用于机械连接先进高强度钢的装置和方法
1.本技术是国际申请号为pct/us2017/014501,国际申请日为2017年1月23日,进入国家阶段申请号为201780009849.7,发明名称为“用于机械连接先进高强度钢的装置和方法”的发明专利申请的分案申请。
2.相关申请的交叉引用
3.本技术要求以下优先权:发明人mark a.savoy和phillip j.i.morgan于2016年10月7日提交的名称为“用于机械连接先进高强度钢的装置和方法”的美国临时申请序列号62/405,288;发明人mark a.savoy和phillip j.i.morgan于2016年9月28日提交的名称为“用于机械连接先进高强度钢的装置和方法”的美国临时申请序列号62/400,809;以及发明人mark a.savoy和phillip j.i.morgan于2016年2月3日提交的名称为“用于咬接先进高强度钢的装置和方法”的美国临时申请序列号62/290,608,每一个所述临时申请的的全部公开内容通过引用并入本文。
技术领域
4.本发明涉及一种使用激光加热来机械连接先进高强度钢的装置和方法。
背景技术:
5.如durandet等人的美国专利8,234,770所公开的,先前已经采用激光器使用预加热的自冲铆钉来连接金属。durandet等人还公开了该机械紧固方法可适用于咬接型工艺或压接工艺。
6.当使用激光器时,必须以光安全的方式进行金属连接加工,使得没有来自强激光束的散射辐射对操作者造成伤害。以前,这样的加工在加工站中进行,该加工站在使用期间防止操作者进入,因此操作者不会暴露于激光束下。
技术实现要素:
7.本发明的目的是提供一种改进的装置,其用于使用激光加热将先进高强度钢的第一钢板部分机械地连接至第二金属板部分。
8.在实现上述目的时,根据本发明的装置包括用于定位在先进高强度钢的第一板部分附近的连接组件,该第一板部分与金属的第二板部分在板部分的交界面处接触。连接组件包括具有开口并且限定光安全的腔室的壳体并且还包括转位构件,该转位构件通过光安全的接触部安装在壳体上以平行于板部分的交界面在加热位置和连接位置之间移动。转位构件包括在其加热位置、在第一板部分和第二板部分的连接部位处被定位在壳体的开口附近的开口,并且转位构件还包括在其连接位置被定位在板部分的连接部位处的模具。致动器使连接组件的转位构件平行于第一板部分和第二板部分的交界面在其加热位置和连接位置之间移动。连接组件的激光组件包括激光准直器,以在转位构件的加热位置发射来自壳体的腔室内的激光束穿过壳体的开口和转位构件的开口,从而在连接部位处对先进高强度钢的第一板部分提供加热,并且在加热之后致动器使转位构件平行于第一板部分和第二
板部分的交界面移动到连接位置。装置的检测组件仅在第一板部分与转位构件进行光安全的接触时才允许操作激光组件,并且组件的咬接冲头或铆接压头在转位构件的连接位置与模具配合,以在连接部位处将被加热的第一板部分和第二板部分彼此机械地连接。装置的控制器被配置为操作用于进行板部分的连接操作的连接组件、致动器、激光组件和咬接冲头或铆接压头以及该装置的任何其他必要部件。
9.如所公开的那样,连接组件可以包括枢轴连接部,其将转位构件安装在壳体上以在加热位置和连接位置之间枢转地运动,或者可以包括滑道,其将转位构件安装在壳体上以在加热位置和连接位置之间直线地运动。
10.如还公开的那样,模具是:用于设置咬接连接部的咬接模具;用于设置咬接铆接连接部的咬接铆接模具;用于设置全冲压铆接连接部的全冲压铆接模具;或者用于设置自冲铆接连接部的自冲铆接模具。
11.所公开的检测组件包括用于向壳体的腔室提供加压气体的加压气体源,并且还包括检测器,其用于检测从加压气体源到腔室的气流,以检测第一板部分是否与转位构件进行光安全的接触。
12.所公开的连接组件包括温度传感器,其用于通过转位构件的开口感测连接部位处的第一板部分的温度,以通过操作控制器来控制激光加热。
13.在所公开的一个实施方式中,装置包括并联运动机(pkm),其由控制器操作并且包括:第一支撑部;三角架,其具有安装在第一支撑部上并以朝向彼此会聚的方式从第一支撑部伸出的三个可伸展且可收缩的支柱;第二支撑部,其通过三个支柱安装为与第一支撑部间隔开,以安装咬接冲头或铆接压头,该咬接冲头或铆接压头通过控制器的操作与模具配合设置使板部分彼此连接的连接部;以及轨道,其将pkm安装为在彼此垂直的水平方向上运动。
