1.本实用新型涉及起重机制造领域,具体说是一种主梁腹板加强筋自动焊接设备。
背景技术:
2.随着我国工业水平和制造能力的快速发展,起重机的应用范围越来越广泛。起重机是指在一定范围内垂直提升和水平搬运重物的多动作起重机械。其中桥式起重机是桥架在高架轨道上运行的一种桥架型起重机,又称天车。桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,起重小车沿铺设在桥架上的轨道横向运行,构成一矩形的工作范围,就可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。
3.桥式起重机由主梁和端梁构成,二者刚性连接,主梁的结构是由两张主梁形状的钢板即主梁腹板通过焊接加强筋和连接内立板焊接而成,在主梁生产制造过程中,由于主梁腹板为一厘米左右的薄钢板,且长度较大,需要给主梁腹板内侧壁上平行焊接多道加强筋,增加主梁腹板的强度和刚度,现在主梁腹板加强筋焊接主要依靠人工进行焊接,加强筋一般为角钢,一个焊接工人根本没法完成角钢的直立焊接,并且焊接效率较差,每一块主梁腹板需要至少三根的加强筋,一个焊接工人焊接三根朱梁长度的加强筋需要至少一天的时间,并且劳动强度较大,焊接对人体伤害巨大,不利于安全生产;并且人工焊接主梁腹板加强筋,也不能改变加强筋的焊接位置使其适应主梁边缘形状,只能进行直线焊接,这就导致主梁腹板强度均匀性较差,各部分承载能力不一致,影响起重机主梁的产品质量。因此,如何克服上述存在的技术问题和缺陷成为重点需要解决的问题。
技术实现要素:
4.本实用新型的发明目的在于克服背景技术中所描述的缺陷,从而实现一种主梁腹板加强筋自动焊接设备,该自动焊接设备自动化程度和焊接效率较人工焊接取得了突破性提高,并且能够灵活调整主梁腹板背部加强筋的焊接间距,加强筋焊接平行度好、焊接质量高,并且可以根据主梁腹板的轮廓自动仿形修正加强筋的焊接位置,使主梁腹板强度均匀性高,各部分承载能力更加一致。
5.为实现上述发明目的,本实用新型的技术方案是:一种主梁腹板加强筋自动焊接设备,包括焊接轨道、承载小车、机架、放料台、焊接间距可调装置、数控焊枪、加强筋限位装置和电控单元,所述焊接轨道相互平行固定设置于工作平面上,所述承载小车可平移设置于所述焊接轨道上,所述机架两侧的底部固定设置于所述承载小车上,所述放料台固定设置于所述焊接轨道之间的工作平面上,所述焊接间距可调装置固定设置于所述机架的前侧端部,所述数控焊枪和加强筋限位装置均固定设置于所述焊接间距可调装置下端部;所述承载小车、焊接间距可调装置、数控焊枪的工作均受电控单元协调控制。
6.在上述的主梁腹板加强筋自动焊接设备中,所述焊接间距可调装置包括调整架、调整滑轨、间距可调焊接架和仿形跟踪机构,所述调整架固定设置于支撑物上,所述调整滑轨水平固定设置于所述调整架的侧部,所述间距可调环节架至少设置两组,且间距可调焊
接架滑动设置于所述调整滑轨上,所述间距可调焊接架底部用于固定安装数控焊枪;所述仿形跟踪机构固定设置于间距可调焊接架一侧的调整架上,用于仿照主梁腹板边缘形状自动整体调整间距可调焊接架在调整滑轨上的位置,从而实现自动整体调整间距可调焊接架的焊接位置;所述仿形跟踪机构和间距可调焊接架的工作受电控单元控制。
