1.本发明涉及诊断装置、诊断方法、存储介质以及计算机装置。
背景技术:
2.冲压装置用来以压力将刀具接触原材料而使原材料变形,进行冲压加工。现有技术可以检测冲压装置的异常。例如,专利文献1(特开2004
‑
358487号公报)公开了根据ae(acoustic emission)传感器在每个工序中检测到的弹性波来检测异常的技术方案。
3.冲压装置有可能出现各种类型的异常。在判断异常类型时,如果采用如同以往的技术,从弹性波的特征中检测异常的方法,有可能无法正确判断异常的类型。
4.本发明鉴于上述课题,旨在提供能够提高冲压装置异常类型判断精度的诊断装置、诊断方法以及诊断程序。
技术实现要素:
5.为了解决上述课题,实现本发明的目的,本发明提供一种用于诊断冲压装置状态的诊断装置,所述冲压装置以压力将刀具接触原材料,使所述原材料发生变形,实施冲压加工,所述诊断装置具备,生成部,用于生成基于表示所述冲压装置的振动随时间变化的振动波形的波谱;以及,判断部,用于根据与所述冲压加工实施期间中的指定时刻发生的所述冲压装置的振动对应的所述波谱的特征,判断所述冲压装置的异常的类型。
6.本发明具有提高冲压装置中发生的异常的类型的判断精度的效果。
附图说明
7.图1是实施方式涉及的冲压加工系统的一例系统构成示意图。
8.图2是实施方式涉及的冲压装置的一例硬件结构模块图。
9.图3是实施方式涉及的诊断装置的一例硬件结构模块图。
10.图4是实施方式涉及的诊断装置的一例功能结构模块图。
11.图5是实施方式涉及的冲压加工实施期间中一例指定时刻的示意图。
12.图6是实施方式涉及的一例基准振动波形的示意图。
13.图7是实施方式涉及的一例基准波谱线图。
14.图8是实施方式涉及的一例异常时的振动波形图。
15.图9是实施方式涉及的一例异常时的波谱线图。
16.图10是实施方式涉及的诊断装置的一例诊断流程图。
17.图11是实施方式涉及的一例参考数据取得处理流程图。
18.图12是实施方式涉及的一例异常判断处理流程图。
19.图13是变形例涉及的诊断装置的一例功能结构模块图。
具体实施方式
20.以下参考附图,详细说明本发明所涉及的诊断装置、诊断方法以及诊断程序的实施方式。
21.<冲压加工系统的系统构成>
22.图1表示的是实施方式涉及的冲压加工系统1的一例系统构成示意图。冲压加工系统1包括冲压装置11及诊断装置12。
23.冲压装置11是以压力将刀具接触金属板等原材料20而使原材料20变形,实施冲压加工的装置。冲压装置11具有下模21、上模22、贯穿刀具23、电机24、加速度传感器27以及负荷传感器28。
24.原材料20被固定在下模21和上模22之间。贯穿刀具23通过电机24的驱动力在图示纵向移动。本实施方式涉及的冲压装置11是实行剪切加工的装置,通过下降,使得贯穿刀具23穿透原材料20而进入形成在下模21中的孔部29,在原材料20内进行形成开孔。
25.加速度传感器27用于检测冲压装置11的振动(包括原材料20的振动)。本实施方式涉及的加速度传感器27设置在上模22的一部分上,但并不局限于此。加速度传感器27的设置位置只要位于可以检测到冲压过程中产生的冲压装置11或原材料20的振动上即可,例如设置在上模22的一部分等上。
26.负荷传感器28用于检测贯穿刀具23上的负荷(弹性波)。本实施方式所涉及的负荷传感器28与贯穿刀具23一体设置,但并不局限于此。
27.图1所示的冲压装置11将剪切加工作为冲压加工,但冲压装置11的构成并不受此限制。冲压装置11也可以通过更换刀具来执行剪切加工以外的冲压加工。刀具还可以用随着加工而移动的工作台等来代替上述的下模21、上模22、贯穿刀具23等,工作台上设有钻头、立铣刀、刀头、砂轮、原材料20等。
28.诊断装置12是用于诊断冲压装置11状态的处理装置。本实施方式的诊断装置12基于来自加速度传感器27的检测信号(振动信息)、以及来自负荷传感器28的检测信号(负荷信息)等,实施判断冲压装置11有无异常及异常类型的处理。
29.<冲压装置的硬件构成>
30.图2是实施方式涉及的冲压装置11的一例硬件结构模块图。
31.冲压装置11以cpu(central processing unit)51、rom(read only memory)52、ram(random access memory)53、通信i/f(interface)54以及驱动控制电路55通过总线50互相连接构成,可以通信。
