在表面上形成结构的方法
[0001]
本发明涉及一种在扁平的工件的表面上形成结构的方法,以及一种用于执行该方法的装置。
[0002]
装饰性涂布的木质材料板是最新技术,并且应用于多种应用场合,例如,用于生产家具、地板层压板以及墙壁、天花板或外部面板。这些木质材料板的典型示例是用装饰性印刷纸涂布的刨花板。另外,还有其他类型的纤维板,例如mdf(中密度纤维板)或hdf(高密度纤维板),以及水泥纤维板和水泥粘合纤维板,它们的厚度为3至50毫米,适应于各种应用场合。
[0003]
除了装饰涂层,例如,仿石复合地板的木质复制品或瓷砖复制品,在大多数这些应用情况下,还希望在表面上形成结构。
[0004]
根据现有技术,这例如是通过压花模具在三聚氰胺涂覆过程中生产的。因此,例如,用三聚氰胺树脂浸渍印刷有木质光学器件的纸,对其进行表面干燥,然后通过加热压机中的模具压制到刨花板上。其结果是具有12毫米厚度的刨花板,该刨花板上涂有榉木复制光学器件。然后,从模具中得到带有榉木复制光学器件的表面上通常具有20μm至150μm或200μm深度的结构。
[0005]
这些结构可以独立于实际印刷的木材(如所谓的“整体”结构)以类似木材的方式生产。因此,使用昂贵的方法生产高级外观产品,还使用了所谓的同步孔,在该孔上,模具具有可同步应用于印刷的木质光学器件的结构。在这种情况下,例如,印刷的节孔实际上比印刷的木质光学器件的残差稍高一些,实际上更深。
[0006]
除了所谓的三聚氰胺压制法以外,还有其他涂布木板的方法。在另一种已知的方法中,例如,对木质材料板进行上漆、印刷,然后提供透明的面漆清漆层。为了在此也获得相应的表面结构,可以通过结构化的面漆漆辊施加结构。例如在de102007019871a1中描述了这种方法。
[0007]
de102009044802a1公开了一种结构化程序,其中借助于分配到工件表面的漆滴来构建表面结构。因此,由包络曲线产生结构,该包络曲线由所有液滴的表面限定。
[0008]
在de102015110236a1中描述了在扁平工件上产生结构的方法,这是已知的。由此,首先在工件上涂布液体基层。随后,借助于例如通过喷墨打印机喷射在基层上的液滴,将结构带入基层,因为液滴在撞击基层时会移位。由此,将在液体基层中整体上产生结构的凹部带入该结构中。随后,通过适当的步骤将基层固结,使得结构也固结在其中。由此,工件具有结构。
[0009]
根据de102017113035a1已知用于制造装饰表面的另一种方法。由此产生的表面形成有不同的光泽度。特别地,第二涂料层被施加到第一涂料层上,借此涂覆工件的表面,其中第二涂料层以液滴的形式施加并且硬化后与第一涂料层的光泽度不同。在此公开的方法的一种具体实施方式还包括其中对表面进行结构化的步骤。
[0010]
在现有技术中,对于厚度为100μm的基层,通常借助于数字结构化获得20至100μm的结构深度。通常,在可靠的工业方法中,由于通过将液滴(取决于液滴的材料)分配到表面上,施加的液体基层并不总是位移到位于其下方的固体层,因此只能获得最大80μm的结构
深度,因此,取决于实际的工件。相反,位移仅仅发生到液体基层层厚的约70至80%。因此,这仅仅对应于70至80μm。
[0011]
除此以外,根据现有技术,数字化引入的结构或引入的凹部的边缘相当圆润,并不像所希望的那样具有非常尖锐的边缘。特别是在天然木材结构或木材孔光学器件的复制时,需要有非常尖锐的孔,其中测得的表面最高和最低位置(因此,在垂直于工件表面的方向上)之间的深度差出现在非常短的空间延伸范围内,因此平行于工件表面。在根据现有技术制造的产品中,例如100μm的深度差出现在例如40至60μm的空间延伸范围内,而在尖锐的孔的情况下,应该在10到20μm的空间延伸范围内获得这种深度差。