7.在上述的主梁腹板加强筋自动焊接设备中,所述间距可调焊接架包括焊接承载板、调整丝杠、调整螺母和调整驱动,所述焊接承载板背部固定设置有与所述调整滑轨配合滑动的调整滑块,相邻两个焊接承载板上均固定设置有调整螺母,所述调整螺母之间配合安装调整丝杠,所述调整驱动为手动调节的调节手轮或伺服电机带动的调节电机,且调整驱动固定设置于所述焊接承载板上。
8.在上述的主梁腹板加强筋自动焊接设备中,所述仿形跟踪机构包括跟踪承载板、跟踪传感器、跟踪电机、跟踪螺母和跟踪丝杠,所述跟踪承载板通过背部固定设置的调整滑块滑动设置于所述调整滑轨上,所述跟踪传感器固定设置于所述跟踪承载板下方、待焊接主梁腹板侧部,所述跟踪电机固定设置于调整架端部的调整轨道之间,所述跟踪螺母固定设置于跟踪承载板侧壁上,所述跟踪丝杠与跟踪螺母配合安装,且跟踪丝杠的端部与跟踪电机输出轴固定连接;所述间距可调焊接架最端部的调整驱动和调整螺母固定设置于跟踪承载板的侧壁上。
9.在上述的主梁腹板加强筋自动焊接设备中,所述跟踪传感器包括传感支撑梁、滚边轮和行程传感器,所述传感支撑梁顶端固定设置于所述跟踪承载板下部,行程传感器垂直固定设置于传感支撑梁的下端,所述滚边轮固定设置于行程传感器的活动杆上,所述滚边轮紧挨待焊接主梁腹板的边缘。
10.在上述的主梁腹板加强筋自动焊接设备中,所述承载小车包括小车本体、轨轮、驱动齿条和平移电机,所述轨轮通过轴承固定设置于小车本体的两端,所述机架两侧的底部固定设置于所述小车本体顶部,所述驱动齿条固定设置于承载轨道侧部,所述平移电机固定设置于小车本体中部,且平移电机输出轴上安装有与驱动齿条啮合传动的平移齿轮,所述平移电机的工作受电控单元控制。
11.在上述的主梁腹板加强筋自动焊接设备中,所述加强筋限位装置包括侧部限位机构和顶部限位机构,所述侧部限位机构固定设置于焊接承载板底端后侧壁上,所述顶部限位机构固定设置于焊接承载板底端前侧壁上,侧部限位机构用于使加强筋站立在主梁腹板上,顶部限位机构用于使加强筋始终顶压在主梁腹板上,便于加强筋焊接。
12.在上述的主梁腹板加强筋自动焊接设备中,所述侧部限位机构包括l型梁、限位轮和限位轮支撑板,所述l型梁为两个,且通过紧固件可拆卸设置于焊接承载板底端后侧壁上,所述限位轮支撑板固定设置于l型梁的后端,所述限位轮通过轮轴固定设置于限位轮支撑板上,所述限位轮之间用于主梁腹板加强筋通过,从而使主梁腹板加强筋站立焊接。
13.在上述的主梁腹板加强筋自动焊接设备中,所述顶部限位机构包括固定顶杆、活动顶杆和顶压轮,所述固定顶杆固定安装在焊接承载板的底部前侧壁上,固定顶杆和活动顶杆为直线气缸式结构,固定顶杆为缸筒,活动顶杆为活塞杆,固定顶杆内腔外接高压气源,给活动顶杆提供向下的预压力,所述顶压轮固定设置于活动顶杆的底端。
14.在上述的主梁腹板加强筋自动焊接设备中,所述调整滑轨之间的调整架上、平行于调整滑轨固定设置有标尺,所述标尺位于调整架和间距可调焊接架之间,在调整相邻两
“
顶”、“底”、“内”、
ꢀ“
外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
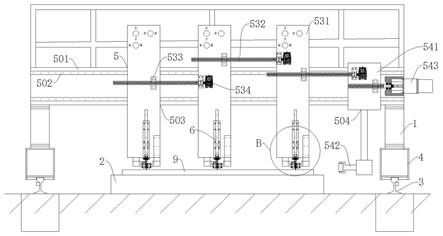
