1.本发明涉及飞机零部件制造技术领域,特别是一种飞机用大型收口半管类零件的成形模具和成形方法。
背景技术:
2.飞机用大型收口半管类零件,是指长度超过1000mm,截面直径超过300mm的钣金零件,主要应用于飞机的溢水管表皮。此类零件在装配时采用上下半管侧面重叠的固定方式,这就造成一个半管零件侧面上存在贯穿整个长度方向并且向内的收口,我国航空制造业对于飞机用大型半管类零件的加工基本采用常温状态下铝合金塑性变形的加工方法。目前传统铝合金收口半管采用两道工序的成形方法:第一道工序,普通拉深成形;第二道工序,成型模具收口。第一道工序,普通拉深成形时成型零件的外形,不成型收口;在第二道工序,传统模具在成型收口时,由于收口在侧边,液压机压力很难横向传递,成型质量较差;传统模具在成形收口后,零件无法顺利脱模,往往利用轻微撬动进行脱模,在脱模时对零件伤害较大,易出现零件缺陷,制造效率较低。所以,需要考虑一种操作结构简单、能有效降低废品率低的方法来解决飞机大型收口半管类零件的成形。
技术实现要素:
3.本申请的目的是提供一种飞机大型收口半管类零件成形方法,可以适用于各类收口半管类零件的设计和制造。
4.为达到以上目的,本发明采取如下技术方案予以实现:
5.一种飞机大型收口半管类零件成形模具包括基座组件、支撑组件、侧压组件,基座组件含有模座和定位块,模座上设有弧形的安装槽,安装槽由凸侧滑面、凹侧滑面和底平面组成,凹侧滑面与凸侧滑面均为开角结构,定位块固定在底平面上,定位块一侧为凸立面,另一侧为凹立面,凸立面与凹侧滑面相对,凹立面与凸侧滑面相对;支撑组件含有凸支撑块、凹支撑块、两个控厚片及连接销,凸支撑块和凹支撑块依靠连接销连接成整体,控厚片在连接时分别位于两个支撑块端头的缝隙处,凸支撑块内侧与凹支撑块内侧分别和定位块的凸立面与凹立面贴合,凸支撑块与凹支撑块外侧与半管类零件内表面贴合;侧压组件包含凸侧压块和凹侧压块。凸侧压块安装于凹侧滑面与凸支撑块之间并与凹侧滑面贴合,凹侧压块安装于凸侧滑面与凹支撑块之间并与凸侧滑面贴合。
6.使用该成形模具进行成形的方法,包括以下步骤:
7.1将定位块固定在模座凹槽的底平面,凸支撑块内侧和定位块的凸立面贴合,凹支撑块内侧和定位块的凹立面贴合,利用连接销将凸支撑块和凹支撑块连接牢固,支撑块两端缝隙处利用控厚片控制连接销拧紧力,保证型面受力不变形。
8.2侧压组件不安装,将预成形零件置于支撑组件上,压力机预压一次,使零件尽量贴于凸支撑块、凹支撑块和定位块上;
9.3将凸侧压块的外侧与凹侧滑面贴合,凸侧滑块沿着凹侧滑面安装至凸侧压块的
内侧与零件接触,将凹侧压块的内侧与凸侧滑面贴合,凹侧滑块沿着凸侧滑面安装至凹侧压块的外侧与零件接触。压力机开始成型零件。
10.4零件成型后,将凸侧压块和凹侧压块分别沿着凹侧滑面和凸侧滑面移出,将连接销略微松开,利用支撑组件上的吊挂将支撑组件吊起,使凸支撑块内侧和凹支撑块内侧沿着定位块的凸立面与凹立面滑出,此时,支撑组件由连接销连接,为整体组件。
11.5拆卸连接销,取下控厚片,此时将凹支撑块向凸支撑块方向推动,使支撑组件轮廓减小,零件向上方取出,实现脱模。
