一种yag焊接机一拖二控制系统
技术领域
1.本发明涉及yag激光器电源控制技术领域,尤其涉及一种yag焊接机一拖二控制系统。
背景技术:
2.目前传统yag激光器电源实现的多光路输出基本上都是用分时输出或分光输出的方式来实现,这样的方式做起来简单快速,技术难度低,但输出的能量不平衡、不稳定和实时性不高,不能单独对每一光路输出能量单独修改。对高精密的焊接的要求不能满足,输出能量稳定性差的问题。另外,现在还有一些厂家用两台或多台电源组合起来的方法来实现多光路输出,这种方法也能实现对每一光路单独设置输出能量,但是这种方法的要使用两个或多个液晶屏设置和控制,每个液晶屏设置一光路,相当于把现有的传统通用电源几台放在一个激光器机柜里,因此我们提出了一种yag焊接机一拖二控制系统用于解决上述问题。
技术实现要素:
3.本发明的目的是为了解决现有技术的缺点,而提出的一种yag焊接机一拖二控制系统。
4.为了实现上述目的,本发明采用了如下技术方案:一种yag焊接机一拖二控制系统,包括显示屏、主控制板、主电路、储能电容、出光控制1、光路1和能量反馈1,所述主控制板连接有显示屏、主电路、出光控制1、能量反馈1和拓展板,所述拓展板连接有主电路和出光控制2,所述主电路连接有储能电容,所述储能电容连接有出光控制1和出光控制2,所述出光控制1连接有光路1和出光控制2,所述光路1连接有能量反馈1,所述出光控制2连接有光路2,所述光路2连接有能量反馈2,所述能量反馈2与拓展板相连接,所述储能电容包括电容c1、电容c2、电容c3和电容c4,所述电容c1的负极与电容c3的正极相连接,所述电容c2的负极与电容c4的正极相连接,所述电容c1的正极、电容c2的正极均连接有三极管q1的集电极和三极管q2的集电极,所述三极管q1的发射极连接有二极管d1的正极,所述二极管d1的负极连接有电感l1的一端,所述电感l1的另一端连接有氙灯开关km1的一端,所述氙灯开关km1的另一端连接有lamp氙灯1的正极,所述主控制板的dr1端与三极管q1的门极相连接,所述电容c3的负极、电容c4的负极均连接有lamp氙灯1的负极和lamp氙灯2的负极,所述拓展板的dr2端连接有三极管q2的门极,所述三极管q2的发射极连接有二极管d2的正极,所述二极管d2的负极连接有电感l2的一端,所述电感l2的另一端连接有氙灯开关km2的一端,所述氙灯开关km2的另一端连接有lamp氙灯2的正极。
5.优选的,所述主控制板包括dsp arm处理器,所述显示屏包括lcd相适配,dsp arm处理器通过rs485通信与lcd液晶屏连接。
6.优选的,所述主控制板与拓展板通过延伸文件系统ext连接。
7.优选的,所述电容c1的正极与电容c3的负极之间的电势差为700v。
8.优选的,所述控制系统还包括can通讯接口、过流保护关停驱动、外部通讯接口rs485,所述dsp arm处理器与can通讯接口、过流保护关停驱动、外部通讯接口rs485相连接。
9.优选的,所述控制系统还包括rtc时钟、出光请求信号、前箱电流检测、后箱电流检测、前箱功率信号,且rtc时钟、出光请求信号、前箱电流检测、后箱电流检测、前箱功率信号均与dsp arm处理器相连接。
10.本发明中所述的一种yag焊接机一拖二控制系统,本设计使用一个液晶屏对两路光路独立对每路光路设置互不干扰的不同大小输出能量,特点就是体积小了,相当于传统的通用电源体积一样,但液晶屏操作比较简单,两路光路输出脉宽、功率等都互不干扰,系统只用一个液晶显示屏操作修改工艺参数,修改操作与原来的一样,只需在屏上点击“光路1”或“光路2”就可以对这两路光路设置输出不同的能量。实验与成品证明本设计的一种对激光输出能量的精度和稳定度,体积上与人机界面友好操作上简单方便,给用户的智能激光器设置与使用带来很大的好评,在精密焊接领域得到很好的应用。
11.一种yag激光焊接机一拖二控制系统优点:产品体积变得更小型,接线结构美观简单方便,人机界面友好、操作比较简单、界面美观,对于多光路的输出能量独立修改互不干扰,能量稳定性高,降低了激光器设备厂家成本,为保护激光器设备厂家售后的利益并完善使用限期动态设定。
附图说明
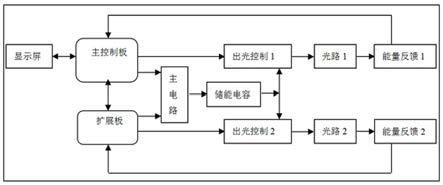
12.图1为本发明提出的一种yag焊接机一拖二控制系统的原理框图;图2为本发明提出的一种yag焊接机一拖二控制系统的电路连接原理图;图3为本发明提出的一种yag焊接机一拖二控制系统的系统信号连接框图;图4为本发明提出的一种yag焊接机一拖二控制系统的软件流程图。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