14.所公开的装置的另一个实施方式包括c形框架,该c形框架具有支撑连接组件的一个端部并且具有支撑咬接冲头或铆接压头的另一个端部,该咬接冲头或铆接压头通过控制器的操作与模具配合设置第一板部分和第二板部分彼此的连接部;并且该装置的机器人通过控制器的操作使c形框架移动,以在第一板部分和第二板部分的不同位置处设置连接部。
15.本发明的另一个目的是提供一种用于机械连接先进高强度钢的方法。
16.在实现前述目的时,本发明的方法通过将连接组件定位在先进高强度钢的第一板部分附近来执行,该第一板部分与金属的第二板部分在板部分的交界面处接触,其中连接组件包括具有开口并且限定光安全的腔室的壳体,并且连接组件还包括转位构件,该转位构件通过光安全的接触部安装在壳体上,以平行于板部分的交界面在加热位置和连接位置之间移动,并且其中转位构件包括在加热位置、在第一板部分和第二板部分的连接部位处被定位在壳体的开口附近的开口,并且其中转位构件包括在连接位置被定位在板部分的连接部位处的模具。在转位构件的加热位置发射自壳体的腔室内的激光束穿过壳体的开口和转位构件的开口,以在连接部位处对先进高强度钢的第一板部分提供加热,并且在加热之后使转位构件平行于第一板部分和第二板部分的交界面移动到连接位置。检测第一板部分与转位构件的光安全的接触,然后才允许操作激光束。操作咬接冲头或铆接压头在转位构件的连接位置与模具配合,从而在连接部位处将被加热的第一板部分和第二板部分彼此机械地连接。所使用的控制器被配置为控制连接组件的定位、进行光安全的激光束的发射、进
行第一板部分与转位构件的光安全的接触的检测、进行咬接冲头或铆接压头的操作以进行使一板部分和第二板部分彼此连接的任何其他工序。
17.如所公开的那样,转位构件在加热位置和连接位置之间枢转地移动或以直线方式移动。
18.如还公开的那样,连接的步骤设置咬接连接部、咬接铆接连接部、全冲压铆接连接部或自冲铆接连接部。
19.如所公开的那样感测来自光安全的腔室的加压气流,以控制激光束的操作。
20.如进一步公开的那样,在连接部位处感测第一板部分的温度,以控制第一板部分的加热。
21.在方法的一种实践中,由控制器操作的并联运动机(pkm)用于安装并移动咬接冲头或铆接压头,该咬接冲头或铆接压头与模具配合设置使板部分彼此连接的连接部,并且pkm在彼此垂直的轨道上运动。
22.在方法的另一种实践中,c形框架的相对的端部安装有提供连接操作的连接组件和咬接冲头或铆接压头,并且其中c形框架由机器人支撑和移动。
23.当与参考附图结合时,通过下面对优选实施方式的详细描述,本发明的目的、特征和优点显而易见。
附图说明
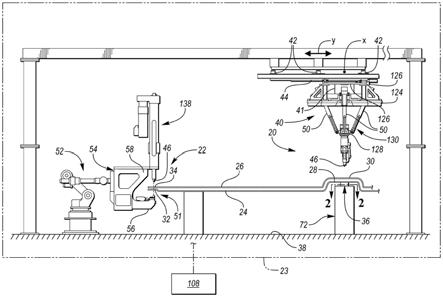
24.图1是根据本发明构造的、用于以不同方式执行本发明的机械连接方法的装置的两个不同实施方式的某种程度上的示意性正视图。
25.图2是沿图1中的线2
‑
2的方向观察的、装置的一个实施方式的连接组件的俯视平面图,其示出了连接组件的转位构件处于加热位置。
26.图3是类似于图2的、但是在激光加热之后的俯视平面图,其示出了转位构件枢转地移动到用于机械连接操作的连接位置。
27.图4是沿图2中的线4
‑
4的方向的局部剖视的正视图,其示出了为了准备连接而进行激光加热的方式。
28.图5是沿图3中的线5
‑
5的方向截取的局部剖视图,其示出了在连接操作期间转位构件的定位。
29.图6是连接组件的另一个实施方式的正视图,并且与示出了为了准备连接操作而进行激光加热的方式的图4总体上相同。
30.图7是沿图6中的线7
‑
7的方向观察的俯视平面图,其示出了在激光加热期间定位的转位构件。
31.图8是类似于图7的、但是在激光加热之后的俯视平面图,其示出了转位构件为了准备机械连接而直线移动到连接位置。
32.图9是根据本发明构造的、通过光安全的方式提供先进高强度钢的机械连接方法的装置的另一个实施方式的正视图。
33.图10是沿图9中的线10
‑
10的方向观察的平面图,其示出了装置的连接组件处于其加热位置。
34.图11是图9的一部分的放大视图,其进一步示出了连接组件的构造。
35.图12是图9的一部分的立体图,其进一步示出了装置的连接组件。