[0012]
在这种背景下,本发明的一个目的是解决上述问题,并且特别是提供一种与已知方法相比引入更尖锐结构的可能性。
[0013]
该目的通过独立权利要求的主题解决。有利地,进一步的发展是从属权利要求的主题。
[0014]
为了实现该目的,提出了将喷射的液滴作为一种“占位符”保留在基层中,直到液体基层硬化为止,并且在完成硬化之后,通过不同的方法将其去除。由此,防止在液体基层硬化之前由喷射液滴生成的结构再次“溶解”,或者在硬化之前由于基层变得模糊而减小孔的锐角。
[0015]
根据本发明,提供了一种在工件的表面形成结构的方法,该方法包括以下步骤:
[0016]-将液体基层施加到所述工件的表面上;
[0017]-将至少一个液滴喷射到尚未固化的基层中,其中所述至少一个液滴至少部分地渗透到所述液体基层中,优选地完全地渗透到所述液体基层中;
[0018]-固结所述基层;和
[0019]-至少部分地去除所述至少一个液滴。
[0020]
此外,根据本发明,提供了一种在工件的表面上形成结构的方法,该方法包括以下步骤:
[0021]-将至少一个液滴喷射到在所述工件的表面上;
[0022]-将液体基层施加到所述工件的表面上,其中所述基层围绕所述至少一个液滴流动,并且优选地至少部分地覆盖所述至少一个液滴;
[0023]-固结所述基层;和
[0024]-至少部分地去除所述至少一个液滴。
[0025]
优选地两种方法也可以组合执行,因此,根据本发明,还提供了一种包括以下步骤的方法:
[0026]-在所述工件的表面上喷射至少一个液滴;
[0027]-将液体基层施加到所述工件的表面上,其中所述基层围绕所述至少一个液滴流动,并且优选地至少部分地覆盖所述至少一个液滴;
[0028]-将至少一个另外的液滴喷射到尚未固化的基层中,其中所述至少一个另外的液滴至少部分地,优选地完全地渗透到所述液体基层中;
[0029]-固结所述基层;
[0030]-至少部分地去除所述至少一个液滴和/或所述至少一个另外的液滴。
[0031]
优选地,根据优选与装饰图像相协调的数字模板,将液滴喷射到工件上和/或液体
基层上。装饰性图像优选位于工件上,其中它被液体基层和/或液滴覆盖。然后,优选地,将基层和/或液滴配置为固结时至少是部分透明的,从而所述装饰图像是可见的。以这种方式,实现了装饰图像和结构的可能的同步布置。例如,节孔的结构可以很好地调整为节孔的图像。替代地或附加地,装饰图像也可以布置在固结的基层上。
[0032]
优选地,在接触所述工件和/或基层时,所述至少一个液滴凝固,或优选地呈现固体聚集相。但是,至少一个液滴也可以在单独的步骤中固结或与所述基层一起固结。
[0033]
所述基层以及液滴的固结优选等同于它们的硬化。
[0034]
优选地,所述基层和/或所述至少一个液滴还包括可硬化材料,所述材料特别优选地可以通过紫外线辐射和/或通过干燥来硬化或固结。
[0035]
特别优选的是,所述基层和所述至少一个液滴由不同的材料构成,使得所述基层在硬化过程中比所述至少一个液滴更坚硬地硬化。
[0036]
优选地,通过将至少一个液滴喷射到之前施加的液体基层中而引入至少一个凹部,其中所述至少一个凹部优选地被所述至少一个液滴完全填充。至少一个凹部的几何形状可以通过至少一个液滴的动量或速度的变化和/或通过分配体积或至少一个液滴的质量的变化来影响。替代地或附加地,可以想到的是,相对于仅由一个液滴形成的凹部,通过在一个空间位置(一个在另一个之上)喷射多个液滴来扩大凹部的深度或体积。