12.本申请利用冲压加工和仿形成型的基本原理,利用凹/凸侧滑面大角度开角结构,其中凹侧滑面与凸侧滑面的开角角度大于半管类零件底端收口角度5-10度,实现凹/凸侧压块的顺利压入,压入后保证凹/凸侧压块与凹/凸支撑块型面之间均匀的料厚间隙;利用凹/凸侧压块与凹/凸侧滑面的接触,凸侧压块与凹侧滑面贴合,凹侧压块与凸侧滑面贴合,实现成形过程中成形力的传递。利用型面的分型结构,将凹支撑块向凸支撑块方向推动,使支撑组件轮廓减小实现了零件的顺利脱模。最终实现了飞机大型收口半管类零件低成本、高效率的精准成形,对飞机收口半管类零件具有普遍适用性。
13.以下结合附图及实施例对本申请作进一步的详细描述。
附图说明
14.图1零件结构图;
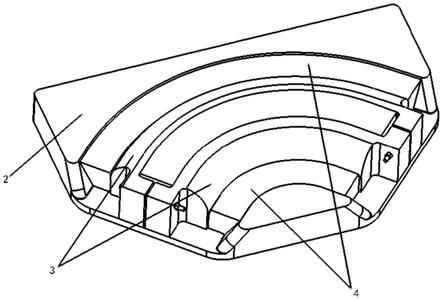
15.图2一种大型收口半管分型侧压式成形模具外形结构图;
16.图3基座组件结构图;
17.图4支撑组件结构图;
18.图5侧压组件结构图;
19.图中编号说明:1、收口半管零件;2、基座组件;3、支撑组件;4、侧压组件;5、模座;6、定位块;7、凸侧滑面;8、凹侧滑面;9、底平面;10、凸立面;11、凹立面;12、凸支撑块;13、凹支撑块;14、控厚片;15、凸支撑块内侧;16、凹支撑块内侧;17、凸侧压块;18、凹侧压块;
具体实施方式
20.图1为收口半管零件1的示意图。
21.图2~图5,一种飞机大型收口半管类零件成形模具包括基座组件2、支撑组件3、侧压组件4,基座组件2含有模座5和定位块6,模座5上设有弧形的安装槽,安装槽由凸侧滑面7、凹侧滑面8和底平面9组成,凹侧滑面8与凸侧滑面7均为开角结构,定位块6固定在底平面9上,定位块6一侧为凸立面10,另一侧为凹立面11,凸立面10与凹侧滑面8相对,凹立面11与凸侧滑面7相对;支撑组件3含有凸支撑块12、凹支撑块13、两个控厚片14及连接销,凸支撑块12和凹支撑块13依靠连接销连接成整体,控厚片14在连接时分别位于两个支撑块端头的缝隙处,凸支撑块内侧15与凹支撑块内侧16分别和定位块6的凸立面10与凹立面11贴合,凸支撑块12与凹支撑块13外侧与半管类零件内表面贴合;侧压组件4包含凸侧压块17和凹侧压块18。凸侧压块17安装于凹侧滑面8与凸支撑块12之间并与凹侧滑面8贴合,凹侧压块18安装于凸侧滑面7与凹支撑块13之间并与凸侧滑面7贴合。
22.使用该成形模具进行成形的方法,包括以下步骤:
23.1将定位块6固定在模座凹槽的底平面9,凸支撑块内侧15和定位块6的凸立面10贴合,凹支撑块内侧16和定位块6的凹立面11贴合,利用连接销将凸支撑块12和凹支撑块13连接牢固,支撑块两端缝隙处利用控厚片14控制连接销拧紧力,保证型面受力不变形。
24.2侧压组件4不安装,将预成形零件置于支撑组件3上,压力机预压一次,使零件尽量贴于凸支撑块12、凹支撑块13和定位块6上;
25.3将凸侧压块17的外侧与凹侧滑面8贴合,凸侧滑块17沿着凹侧滑面8安装至凸侧压块17的内侧与零件接触,将凹侧压块18的内侧与凸侧滑面7贴合,凹侧滑块18沿着凸侧滑面7安装至凹侧压块18的外侧与零件接触。压力机开始成型零件。
26.4零件成型后,将凸侧压块17和凹侧压块18分别沿着凹侧滑面8和凸侧滑面7移出,将连接销略微松开,利用支撑组件3上的吊挂将支撑组件3吊起,使凸支撑块内侧15和凹支撑块内侧16沿着定位块6的凸立面10与凹立面11滑出,此时,支撑组件3由连接销连接,为整体组件。
27.5拆卸连接销,取下控厚片14,此时将凹支撑块13向凸支撑块12方向推动,使支撑组件3轮廓减小,零件向上方取出,实现脱模。