36.图13a是在准备将先进高强度钢的第一板部分和金属的第二板部分在板部分的连接部位处咬接从而为了它们的机械连接做准备时的装置的局部视图。
37.图13b是在冲头的初始向下运动之后用于进行板部分彼此的咬接的中间连接阶段。
38.图13c示出了在冲头向上移动进行另一个循环之前通过冲头的向下运动完成板部分彼此的咬接。
39.图14是类似于图13c的视图,其示出了通过咬接铆接模具和由铆接压头移动的咬接铆钉被咬接之后的板部分。
40.图15是类似于图14的视图,其示出了通过全冲压铆接模具和由铆接压头移动的全冲压铆钉将板部分机械连接之后的板部分。
41.图16是类似于图14和15的视图,其示出了通过由铆接压头移动并由自冲铆接模具支撑的自冲铆钉彼此机械连接之后的板部分。
具体实施方式
42.根据需要,本文公开了本发明的详细的实施方式;然而,应理解的是,所公开的实施方式仅仅是可以被实施为不同的和替代的形式的、本发明的示例。附图不一定成比例;为了示出特定的部件的细节,一些特征可能被放大或最小化。因此,本文所公开的特定的结构和功能细节不应解释为限制性的,而仅仅是教导本领域的技术人员以各种方式使用本发明的代表性基础。
43.参照图1,示出了根据本发明构造的用于提供本发明的激光加热方法的装置20和22的两个实施方式,以用于机械连接先进高强度钢。下面将以整合的方式描述本发明的装置和方法二者,以便于理解本发明的不同方面。此外,被连接的先进高强度钢的拉伸强度为700兆帕至1500兆帕或以上。因此,通过提供高强度同时具有相对较薄的规格,并因此具有在仍具有结构强度的同时提高车辆燃料效率的轻质构造,先进高强度钢特别适用于例如在车身制造中与车身底部部件一起使用。然而,这样的先进高强度钢是坚硬的并且不具有足够的延展性来针对机械连接被成型。
44.图1中所示的激光加热装置20和22的两个实施方式位于可受控制的光安全工作站23内,因此除非防止人员进入该工作站,否则不能执行激光加热操作。然而,该工作站也可以如下文所述的那样被构造为允许人员在激光加热期间进入该工作站。激光加热用于提供先进高强度钢的钢件24和金属件26的机械连接,它们具有交界面27(图4)并且各自是如图所示的下车身底部部件和上车身底部部件,但也可以是其他车身部件以及其他金属结构。更具体而言,先进高强度钢的钢件24和金属件26各自具有通过装置20进行连接的第一板部分28和第二板部分30,并且还具有通过装置22进行连接的第一板部分32和第二板部分34。先进高强度钢的板部分28和32通过激光加热被直接加热为更具延展性从而允许机械连接。金属件26也可以由先进高强度钢或其他金属(例如,硬度较低的钢、铝等)制成,并且其板部分30和34也可以通过或不通过激光加热来加热和/或通过来自钢件24的板部分28和32的传导加热来加热为更具延展性从而允许机械连接。
45.继续参照图1,激光连接装置20包括安装在水平支撑部38(例如工厂地板)上的连
接组件36。如下文更全面描述的那样,通过装置20提供的激光加热将先进高强度钢的钢板部分28加热,以促进连接操作。装置20还包括通过示意性示出的升降机41安装于在彼此垂直的方向上延伸的水平轨道42和44上的并联运动机(称为pkm)40。pkm40支撑咬接冲头或铆接压头46,其与连接组件36的模具48(图2和图3)配合提供连接。更具体而言,pkm40可沿着轨道42和44在彼此垂直的水平方向上移动到不同的工作部位,同时如下文更全面描述的那样通过伸展和收缩来操作pkm的支柱50而使咬接冲头或铆接压头46在各个工作区内移动到不同部位和取向。
46.继续参照图1,激光连接装置22包括由附图标记51表示的连接组件并通过用于移动的机器人52支撑,以在不同部位提供连接。如图所示,装置22包括c形框架54,其具有支撑连接组件51的一个端部56,从此处提供激光束,从而提供由先进高强度钢制成的钢件24的板部分32的加热,并且c形框架54具有支撑冲头或铆接压头46的另一个端部58。位于c形框架54的端部58上的连接组件51包括模具48(图13a、图13b、图13c和图14至图16),该模具48与咬接冲头或铆接压头46配合提供机械连接。
47.如图13a、图13b和图13c的过程所示,装置20和22各自的实施方式的咬接冲头46
p
和咬接模具48
c
彼此配合,以提供如图13c所示的用于将钢件24和26的第一板部分和第二板部分彼此连接的咬接连接部60。