[0037]
如果在施加基层之前将至少一个液滴喷射到工件的表面上,则在基层中产生凹部,从而使至少一个液滴在工件或工件的表面上占据空间,其中该空间不能被随后施加的基层的材料占据。如果在固结基层之后至少部分地去除至少一个液滴,则在所述基层中保留凹口或仅凹部。
[0038]
所述基层中的结构优选地由至少一个凹部形成。木材或瓷砖装饰或其他装饰结构例如可以通过布置多个凹部或通过多个凹部的连接来形成。
[0039]
优选地,在所述至少一个液滴喷射的位置,基层的层厚发生变化。
[0040]
优选地,在所述液体基层和/或所述工件上的同一空间位置上,多个液滴一个接一个地相互叠置,以在施加和/或固结所述基层之前,得到复合液滴。复合液滴优选地包括可以如下计算的高度h:
[0041]
h=n
×
d。
[0042]
因此,n是相互叠置的液滴的数量,d是其中的一个液滴的直径。因此,假设液滴具有相等的尺寸,但是,也可以想象具有不同尺寸的液滴以这种方式组合。
[0043]
优选地,在喷射所述至少一个液滴之前,进行进一步的处理步骤,在该处理步骤中,当所述基层具有比施加到所述工件上时更高的粘度,所述基层就会发生凝固,但是尚未固化。例如,这可以通过借助于诸如鼓风机的流动源干燥或冷却所述基层来进行。替代地或附加地,可以通过将所述基层暴露于降低的环境温度下,将热量从所述基层中分离出来。
[0044]
由此,可以优选地一方面实现降低所述基层的温度,使得所述至少一个液滴作用到相对较冷的基层上。另一方面,由至少一个液滴引入到基层中的凹部在固结之前比在具有低粘度的基层上更具抵抗力。
[0045]
优选通过数字印刷或喷墨印刷技术将所述至少一种液滴喷射或施加到所述液体基层上。另外,优选地,使用数字印刷头或数字喷嘴束。
[0046]
优选地,所述至少一个液滴在大于40℃,优选地大于60℃,特别优选地大于90℃的
温度喷射,其中所述液体基层和/或所述工件的温度小于40℃,优选地小于35℃,特别优选地小于30℃。所述至少一个液滴的温度越高,则其可以通过数字印刷或喷墨印刷技术被印刷得越好。所述基层和/或所述工件的可能较低的温度优选地促进所述至少一个液滴的冷却,特别优选地固化。
[0047]
优选地,当至少一个液滴与所述基层和/或所述工件接触时,在小于8秒内发生固化,优选地在小于3秒内发生固化,特别优选地在小于0.5秒内发生固化。所述至少一个液滴呈现固体聚集相的速度越快,就可以越快地执行进一步的处理步骤。优选地,所述至少一个液滴的熔点高于其接触的液体基层的温度。以这种方式,所述至少一个液滴不会由于温度而再次液化。所述基层的温度越低,所述至少一个液滴的固化发生得越快。
[0048]
优选地,通过机械和/或化学和/或物理方法来至少部分地去除所述至少一个液滴,其中可选地,还去除基层的材料。
[0049]
优选地,在所述基层固结之后,借助于溶剂将所述至少一个液滴再液化或至少部分液化。因此,随后特别优选通过抽吸可以将其从所述基层上去除。
[0050]
通过机械技术,可以实现去除过程。例如,可以理解研磨或刨削技术的应用,由此去除所述基层和/或所述至少一个液滴的材料。此外,还可以理解为了去除材料而应用介质的技术。例如,可以借助于喷砂处理所述基层和/或所述至少一个液滴的表面。在通过研磨装置去除时,优选地,应用连续工作的研磨机,该研磨机通常用于研磨家具领域的漆面刨花板的漆面。此类漆磨机的制造商例如是heesemann(bad oeynhausen)和fa.b
ü
