该制备方法的实施方式,第二端部部分的长度大于或等于钢筋的公称直径。
49.根据本发明的实施例,第二端部包括:至少一个第一大致截头圆锥形部分,其具有朝向第一端部部分定向的最大基部;以及设置在第一大致截头圆锥形部分与延伸部分之间的第二大致截头圆锥形部分,第二大致截头圆锥形部分具有朝向第一大致截头圆锥形部分定向的最大基部。
50.根据本发明的实施例,第一大致截头圆锥形部分具有包含在6%和18%之间的斜率,并且优选地在8%和16%之间。
51.根据本发明的实施例,第二大致截头圆锥形部分具有包含在2%和5%之间的斜率,并且优选地在2.2%和4.5%之间。
52.根据本发明的实施例,第二大致截头圆锥形部分的长度大于或等于第一大致截头圆锥形部分的长度。
53.根据本发明的实施例,第二大致截头圆锥形部分以第一大致截头圆锥形部分的延续形式延伸。
54.根据本发明的实施例,第二大致截头圆锥形部分的长度大于或等于第一端部部分的长度。
55.根据本发明的实施例,第二部分的纵向芯包括:至少一个大致截头圆锥形的第一芯部分,其具有朝向第一部分定向的最大基部;以及设置在第一芯部分与延伸部分之间的大致截头圆锥形的第二芯部分,第二芯部分具有朝向第一芯部分定向的最大基部。根据本发明的实施例,第二芯部分的长度大于或等于第一部分的长度。例如,第二芯部分的长度大于或等于第一芯部分的长度。
56.根据本发明的实施例,螺纹至少部分地在第一和第二芯部分上延伸。
57.根据本发明的实施例,第二芯部分在其最大基部处的直径大于钢筋的公称直径。
58.根据本发明的实施例,在螺纹的螺纹根部处的镦粗端部部分的横截面大于延伸部分的横截面。不管螺纹上的公差和镦粗端部部分的线密度上的公差如何,这些布置避免了对延伸部分开槽。
59.根据本发明的实施例,螺纹在小于或等于镦粗端部部分的长度的纵向长度上延伸。
60.根据本发明的一个方面,在螺纹的螺纹根部处的镦粗端部部分的横截面大于延伸部分的每个横截面。
61.根据本发明的实施例,设置在镦粗端部部分上的螺纹是圆柱形的。
62.根据本发明的实施例,镦粗端部部分以延伸部分的延续形式延伸。
63.根据本发明的实施例,钩状凸体包括至少一个纵向肋,并且优选地包括两个基本上径向相对的纵向肋。
64.根据本发明的实施例,钩状凸体包括多个斜肋,所述斜肋具有例如新月形的大致形状。
65.根据本发明的实施例,延伸部分包括在其外表面上形成有钩状凸体的纵向芯。
66.根据该制备方法的实施方式,在形成螺纹步骤期间形成在端部部分上的螺纹在螺纹根部处的直径大于或等于钢筋的公称直径。
67.根据该制备方法的实施方式,螺纹至少部分地在端部部分的第一和第二部分上延伸。
附图说明
68.在任何情况下,通过参考所附示意图的以下描述,将清楚地理解本发明,作为非限制性示例,所附示意图表示通过实施根据本发明的制备方法获得的钢筋的实行形式。
69.图1是通过实施根据本发明的制备方法获得的钢筋的局部侧视图。
70.图2是图1的钢筋的局部示意图。
71.图3是用于制备图1的钢筋的正火机器的示意图。
具体实施方式