32.cpu51是控制整个冲压装置11的运算装置。cpu51以例如ram53为工作区域,通过执行保存在rom52等中的程序,来控制整个冲压装置11的动作,实现冲压加工。
33.通信i/f54是用于与诊断装置12等外部装置通信的接口。通信i/f54例如是支持tcp(transmission control protocol)/ip(internet protocol)的nic(network interface card)等。
34.驱动控制电路55用于控制驱动冲压加工的贯穿刀具23移动的电机24的驱动。驱动控制电路55根据cpu51发出的指示信号等进行驱动。
35.加速度传感器27及负荷传感器28所连接的传感器放大器与诊断装置12可通信地连接。加速度传感器27、负荷传感器28及传感器放大器59既可以预先安装在冲压装置11上,
也可以事后安装。传感器放大器59并不限于设置在冲压装置11上,也可以设置在诊断装置12一方。
36.图2所示的硬件构成是一个示例,冲压装置11不一定具备所有上述构成要素,另外,也可以具备其他构成要素。
37.<诊断装置的硬件构成>
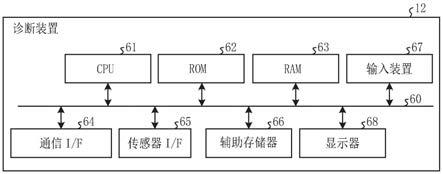
38.图3是实施方式涉及的诊断装置12的一例硬件结构模块图。
39.诊断装置12构成为以cpu61、rom62、ram63、通信i/f64、传感器i/f65、辅助存储器66、输入装置67以及显示器68通过总线60可通信地连接。
40.cpu61是用于控制整个诊断装置12的运算装置。cpu61例如以ram63为工作区域,通过执行保存在rom62等中的诊断程序等程序来控制诊断装置12的整体动作,实现诊断功能。
41.通信i/f64是用于与冲压装置11等外部装置通信的接口。通信i/f64例如是支持tcp/ip的nic等。
42.传感器i/f65是通过传感器放大器59从设置在冲压装置11上的加速度传感器27以及负荷传感器28接收检测信号(振动信息以及负荷信息)的接口。
43.辅助存储器66是保存诊断装置12的设置信息、从冲压装置11收到的检测信号、上下文信息、os(operating system)、应用程序等各种数据的hdd(hard disk drive)、ssd(solid state drive)、eeprom(electrically erasable programmable read
‑
only memory)等非易失性存储器。
44.在此,辅助存储装置66被作为由诊断装置12配备的装置,但并不局限于此。辅助存储设备66也可以是例如安装在诊断装置12外部的存储装置、能够与诊断装置12进行数据通信的云服务器所具备的存储装置等。
45.输入装置67是进行文字、数字等的输入、各种指示的选择、光标的移动等操作的鼠标、键盘等的设备。
46.显示器68是显示文字、数字、各种画面、操作用图标等的crt(cathode ray tube)显示器、lcd(liquid crystal display)、有机el(electro
‑
luminescence)显示器等显示装置。
47.图3所示的硬件构成是一个例子,诊断装置12不一定需要具备所有上述构成要素,也可以具备其他的构成要素。
48.<诊断装置的功能构成>
49.图4是实施方式涉及的诊断装置12的一例功能结构模块图。诊断装置12具有取得部101、生成部102、判断部103以及输出部104。下述的功能要素是通过图3所示的诊断装置12的硬件构成要素60~68和rom62以及辅助存储器66中保存的程序(诊断程序等)合作实现的。
50.取得部101取得冲压装置11发送的各种信息。本实施方式涉及的取得部101具有振动信息取得部111以及负荷信息取得部112。
51.振动信息取得部111用于取得加速度传感器27的检测信号(振动信息)。负荷信息获取部112用于取得负荷传感器28的检测信号(负荷信息)。
52.生成部102根据取得部101取得的信息,生成用于判断冲压装置11发生的异常的信息。本实施方式涉及的生成部102具有振动波形生成部121、波谱生成部122以及负荷波形生
成部123。