ttfering(homag ag groupe)公司。
[0051]
优选地,将所述基层去除至限定的深度,使得随后所述至少一个液滴只要固化就会暴露,并且优选从所述基层突出。以这种方式,所述至少一个液滴可以通过物理或机械作用力,例如通过抽吸或刷出而容易地去除。
[0052]
通过去除固结基层的部分,优选去除固结基层的平坦区域,可以实现由至少一个液滴形成的至少一个凹部具有急剧倾斜的侧面,从而可以实现开始时要求的结构的锐度。
[0053]
优选地,至少一个固化的液滴通过再加热在至少部分地被去除之前和/或期间至少部分地液化,因此,它被从所述基层中去除。因此,去除优选地借助于物理技术来进行,例如抽吸、蒸发,或者还通过另一种材料吸收或抽吸所述至少一个液滴。如果所述至少一个液滴未固化或固结在所述基层中,但其以液体形式存在,则所述至少一个液滴可以相同方式去除。仅仅是放弃了之前对所述至少一个液滴进行再液化的必要性。
[0054]
所述至少一个液滴的去除也可以包括化学技术或者可以借助于化学技术进行。因此,例如,所述基层和/或所述至少一个液滴的一部分可以通过化学试剂液化,然后以液体形式去除。在特别合适的材料混合物上,优选具有大于30%的异佛尔酮二胺的高比例,存在良好的水溶性,使得可以用水将液滴从固结基层中洗出。
[0055]
优选地,所述至少一个液滴由材料组成,优选地由丙烯酸酯混合物组成,所述丙烯酸酯混合物不能通过uv辐射促进硬化,尤其是不能通过uv辐射促进聚合。替代实施例是优选地包含至少20%异佛尔酮二胺的混合物,或替代地,包含石蜡/eva混合物(所谓的“热熔油墨”)。如果所述至少一个液滴在执行该方法期间,特别是在固结所述基层期间保持为液体,则在特定的实施例中,所述至少一个液滴可以包括水或可以完全由水组成。
[0056]
优选地,一旦所述至少一个液滴位于所述基层之上或之中,或者一旦将所述基层
与已经喷涂的液滴一起置于所述工件表面上,则所述液体基层就将所述至少一个液滴封闭,从而在所述基层中留下面积比所述至少一个液滴的垂直向上投影面积小的孔口。替代地或附加地,所述液体基层完全包围所述至少一个液滴。因此,所述至少一个液滴被封闭在所述基层中。如果将所述至少一个液滴喷射到所述液体基层上,则该所述至少一个液滴被随后的液体基层的流动所包围或封闭。可以优选将多种液滴喷射到液相层上,这取决于液滴的分配参数,例如液滴速度、液滴体积等,其中一些渗透到所述基层中并被其包围,而其他则被部分或完全包围。
[0057]
优选地,所述至少一个液滴地部分去除是通过首先对硬化的基层的机械去除来实现的,优选地通过对硬化的基层的1至50μm的机械去除来实现、特别优选地通过对硬化的基层的5至10μm的机械去除来实现,所述机械去除优选地通过研磨装置,可选地,随后机械地或刷出暴露的所述至少一个液滴。
[0058]
替代地或附加地,通过加热和抽吸、随后再液化至少部分地去除所述至少一个液滴。
[0059]
优选地,所述基层以这样的方式固结,使得在固结所述基层之后,通过残留在所述基层中的所述至少一个液滴,固结基层的表面具有不大于最大20μm的不平整度。
[0060]
优选地,所述基层以这样的方式固结,使得相对于没有施加液滴的区域,具有所述至少一个液滴的区域具有不同的硬度等级,具有所述至少一个液滴的区域的硬度至少为没有施加液滴的区域的2倍。由此可以通过“hamberger hobel”确定硬度等级。由此,以0.5n至5n的力将尖端压在工件上,随后执行划痕测试。随后,对结果进行光学检查。因此,硬度等级会受到所述基层和液滴的材料的不同构成的影响,从而例如在这些材料聚合时可以获得不同的硬度等级。