48.参照图14,在铆接压头46
r
的操作下,咬接铆接模具48
cr
和铆钉62提供金属件24和26彼此之间的咬接铆接连接部64。
49.参照图15,全冲压铆接模具48
fpr
和全穿铆钉66提供全冲压铆接操作,这提供了全冲压铆接连接部68。在该实施方式中,通过用铆接压头46
r
打击铆钉66,冲出的碎片从模具48
fpr
下方掉出。
50.参照图16,自冲铆接模具48
spr
和由铆接压头46
r
打击的自冲铆钉70在金属板部分24和26之间提供自冲铆接连接部71。
51.激光的光安全限制可根据美国劳工部职业安全与健康管理局在其技术手册第iii部分第6章中的参数而变化。具体而言,非射束危险、生物影响和激光危险分类可以针对特定的调查研究指南和控制措施所确定的任何特定操作而变化。如上所述的用于机械连接的先进高强度钢的激光加热需要iv级激光束,其必须在人员暴露的情况下具有光安全性。如下所述,装置20和22在执行加热时都是光安全的。
52.参照图4,装置20的连接组件36包括壳体72,该壳体72具有由垂直壁76、底板78和顶板80限定的光安全腔室74。顶板80的工作部位在腔室74的上顶端处具有开口82。连接组件36的激光组件83包括激光准直器84,该激光准直器84位于腔室74内并通过线缆86接收来自激光发生器88的激光、将激光聚集成射束90并向上发射激光束穿过壳体的开口82。
53.继续参照图4,连接组件36还包括转位构件92,其在该实施方式中通过枢轴连接部94(图2和图3)被安装在壳体72的顶板80上,以在图2所示的加热位置和图3所示的连接位置之间平行于金属件24和26的板部分的交界面27移动。转位构件92具有开口96,当转位构件处于通过激光束90加热的加热位置时,该开口96在壳体72的顶板80中的开口82附近被定位在金属件24和26的第一板部分和第二板部分的连接部位98处。此外,转位构件92支撑前面提到的模具48,在转位构件的连接位置,该模具48如图5所示那样位于板部分的连接部位98处。
54.如图2至图5所示,致动器100使连接组件36的转位构件92平行于第一板部分和第二板部分的交界面27在分别在图2、图4和图3、图5中示出的其加热位置和连接位置之间移动。
55.因此,在转位构件92的加热位置,图4所示的激光组件83向上发射激光束90穿过壳体的开口82和转位构件92的开口96,以在连接部位98处对先进高强度钢的金属件24的板部分提供加热使其变得更具延展性,以允许前述任何一种类型的机械连接操作。在加热之后,致动器100使转位构件92平行于金属件24和26的板部分的交界面移动到图5的连接位置,以进行连接操作。针对连接位置的这种加热和转位可以快速完成,因此,使完成加热所必需的温度降低的温度损失被最小化,从而给钢提供用于机械连接的足够的延展性。
56.如图4所示,检测组件106仅允许在先进高强度钢的金属件24的板部分与转位构件92进行光安全的接触时操作激光组件83。因此,激光束90始终被包围,以防止向连接组件36的外部露出,使得在激光加热期间操作人员可以进行操作和/或维护。
57.图1中所示的pkm40支撑前文中结合图13a、图13b、图13c、图14、图15和图16描述的咬接冲头或铆接压头46,该咬接冲头或铆接压头46用于与相关联的模具48配合,以将被加热的第一板部分和第二板部分在转位构件的连接部位处彼此机械地连接,其中加热提供了允许金属移动进行连接所需的延展性。
58.如图2至图5所示,图1所示的控制器108操作图1所示的连接组件36、致动器100、激光组件83、检测组件106和咬接冲头或铆接压头46以及操作用于进行连接的装置的任何其他必要部件。
59.如前面结合图2至图5的实施方式所述那样,连接组件36的这个实施方式包括枢轴连接部94,该枢轴连接部94将转位构件92安装在壳体72上,以在图2和图4所示的加热位置与图3和图5所示的连接位置之间运动。
60.图6至图8中所示的连接组件36的另一个实施方式包括滑道110,该滑道110将转位构件92安装在壳体72上,以通过致动器100的控制在图7的加热位置和图8的连接位置之间直线地运动。在每个实施方式中,致动器100都是为了提供转位构件的运动而伸展和收缩的缸体,其中图6至图8的实施方式具有提供致动器与转位构件的连接的连杆112。