38.参见图1和图2,本实施例的主梁腹板加强筋自动焊接设备,包括焊接轨道、承载小车、机架、放料台、焊接间距可调装置、数控焊枪、加强筋限位装置和电控单元,所述焊接轨道相互平行固定设置于工作平面上,所述承载小车可平移设置于所述焊接轨道上,所述机架两侧的底部固定设置于所述承载小车上,所述放料台固定设置于所述焊接轨道之间的工作平面上,所述焊接间距可调装置固定设置于所述机架的前侧端部,所述数控焊枪和加强筋限位装置均固定设置于所述焊接间距可调装置下端部;所述承载小车、焊接间距可调装置、数控焊枪的工作均受电控单元协调控制,电控单元控制为工控电脑或单片机控制技术,该技术为成熟的现有技术,在此就不再赘述。
39.在本实施例中,参见图3和图4,所述焊接间距可调装置包括调整架、调整滑轨、间距可调焊接架和仿形跟踪机构,所述调整架固定设置于支撑物上,所述调整滑轨水平固定设置于所述调整架的侧部,所述间距可调环节架至少设置两组,且间距可调焊接架滑动设置于所述调整滑轨上,所述间距可调焊接架底部用于固定安装数控焊枪;所述仿形跟踪机构固定设置于间距可调焊接架一侧的调整架上,用于仿照主梁腹板边缘形状自动整体调整间距可调焊接架在调整滑轨上的位置,从而实现自动整体调整间距可调焊接架的焊接位置;所述仿形跟踪机构和间距可调焊接架的工作受电控单元控制;
40.为了增加相邻焊接承载板之间的位移精度,参照图3,在本实施例中,所述调整滑轨之间的调整架上、平行于调整滑轨固定设置有标尺,所述标尺位于调整架和间距可调焊接架之间,在调整相邻两个焊接承载板的间距时,可提供精密的尺寸参考。
41.在本实施例中,参见图3,所述间距可调焊接架包括焊接承载板、调整丝杠、调整螺母和调整驱动,所述焊接承载板背部固定设置有与所述调整滑轨配合滑动的调整滑块,相邻两个焊接承载板上均固定设置有调整螺母,所述调整螺母之间配合安装调整丝杠,所述调整驱动为手动调节的调节手轮或伺服电机带动的调节电机,且调整驱动固定设置于所述焊接承载板上。
42.参见图3和图4,在本实施例中,所述仿形跟踪机构包括跟踪承载板、跟踪传感器、跟踪电机、跟踪螺母和跟踪丝杠,所述跟踪承载板通过背部固定设置的调整滑块滑动设置于所述调整滑轨上,所述跟踪传感器固定设置于所述跟踪承载板下方、待焊接主梁腹板侧部,所述跟踪电机固定设置于调整架端部的调整轨道之间,所述跟踪螺母固定设置于跟踪承载板侧壁上,所述跟踪丝杠与跟踪螺母配合安装,且跟踪丝杠的端部与跟踪电机输出轴固定连接;所述间距可调焊接架最端部的调整驱动和调整螺母固定设置于跟踪承载板的侧壁上。所述跟踪传感器包括传感支撑梁、滚边轮和行程传感器,所述传感支撑梁顶端固定设置于所述跟踪承载板下部,行程传感器垂直固定设置于传感支撑梁的下端,所述滚边轮固定设置于行程传感器的活动杆上,所述滚边轮紧挨待焊接主梁腹板的边缘。
43.在本实施例中,参见图1和图2,所述承载小车包括小车本体、轨轮、驱动齿条和平移电机,所述轨轮通过轴承固定设置于小车本体的两端,所述机架两侧的底部固定设置于所述小车本体顶部,所述驱动齿条固定设置于承载轨道侧部,所述平移电机固定设置于小车本体中部,且平移电机输出轴上安装有与驱动齿条啮合传动的平移齿轮,所述平移电机
的工作受电控单元控制。
44.参见图1和图2、图5和图6,在本实施例中,所述加强筋限位装置包括侧部限位机构和顶部限位机构,所述侧部限位机构固定设置于焊接承载板底端后侧壁上,所述顶部限位机构固定设置于焊接承载板底端前侧壁上,侧部限位机构用于使加强筋站立在主梁腹板上,顶部限位机构用于使加强筋始终顶压在主梁腹板上,便于加强筋焊接。