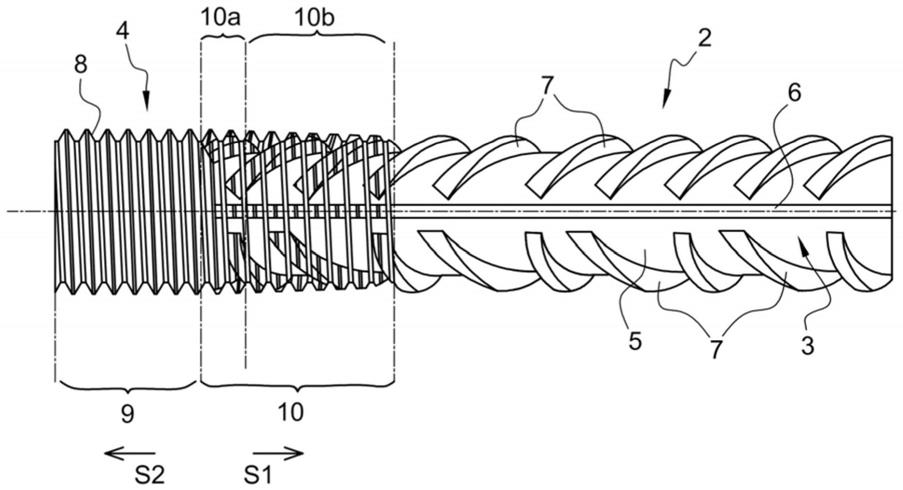
72.图1表示用于钢筋混凝土的高附着力的钢筋2。钢筋2优选地由钢制成。
73.钢筋2包括延伸部分3和以延伸部分3的延续形式延伸的镦粗端部部分4。延伸部分3和镦粗端部部分4基本上同轴地延伸。
74.延伸部分3包括大致圆柱形的纵向芯5以及设置在纵向芯5的外表面上的钩状凸体。根据图1和图2中表示的实施例,钩状凸体包括两个径向相对的纵向肋6以及设置在纵向肋6之间的多个斜肋7(也称为锁扣)。斜肋7可以例如具有新月形的大致形状。
75.更具体地如图2中所示,镦粗端部部分4包括第一端部部分9和第二端部部分10,第一端部部分大致为呈圆柱形并且从钢筋2的相应自由端延伸,第二端部部分延伸第一端部部分9。第二端部部分10延伸直至延伸部分3,并且其长度大于或等于第一端部部分9的长度。根据图1和图2中表示的实施例,第二端部部分10的长度大于或等于钢筋2的公称直径dn。
76.根据图1和图2中表示的实施例,第二端部部分10包括大致为截头圆锥形的第一部分10a和大致为截头圆锥形的第二部分10b,第一部分具有朝向镦粗端部部分4的第一端部部分9定向的较大基部,第二部分设置在第一部分10a与延伸部分3之间,第二部分10b具有朝向第一部分10a定向的最大基部。优选地,第一部分10a以第一端部部分9的延续形式延伸,并且第二部分10b以第一部分10a的延续形式延伸。
77.根据图1和图2中表示的实施例,第二部分10b的长度大于或等于第一部分10a的长度,并且大于或等于第一端部部分9的长度。
78.如图1和图2中所示,镦粗端部部分4设有例如圆柱形的螺纹8,该螺纹旨在与形成在连接套筒中的螺纹配合,并且具有的根部直径df大于或等于钢筋2的公称直径dn。
79.有利地,螺纹8仅在镦粗端部部分4的部分长度上延伸。优选地,螺纹8部分地在镦粗端部部分4的第一部分10a和第二部分10b上延伸。
80.现在将描述制备钢筋2以便使其能够连接到另一钢筋的方法。
81.这种制备方法具体包括以下步骤:
82.‑
提供步骤,包括提供钢筋2,该钢筋包括延伸部分3和端部部分,该延伸部分在其外表面上设有钩状凸体,
83.‑
镦粗步骤,包括在与钢筋2的延伸方向de基本平行的镦粗方向上冷镦所述端部部分,以便形成大致为圆柱形的第一端部部分9和设置在第一端部部分9与延伸部分3之间的第二端部部分10,第二端部部分10具有通常朝向延伸部分3减小的截面,并且其长度大于或等于第一端部部分9的长度,
84.‑
形成螺纹步骤,包括在镦粗端部部分4上形成螺纹8,该螺纹的根部直径大于或等于钢筋2的公称直径dn,
85.‑
正火步骤,该步骤有利地在环境温度下进行,并且该步骤包括对镦粗端部部分4冷正火。
86.根据该制备方法的实施方式,镦粗步骤包括在镦粗方向上并且根据第一应力方向s1在端部部分上施加冷机械应力,并且正火步骤包括在基本平行于镦粗方向的应力方向上
并且根据与第一应力方向s1相反的第二应力方向s2在镦粗端部部分4上施加冷机械应力。有利地,在正火步骤期间施加在镦粗端部部分4上的机械应力被限定为低于钢筋2的屈服强度r