61.如图4和图6所示,连接组件36的每个实施方式都具有其检测组件,该检测组件包括用于向连接组件的壳体72的腔室74提供加压气体的加压气体源114并且包括传感器116和118,在该传感器116和118之间设置有检测器120,以检测传感器之间表示金属件24的板部分没有对转位构件开口96进行光安全的密封的足够气体运动,以在激光束90不能被充分包围时向控制器108提供防止激光组件83发射激光束90的信号。
62.还如图4和图6所示,连接组件36的每个实施方式都包括用于通过转位构件的开口96感测连接部位98处的金属件24的板部分的温度的温度传感器122,以通过操作与其连接的控制器108来控制激光加热。
63.参照图1,前面提到的pkm40包括将其第一支撑部124连接到托架126的升降机41,该托架126被支撑为在控制器108的操作下通过互相垂直的轨道42和44在互相垂直的方向上移动到选定位置。前面提到的可伸展且可收缩的支柱50从第一支撑部124延伸到第二支撑部128,以设置三角架130,其中第二支撑部将冲头或铆接压头46安装为与前述连接组件51配合进行允许在任何所需取向上操作的旋转和角定位。支柱50可以通过任何合适的方式
伸展和收缩,例如于2016年9月15日公开的、发明人mark a.savoy和phillip j.i.morgan的名为“用于连接金属板的工作站和方法”的美国专利申请公开第2016/0263641号所公开的方式,该美国专利申请的全部公开内容通过引用并入本文。更具体而言,支柱50可以各自由滚柱丝杠实现,其具有:枢转地连接至pkm的第一支撑部124的上端部和枢转地连接至第二支撑部128的下端部;细长的丝杠;包括行星齿轮架的螺母;以及多个螺纹滚柱,其可在行星齿轮架上旋转并与丝杠啮合,使得丝杠和螺母之间的相对旋转改变支柱的长度。
64.参照图1和图9至图12,装置22的另一个实施方式由机器人52而不是pkm支撑进行移动,但是除了将要提到的部件之外具有许多相同的部件,该相同的部件的操作方式与pkm的实施方式相同,因此应用了相同的附图标记,使得许多之前的描述也是适用的并且不再重复。
65.在如图9所示的装置22的实施方式中,提供c形框架54的壳体132支撑激光准直器84,并且如图11中最佳所示,其激光束90朝向由壳体限定的光安全的腔室内74的第一反射镜134发射。该第一反射镜134将激光束90朝向第二反射镜136反射90度,以朝向转位构件92向上反射90度,该转位构件92通过在其加热位置和其连接位置之间枢转而与前述图2至图5的实施方式总体上起到相同的作用。在该实施方式中,致动器100的活塞连接杆的伸展和收缩使转位构件92绕枢轴连接部94枢转,以在加热位置和连接位置之间运动。
66.进一步参照图9,装置22包括滚柱丝杠138,该滚柱丝杠138使咬接冲头或铆接压头46垂直地移动,以提供连接操作。图2至图5和图9至图12的每个实施方式都具有其转位构件,所述转位构件都设置有模具插入件140,该模具插入件140以任何合适的方式(例如通过螺纹紧固)固定在相关联的转位构件92上,以提供模具48在不同的工作之间的切换或根据需要提供更换。
67.在本发明特别适用的车身组装期间,被连接的先进高强度钢的金属板件通常具有0.7至2毫米的厚度并且将被加热至500至700℃且通常不超过730℃的温度,以避免不利地影响先进高强度钢的微观结构。加热时间通常约为1秒,转位时间约为0.1至0.3秒,执行连接的时间约为0.3至0.5秒,并且如前所述,激光是对人类安全具有保护的iv级等。因此,即使操作者位于图1所示的封闭式工作站23内,由于如上所述对来自激光束的散射辐射进行密闭,因此操作也将是激光安全的。此外,所使用的激光器可以是波长为1064微米的光纤激光器或波长为980微米的二极管激光器。而且,在激光加热和机械连接期间,可以使用任何合适但没有示出的夹具等来将板部分28和30以及32和34相对于彼此且相对于相关联的装置定位。
68.尽管上面描述了示例性实施方式,但是这些实施方式并不认为是描述本发明的所有可能的形式。相反,说明书中所使用的词语是说明性而非限制性词语,并且应理解的是在不脱离本发明的主旨和范围的情况下可以做出各种变化。另外,各个实施方式的特征可以组合,以形成本发明的另外的实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