53.振动波形生成部121用于根据振动信息取得部111获得的振动信息,生成在冲压加工实施过程中冲压装置11所产生的振动随时间变化的振动波形。
54.波谱生成部112用于根据振动波形生成部121生成的振动波形,生成波谱。
55.负荷波形生成部123用于根据负荷信息获取部112获得的负荷信息,生成在冲压加工实施过程中产生的施加在贯穿刀具23上的负荷随时间变化的负荷波形。
56.判断部103用于根据生成部102生成的信息来判断冲压装置11的异常。本实施方式的判断部103具有异常有无判断部131以及异常类型判断部132。
57.异常有无判断部131用于根据振动波形生成部121生成的振动波形,判断冲压装置11有无异常。异常有无判断部131例如根据预先准备的正常时振动波形和冲压加工实施期间得到的振动波形的比较结果,判断有无异常。
58.异常类型判断部132用于根据波谱生成部112生成的波谱来判断冲压装置11中发生的异常的类型。异常类型判断部132根据与冲压加工实施过程中的指定时刻冲压装置11所发生的振动对应的波谱的特征,判断(确定)异常的类型。
59.异常类型例如有刀具的缺陷、原材料20的成形不良等。刀具的缺陷例如可为贯穿刀具23的磨损等。成形不良例如有在剪切加工中原材料20的通孔的形状缺陷等。上述指定时刻可以是例如在进行剪切加工实施期间贯穿刀具23接触到原材料20的接触时、以及贯穿刀具23贯穿原材料20的贯穿时等。该接触时和贯穿时可以根据负荷波形生成部123生成的负荷波形来确定。异常的类型及指定时刻并不受上述内容限制,应该适当根据所实施的冲压加工的种类、使用的刀具种类、原材料20的种类等来决定。
60.输出部104输出判断部103的判断结果。本实施方式涉及的输出部104具有波谱输出部141以及判断结果输出部142。
61.波谱输出部141用于输出由波谱生成部112生成的波谱。波谱输出部141例如将对应于包括在冲压加工期间的指定时刻(如上述接触时以及穿透时)的时间带所对应的波谱可视化。
62.判断结果输出部142用于输出异常有无判断部131判断的表示有无异常的信息、以及/或者异常类型判断部132判断的表示异常类型的信息。
63.图4所示的功能构成是一个例子,诊断装置12不一定需要具备所有上述构成要素,也可以具备其他的构成要素。例如,输出部104不仅可以具有波谱输出部141以及判断结果输出部142,还可以具有输出振动波形和负荷波形的功能部。
64.<指定时刻的例子>
65.图5是显示实施方式涉及的冲压加工实施期间的一例指定时刻的图。图5例示了剪切加工实施过程中的振动波形、负荷波形、以及作为指定时刻的接触时a和贯穿时b。
66.图5中,接触时a是贯穿刀具23与原材料20接触的时刻,穿透时b是贯通刀具23贯穿原材料20的时刻。接触时a负荷波形急速上升,而穿透时b负荷波形急剧下降。另外,在接触时a和穿透时b振动波形的振幅变大。这样,通过参考负荷波形,可以确定容易产生特征性振动的时刻,即接触时a和穿透时b。
67.<异常的判断方法>
68.以下参考图6~图9,说明如何判断剪切加工过程中发生的异常(贯穿刀具23的磨
损)。
69.图6是实施方式涉及的一例基准振动波形图201。图7是实施方式涉及的一例基准波谱202。图8是实施方式涉及的发生异常时的一例振动波形图211。图9是实施方式涉及的发生异常时的一例波谱212。
70.图6所示的基准振动波形201是剪切加工正常进行时得到的一例振动波形,对应于包括上述接触时a和穿透时b的时间段。图7所示的基准波谱202是基于图6所示的基准振动波形201的波谱,即剪切加工正常进行时的一例波谱。
71.图8所示的振动波形211是在贯穿刀具23磨损状态下进行剪切加工时得到的一例振动波形,对应于包括接触时a和穿透时b的时间段。图9所示的波谱212是基于图8所示的振动波形211的波谱,即在贯穿刀具23磨损状态下进行剪切加工时的一例波谱。
72.《判断有无异常》
73.将图6所示的基准振动波形201和图8所示的振动波形211进行对比,可知接触时a和穿通时b的振幅有很大差异。这样,在基准振动波形201和被作为诊断对象的振动波形211之间检测到一定程度以上的差异时,可以判断剪切加工实施过程中发生了异常。这样,根据剪切加工执行期间指定的时刻(接触时a和贯通时b)所对应的振动波形特征,可以判断压装置11的有无异常。