技术特征:
1.一种飞机大型收口半管类零件的成形模具,其特征在于包括基座组件、支撑组件、侧压组件,基座组件含有模座和定位块,模座上设有弧形的安装槽,安装槽由凸侧滑面、凹侧滑面和底平面组成,凹侧滑面与凸侧滑面均为开角结构,定位块固定在底平面上,定位块一侧为凸立面,另一侧为凹立面,凸立面与凹侧滑面相对,凹立面与凸侧滑面相对;支撑组件含有凸支撑块、凹支撑块、两个控厚片及连接销,凸支撑块和凹支撑块依靠连接销连接成整体,控厚片在连接时分别位于两个支撑块端头的缝隙处,凸支撑块内侧与凹支撑块内侧分别和定位块的凸立面与凹立面贴合,凸支撑块与凹支撑块外侧与半管类零件内表面贴合;侧压组件包含凸侧压块和凹侧压块。凸侧压块安装于凹侧滑面与凸支撑块之间并与凹侧滑面贴合,凹侧压块安装于凸侧滑面与凹支撑块之间并与凸侧滑面贴合。2.根据权利要求1所述的一种飞机大型收口半管类零件的成形模具,其特征在于控厚片为两面精加工的u型金属片,其尺寸厚度公差
±
0.03mm。3.根据权利要求1所述的一种飞机大型收口半管类零件的成形模具,其特征在于所述的凹侧滑面与凸侧滑面的开角角度大于半管类零件底端收口角度5-10度。4.一种飞机大型收口半管类零件的成形方法,其特征在于包括以下步骤:4-1将定位块固定在模座凹槽的底平面,凸支撑块内侧和定位块的凸立面贴合,凹支撑块内侧和定位块的凹立面贴合,利用连接销将凸支撑块和凹支撑块连接牢固,支撑块两端缝隙处利用控厚片控制连接销拧紧力,保证型面受力不变形;4-2侧压组件不安装,将预成形零件置于支撑组件上,压力机预压一次,使零件尽量贴于凸支撑块、凹支撑块和定位块上;4-3将凸侧压块的外侧与凹侧滑面贴合,凸侧滑块沿着凹侧滑面安装至凸侧压块的内侧与零件接触,将凹侧压块的内侧与凸侧滑面贴合,凹侧滑块沿着凸侧滑面安装至凹侧压块的外侧与零件接触。压力机开始成型零件;4-4零件成型后,将凸侧压块和凹侧压块分别沿着凹侧滑面和凸侧滑面移出,将连接销略微松开,利用支撑组件上的吊挂将支撑组件吊起,使凸支撑块内侧和凹支撑块内侧沿着定位块的凸立面与凹立面滑出,此时,支撑组件由连接销连接,为整体组件;4-5拆卸连接销,取下控厚片,此时将凹支撑块向凸支撑块方向推动,使支撑组件轮廓减小,零件向上方取出,实现脱模。
技术总结
本发明公开了一种飞机大型收口半管类零件的成形模具和成形方法,包括基座组件、支撑组件、侧压组件,基座组件含有模座和定位块,模座上设有弧形的安装槽,安装槽由凸侧滑面、凹侧滑面和底平面组成。凹/凸侧滑面为大角度开角结构,实现凹/凸侧压块的顺利压入,压入后保证凹/凸侧压块与支撑块型面之间均匀的料厚间隙;利用凸侧压块与凹侧滑面贴合,凹侧压块与凸侧滑面贴合,实现成形过程中成形力的传递。利用型面的分型结构,将凹支撑块向凸支撑块方向推动,使支撑组件轮廓减小实现了零件的顺利脱模。最终实现了飞机大型收口半管类零件低成本、高效率的精准成形,对飞机收口半管类零件具有普遍适用性。具有普遍适用性。具有普遍适用性。
技术研发人员:翟攀 车剑昭 杜媛媛
受保护的技术使用者:中航西安飞机工业集团股份有限公司
技术研发日:2021.07.27
技术公布日:2021/10/11
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