14.如图1-4所示,一种yag焊接机一拖二控制系统,包括显示屏、主控制板、主电路、储能电容、出光控制1、光路1和能量反馈1,主控制板连接有显示屏、主电路、出光控制1、能量反馈1和拓展板,拓展板连接有主电路和出光控制2,主电路连接有储能电容,储能电容连接有出光控制1和出光控制2,出光控制1连接有光路1和出光控制2,光路1连接有能量反馈1,出光控制2连接有光路2,光路2连接有能量反馈2,能量反馈2与拓展板相连接,储能电容包括电容c1、电容c2、电容c3和电容c4,电容c1的负极与电容c3的正极相连接,电容c2的负极与电容c4的正极相连接,电容c1的正极、电容c2的正极均连接有三极管q1的集电极和三极管q2的集电极,三极管q1的发射极连接有二极管d1的正极,二极管d1的负极连接有电感l1的一端,电感l1的另一端连接有氙灯开关km1的一端,氙灯开关km1的另一端连接有lamp氙灯1的正极,主控制板的dr1端与三极管q1的门极相连接,电容c3的负极、电容c4的负极均连接有lamp氙灯1的负极和lamp氙灯2的负极,拓展板的dr2端连接有三极管q2的门极,三极管q2的发射极连接有二极管d2的正极,二极管d2的负极连接有电感l2的一端,电感l2的另一
端连接有氙灯开关km2的一端,氙灯开关km2的另一端连接有lamp氙灯2的正极。
15.本实施例中,主控制板包括dsp arm处理器,显示屏包括lcd相适配,dsp arm处理器通过rs485通信与lcd液晶屏连接。
16.本实施例中,在传统的电源电路上增加的一光路控制部分,电路原理是“主控制板”接收到“显示屏”设置光路2的输出能量工艺参数处理后,通过“扩展板”控制输出pwm调制的出光信号和控制信号到“主电路”,同理,主电路把输出的直流电压提升到700v高压和放大功率,然后储能到电容上,当主控制板给出出光信号,储能电容为氙灯提供电压电流。电源主控制板通过pwm调制方式,达到恒定电流的目的。当我们采用了光的能量来稳定输出光能量时,我们通过能量反馈模块,将光功率转换为电信号输入到主控制板上处理,再通过pwm调制信号大小来改变输出光能量的大小,从而达到了恒定光能量的目的。
17.在本设计电路框图上看,光能量输出控制与能量反馈电路是一样的,不同之处也就是我们设计的发明主要核心。首先我们从系统控制方面说明,整个电源控制系统是由一个液晶屏显示设置的,通过有主控制系统处理两个光路的工艺波形参数,并输出dac模拟量到“扩展电路”然后经过主电路输出pwm调制信号,同时由主控制系统给出点高压信号,启动高压通过主电路把输出的直流电压提升到700v高压和放大功率,然后储能到电容上。在一拖二控制系统电源上,我们共用了一组储能电容就可以实现两光路放电。
18.本实施例中,如图2所示,电路为两光路共用了一组储能电容就可以实现两光路放电。主控制系统给出点高压信号,电源通过升高压电路将直流电压提升到700v高压,然后储能到电容c1与c3和c2与c4上,控制系统通过dr1与dr2输出pwm调制信号控制q1与q2两路igbt,将储能电容电放出到lamp氙灯上点亮氙灯。d1、l1和d2、l2为igbt输出整流滤波器件,km1、km2输出到氙灯开关,起到了保护作用本实施例中,主控制板与拓展板通过延伸文件系统ext连接。
19.本实施例中,电容c1的正极与电容c3的负极之间的电势差为700v。
20.本实施例中,控制系统还包括can通讯接口、过流保护关停驱动、外部通讯接口rs485,dsp arm处理器与can通讯接口、过流保护关停驱动、外部通讯接口rs485相连接。
21.本实施例中,如图3所示,外部输入信号包括:外部控制信号、前箱功率信号,能量负反馈,出光请求信号等;通过arm处理器检测并处理各个信号,并在液晶屏上显示各个相关保护与显示,并根据算法合理输出控制;系统通过rs485通信与lcd液晶屏显示,实现友好的人机界面。
22.本实施例中,控制系统还包括rtc时钟、出光请求信号、前箱电流检测、后箱电流检测、前箱功率信号,且rtc时钟、出光请求信号、前箱电流检测、后箱电流检测、前箱功率信号均与dsp arm处理器相连接。
23.本实施例中,如图4所示,该“yag焊接机一拖二控制系统软件”具有以下功能:(1)使用一个液晶显示屏与操作两光路数据;(2)两路光路单独设置焊缝、能量标定;(3)可以单独控制每一光路输出互不影响;(4)其中一路有问题,不影响另一路的正常出光;(5)一个显示屏控制两个独立的工艺参数,相当两台独立的设备。
24.(6)对焊接工艺参数:能量或电流峰值、波形、频率、出光次数等设置或修改;
(7)对焊接机控制系统进行保护:母线电压、水温、前箱电流、后箱电流等实时监控和保护停止出光;(8)对反馈方式控制:能量模式和电流模式;(9)上位机通讯控制:485通讯modbus标准协议,适合更多用户使用通讯控制;(10)人机界面友好:操作简易方便,使用更流畅舒适;(11)界面增加多种语言;(12)焊接机异常故障记录与查询。
25.本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