74.《判断异常类型》
75.如上所述,可以根据振动波形的特征判断有无异常,但是也有仅从振动波形的特征无法判断异常的类型的情况。在本实施方式中,根据波谱的特征来判断异常的类型。
76.通过对比图7所示的基准波谱202和图9所示的波谱212可知,在诊断对象的波谱212中从接触时a到穿透时b的时间段中,出现了基准波谱202中所没有出现的特征x。本例涉及的特征x是与用发生磨损的贯穿刀具23剪断原材料20时所产生的特有的振动对应的一例特征。该特征x在彩色图像中表现为多条与基准波谱202对应部分具有不同色彩的线。这样,每一种异常的类型所特有的特征在波谱中会以便于视觉识别的状态表现出来。而且,可以认为各种不同的异常类型各自均有这种波谱特征。因此,在冲压加工实施过程中通过监视所取得的波谱中是否有出现预定特征(特征x等),不仅可以判断有无异常,而且还可以实时判断异常的类型。
77.对于诊断对象的波谱212中是否出现类似特征x的特有特征的判断方法,可以适当利用公知或新的技术来实现,而不应限制。例如,判断是否出现该特征可以利用公知的图像识别处理、人工智能等。还可以由用户(冲压装置11的管理者等)观看显示在显示器等上的波谱212,进行人为判断。
78.以上以贯穿刀具23发生磨损为例,但可以用诊断装置12检测的异常的类型并不限于此。例如,在检测原材料20的成形不良时,与上述相同,只要判断成形不良时产生的振动所特有的波谱上的特征是否出现在诊断对象的波谱中即可。
79.<诊断流程的示例>
80.以下参考图10~图12说明上述诊断装置12的一例诊断流程。
81.图10是实施方式涉及的诊断装置12整个诊断流程的一例流程图。冲压装置11开始进行冲压加工后,首先执行用于取得参考数据的参考数据去的处理(s101),然后利用得到的参考数据执行异常判断处理(s201),判断有无异常和异常类型。参考数据是在冲压加工
正常进行时取得的数据,上述基准振动波形201和基准波谱202是一例参考数据。
82.《引用数据取得处理》
83.图11是实施方式涉及的参考数据获取处理s101的一例流程图。冲压加工开始后,振动信息取得部111从加速度传感器27取得振动信息(s102),振动波形生成部121基于振动信息生成振动波形,波谱生成部112基于振动波形生成波谱(s103)。生成的振动波形以及波谱作为用于生成参考数据(基准振动波形201和基准波谱202)的原材料数据保存在指定的存储装置中(s104)。之后,判断原材料数据数是否达到了规定值(s105)。规定值是表示生成参考数据所需的原材料数据数量的值,也可以是用户可随意设定。
84.如果原材料数据数量未达到规定值(s105:否),则重新执行步骤s102之后的处理。如果原材料数据数达到规定值(s105:是),则将保存的多个原材料数据平均后生成参考数据,将该参考数据保存起来(s106)。例如,当规定值为5时,将5个振动波形平均后生成基准振动波形201,基于5个波谱生成基准波谱202。然后,实行异常判断处理s201。
85.上述的参考数据取得处理s101是假设冲压加工开始后冲压加工被正常执行了规定次的情况下执行的。而且,在执行不同的冲压加工时,刀具更换后,变更原材料20的类型、形状等改变后,可以通过再次执行上述参考数据取得处理s101,将参考数据更新到适当的状态。取得参考数据的方法并不局限于上述。例如,可以将基于预先进行的实验等的参考数据保存到指定的存储装置中。例如,优选事先把包含与异常类型对应的特征(特征x等)的波谱等保存到预先指定的存储装置中。
86.《异常判断处理》
87.图12是表示实施方式涉及的异常判断处理s201流程的一个例子的流程图。如上所述,获取参考数据后,振动信息取得部111从加速度传感器27取得振动信息(s202),振动波形生成部121生成基于振动信息的振动波形,波谱生成部112生成基于振动波形的波谱(s203)。而后,异常判断部131对比通过参考数据取得处理所得到的基准振动波形201和当前的振动波形211,判断两者的相似度是否低于阈值(s204)。另外,步骤s204的判断不仅可以通过振动波形进行,也可以通过比较波谱进行。