45.在本实施例中,参见图5和图6,所述侧部限位机构包括l型梁、限位轮和限位轮支撑板,所述l型梁为两个,且通过紧固件可拆卸设置于焊接承载板底端后侧壁上,所述限位轮支撑板固定设置于l型梁的后端,所述限位轮通过轮轴固定设置于限位轮支撑板上,所述限位轮之间用于主梁腹板加强筋通过,从而使主梁腹板加强筋站立焊接;所述顶部限位机构包括固定顶杆、活动顶杆和顶压轮,所述固定顶杆固定安装在焊接承载板的底部前侧壁上,固定顶杆和活动顶杆为直线气缸式结构,固定顶杆为缸筒,活动顶杆为活塞杆,固定顶杆内腔外接高压气源,给活动顶杆提供向下的预压力。当然,顶部限位机构固定杆和活动杆也可以用直线导轨气缸来代替,所述顶压轮固定设置于活动顶杆的底端,顶压轮在工作时紧紧顶压在加强筋角钢的顶部。
46.本实用新型的主梁腹板加强筋自动焊接设备的工作原理:
47.首先,将加强筋初始焊接端已预先点焊固定的主梁腹板放置于放料台上,电控单元控制承载小车带动机架在焊接轨道上移动,使焊接间距可调装置平移到主梁腹板端部待焊接加强筋初始焊接端,根据主梁腹板上预先点焊的加强筋位置,按照下述方法调整焊接承载板的位置:从最右端的焊接承载板开始,调整相邻仿形跟踪机构的跟踪承载板上的调整驱动,带动调整丝杠转动,从而使最右端的焊接承载板在调整螺母的带动下,沿调整滑轨平移,使其对准最右侧的主梁腹板加强筋,然后用相同的方法依次调整相邻左侧的焊接承载板,使焊接承载板对准相应的主梁腹板加强筋,确定焊接承载板在调整滑轨上的焊接位置,角钢加强筋只是起主梁腹板的加强作用,本身不受冲击载荷,因此,对其单边段焊接即可;在主梁腹板加强筋开始焊接时,仿形跟踪机构通过跟踪电机驱动跟踪丝杠,使跟踪承载板在调整滑轨上移动,从而令跟踪传感器的滚边轮抵接主梁腹板的边缘,当焊接时,电控单元控制承载小车的平移电机工作,使其带动平移齿轮在驱动齿条上啮合传动,从而带动机架和焊接间距可调装置沿焊接轨道在主梁腹板上方平移焊接,此时,滚边轮沿主梁腹板边缘滚动,当主梁腹板边缘有非直线变化时,滚边轮顶着行程传感器的活动杆移动产生位移信号,位移信号反馈给电控单元后,电控单元控制跟踪电机正反转来根据主梁腹板边缘形状进行仿形调整跟踪承载板在调整滑轨上的位置,从而使焊接的加强筋与主梁腹板的形状匹配,实现了主梁腹板强度均匀性高,各部分承载能力更加一致的目的,并且实现了主梁腹板加强筋的全自动焊接,焊接效率和质量较人工焊接取得了突破性提高。
48.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本技术说明书以及权利要求书中如使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。
49.上文中参照优选的实施例详细描述了本实用新型的示范性实施方式,然而本领域
技术人员可理解的是,在不背离本实用新型理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本实用新型提出的各技术特征、结构进行多种组合,而不超出本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