[0061]
优选地,所述至少一个液滴在硬化或固结在所述基层中之后,具有与固结的基层不同的光泽度。当所述至少一个液滴至少部分地留在所述基层中时,这是有利的,因此,相对于周围的基层,引入的凹部应具有另一种光泽度。例如,所述至少一个液滴只能被液化至小于所述凹部的整个深度的一定深度,然后被吸起。所述至少一个液滴的未液化部分将保留在所述基层的凹部中,并在此处为凹部的底部提供不同的光泽度。
[0062]
因此,至少一个液滴的光泽度与固结基层的光泽度优选至少相差约10个光泽度单位,优选地至少20个光泽度单位,其中该光泽度单位根据din en iso 2813:2015 02在60
°
的角度下测量。因此,可以视觉上清楚地看到光泽效果。印刷时,光泽度的调整可以通过液滴大小和/或每单位面积的液滴数量或通过使用消光剂来改变。
[0063]
光泽度根据din en iso 2813:2015-02测量。对于光泽度测量,测量表面相对于参考标准从抛光玻璃反射的光量。因此,使用的测量单位为gu(光泽度单位)。从表面反射的光量取决于入射角和表面特性。对于光泽度测量,可以使用不同的入射角(20
°
、60
°
和85
°
)以检测反射率,其中优选以60
°
的入射角进行测量。或者,也可以使用三个入射角处的测量平均值。反射率比较光泽度在一定入射角下发出和接收的光能的百分比。
[0064]
优选地,与硬化或固结的基层相比,至少一个固化或硬化的液滴更具弹性或柔软性。这样做的优点是,例如在力的作用下,至少一个液滴可以更容易地变形,从而有利于从所述基层去除所述至少一个液滴。
[0065]
优选地,所述至少一个液滴优选在固化或固结过程中体积减小。以这种方式,可以
实现将至少1个液滴带有间隙地定位在固结基层中,由此可以更容易地将其除去。体积变化例如可以通过照射到所述至少一个液滴上的uv辐射来引发。另一可能性是构造至少一个液滴,使得通过吸热或供热实现体积减小。
[0066]
根据本发明,提供了一种在工件的表面上形成结构的装置,所述装置包括:
[0067]-施加单元,配置为将液体基层施加到所述工件的表面上;
[0068]-分配单元,配置为将所述至少一个液滴喷射到尚未固化的基层中;
[0069]-固结单元,配置为固结所述液体基层;
[0070]-处理单元,配置为至少部分地去除所述至少一个液滴;
[0071]-控制单元,配置为根据上述方法控制所述装置。
[0072]
优选地,所述分配单元在所述工件的整个宽度上分别设有一排或几排印刷头。
[0073]
优选地,所述装置包括输送单元,配置为将所述工件供给到所述施加单元、所述分配单元、所述固结单元和所述处理单元,其中所述输送单元优选包括传送带。
[0074]
优选地,所述施加单元包括施加辊、数字印刷头和/或数字喷嘴束,通过它们可以将所述液体基层施加到所述工件上。
[0075]
优选地,所述分配单元包括数字印刷头和/或数字喷嘴束,通过它们可以将所述至少一个液滴喷射到所述基层上。
[0076]
优选地,所述固结单元包括uv光源、热源和/或流动源,通过它们可以进行所述基层的固结或硬化。另外,当液滴配置为通过这些方法之一硬化而凝固时,也可以由此执行至少一个液滴的硬化。由此,热源可以优选地包括红外辐射器或加热器,其中热源优选地配置为用于干燥所述基层和/或所述至少一个液滴。流动源可以优选地包括鼓风机,该鼓风机配置为通过介质,优选空气来使所述基层和/或所述至少一个液滴通风。所述流动源优选地配置为用于干燥所述基层和/或所述至少一个液滴。
[0077]