e
,并且例如小于钢筋2的屈服强度r
e
的95%。
87.根据该制备方法的实施方式,正火步骤包括以下步骤:
88.‑
供应步骤,包括提供正火机器21,该正火机器包括被配置成夹持钢筋2的延伸部分3的夹持部分22和被配置成在镦粗端部部分4上施加机械应力的正火部分23,夹持部分22和正火部分23根据移位方向dd相对于彼此平移地可移动地安装,
89.‑
定位步骤,包括将钢筋2定位在正火机器21中,使得钢筋2的延伸部分3被夹持部分22夹持,并且钢筋2的延伸部分3基本上平行于移位方向dd延伸,
90.‑
移位步骤,包括使正火部分23相对于夹持部分22相对移位,以便在镦粗端部部分4上施加上述机械应力,
91.‑
应力检测步骤,包括检测在移位步骤期间施加在镦粗端部部分4上的机械应力的值,
92.‑
停止步骤,包括当施加在镦粗端部部分4上的机械应力超过预定值时停止移位步骤,以及
93.‑
缺陷检测步骤,包括如果在移位步骤期间正火部分23和夹持部分22相对于彼此移位了大于或等于预定距离的移位距离,则检测钢筋2的缺陷。
94.有利地,预定值低于钢筋2的屈服强度值r
e
。预定值可以小于或等于钢筋的屈服强度r
e
的95%,并且例如大约等于钢筋的屈服强度r
e
的90%。
95.根据该制备方法的实施方式,夹持部分22包括两个夹持爪,这两个夹持爪可在两个夹持爪相互靠近的夹持位置与两个夹持爪相互远离的释放位置之间移动,并且此外夹持部分还包括致动器(比如气缸),其被配置成使两个夹持爪在夹持位置与释放位置之间移位。
96.根据该制备方法的实施方式,正火机器21包括中空气缸24,该中空气缸包括管状气缸体24.1和中空活塞24.2,钢筋2的延伸部分3能够延伸穿过管状气缸体,中空活塞相对于管状气缸体平移地可移动地安装,中空活塞24.2形成正火部分23。
97.根据该制备方法的实施方式,正火步骤进一步包括固定步骤,该固定步骤包括将支承部分25(比如凸缘)固定在镦粗端部部分4上,中空活塞24.2被配置成经由支承部分25在镦粗端部部分4上施加机械应力。根据一种变型,支承部分25可以包括两个半壳,这两个半壳可在闭合位置与远程位置之间移动,在闭合位置,两个半壳相互靠近并且能够与形成在镦粗端部部分4上的螺纹8配合,在远程位置,两个半壳相互远离并且能够释放形成在镦粗端部部分4上的螺纹8,并且支承部分包括致动器(比如气缸),其被配置成使两个半壳在闭合位置与远程位置之间移位。
98.根据该制备方法的实施方式,镦粗步骤在冷条件下且以可变速度进行,例如连续地或分阶段地进行。
99.例如,根据限定第一速度范围的第一镦粗模式并且根据限定第二速度范围的第二镦粗模式,相继地进行镦粗步骤,属于第二速度范围的速度低于属于第一速度范围的最低速度。
100.不言而喻,本发明并不仅限于以上作为示例描述的制备方法的实施方式,相反,本
发明涵盖其所有变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