88.在基准振动波形201与当前振动波形211的相似度不低于阈值(相似度高)时(s204:否),进一步判断冲压装置11是否输出正在执行的冲压加工结束的加工结束信号(s205)。在输出了加工结束信号的情况下(s205:是),停止异常判断处理s201,而在未输出加工结束信号的情况下(s205:否),则再次执行步骤s202以后的处理。
89.在步骤s204中,基准振动波形201和当前振动波形211的相似度低于阈值(相似度低)的情况下(s204:是),异常判断部131判断发生异常(s206)。随后,波谱输出部141使基准波谱202和当前波谱212可视化(如显示在显示器上)(s207)。异常类型判断部132根据当前波谱212中出现的与指定时刻(接触时a、穿透时b等)对应的特征(特征x等),判断异常的类型(s208)。然后,判断结果输出部142以规定的方式(例如显示器的显示、警告音的输出等)输出异常判断部131的判断结果以及异常类型判断部132的判断结果(s209)。
90.如果上述实施方式涉及的诊断装置12的各功能部101~104的至少一个功能部是通过程序的执行来实现,则该程序预先嵌入rom62等中来提供。另外,上述实施方式涉及的诊断装置12所执行的程序也可构成为以可安装格式或可执行格式的文件保存在cd
‑
rom(compact disc read only memory)、软盘(fd)、cd
‑
r(compact disk
‑
recordable)或dvd
(digital versatile disc)等计算机可读的记录介质中来提供。进而,上述实施方式涉及的诊断装置12执行的程序还可以保存在与互联网等网络连接的计算机中,经由网络下载来提供。再者,上述实施方式涉及的诊断装置12执行的程序也可以构成为通过互联网等网络提供或分发。上述实施方式涉及的诊断装置12执行的程序是包含上述各功能部中至少一个功能部的模块构成,通过cpu61作为实际的硬件,从上述存储器(例如rom62、辅助存储设备66等)中读取并执行程序,将上述各功能部上调到主存储器(如ram63)上生成。
91.按照上述的实施方式,可以提高冲压装置11中发生的异常的类型的判断精度。
92.<变形例>
93.以下,参考图13说明本实施方式的变形例,但对于与上述实施方式其相同和均等的作用效果部分,使用相同的符号并省略其说明。
94.图13是变形例涉及的诊断装置301的一例功能结构模块图。本变形例涉及的诊断装置301不具有异常类型判断部132,这是与上述实施方式的诊断装置12的不同之处。
95.本变形例的诊断装置301不具有根据波谱生成部112所生成的波谱212中是否含有所指定的特征(特征x等)来自动判断异常类型的功能。但是,诊断对象的波谱212通过波谱输出部141被可视化。为此,用户能够通过确认经过可视化的波谱212人为判断异常的类型。波谱输出部141例如在异常有无判断部131判断为发生异常的情况下只把对应的波谱212可视化。
96.即使是上述变形例涉及的构成,只要有具有异常时出现在波谱中出现的特征的专业知识的用户,就可以判断异常的类型。这样可以减轻诊断装置12的运算负荷,减少存储容量。
97.以上描述了本发明的实施方式和变形例,但上述实施方式或变形例并不对本发明产生限制,上述实施方式或变形例中的组成要素中包括对本发明技术领域的专业人员显而易见的、实质相同的、以及所谓均等范围的要素。只要在不脱离上述实施方式或变形例的宗旨范围,可以进行构成要素的各种省略、替换、更改及组合。
98.符号
99.1冲压加工系统,11冲压装置,12诊断装置,20原材料,21下模,22上模,23贯穿刀具,24电机,27加速度传感器,28负荷传感器,50总线,51cpu,52rom,53ram,54通信i/f,55驱动控制电路,57刀具,59传感器放大器,60总线,61cpu,62rom,63ram,64通信i/f,65传感器i/f,66辅助存储装置,67输入装置,68显示器,101取得部,102生成部,103判断部,104输出部,111振动信息取得部,112负荷信息取得部,121振动波形生成部,122波谱图生成部,123负荷波形生成部,131异常有无判断部,132异常类型判断部,141波谱图输出部,142判断结果输出部,201基准振动波形,202基准波谱图,211振动波形,212波谱图,a接触时,b穿透时,x特征。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