优选地,所述处理单元包括刷子、抽吸装置、去除装置,例如研磨装置或刨平装置或喷砂装置,用于将物质分配到基层和/或液滴上的装置,和/或热源,所述物质配置为与所述基层和/或液滴进行化学反应。因此,优选地,可以对基层的表面进行改性,以使得例如通过去除材料来暴露至少一个液滴。考虑到装饰方面,所述基层和/或所述至少一个液滴的纯再加工也是可能的。
[0078]
下面,通过优选的实施例并通过附图来阐明本发明。
[0079]
具体地:
[0080]
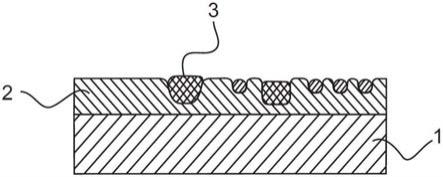
图1示出了具有液体基层的工件,在该液体基层中已经喷射有液滴;
[0081]
图2示出了再次去除喷射液滴的可能性;
[0082]
图3a示出了具有液体基层的工件,在该液体基层中已经喷射有液滴,其中液体基层至少部分地包围液滴;
[0083]
图3b示出了在进一步处理步骤之后与图3a相同的工件;
[0084]
图4示出了根据本发明用于执行该方法的装置;
[0085]
图5示出了具有液体基层的工件,在该液体基层中已经喷射有液滴,其中在同一位置上已经喷射有多个液滴;和
[0086]
图6示出了在施加液体基层之前将液滴喷射到工件上的可能性以及将液体基层施加到工件上的可能性。
[0087]
图1示出了具有液体基层2的工件1,在该液体基层2上已经喷射有液滴3。这些液滴3使液体基层2局部地位移,由此产生凹部。液滴3部分地填充由喷射而产生的凹部,例如最多填充凹部高度或体积的50%,或最多填充凹部高度或体积的100%,因此,在喷射液滴3之后和硬化液体基层2之前产生基本光滑的表面。
[0088]
图2在左侧的图i中示出了根据图1的工件1,该工件1具有喷射的液滴3和已经硬化的液体基层2。该工件1被输送到红外灯形式的热源402,该红外灯在工件1上方,在图ii中示出。在该热源402的下方,工件1的表面,特别是基层2和液滴3通过红外辐射而被重新加热。通过加热,液滴3再次液化,由此硬化的基层2保持固体。随后,具有液滴3的工件1被输送到抽吸装置403,如右侧的视图iii所示,在这里再次抽吸液滴3。以此方式,液滴3可以从基层2完全或仅部分去除。在部分去除后,应注意不要使整个液滴3液化。
[0089]
热源402和抽吸装置403的这种布置可以例如设置在如图4所示的用于执行根据本发明的方法的装置中。
[0090]
图3a示出了具有液体基层2的工件1,在该液体基层中已经喷射有液滴3。与图1中的配置相反,液体基层2在固结之前再次至少部分地在液滴3上方关闭。虽然右侧的两个液滴3被基层2完全包围,但是在左侧的液滴3上方无法识别出基层2的表面完全封闭。
[0091]
在此,在液滴3的上方残留有孔,该孔的上下方向的面积比液滴3的上下方向的突出的面积小。
[0092]
图3b示出了在基层2固结之后,例如通过研磨机进行机械加工之后的图3a的工件1。通过该机械加工,已经去除了确定量的基层2的材料,使得穿透的液滴3再次被暴露。
[0093]
液滴3的暴露可以这样进行,即只有如此多的基层2的材料被去除,以至于液滴3是公认的可见的,但是,液滴3并未在其整个横截面上暴露。该结果在图3b中示出。由此,可以清楚地认识到,基层2的凹部形成由液滴3填充的咬边。如果随后从基层2去除液滴3,例如,如图2所示,则咬边留在基层2中,这可以实现装饰效果。
[0094]
替代于此或在基层2的其他区域中,也可以去除如此多的材料,使得液滴3以其整个向上突出的横截面面积暴露。这样,凹部中就不会留下任何咬边。相反,产生了急剧倾斜到凹部中的边缘。以这种方式,可以描绘出例如木纹的尖锐轮廓。
[0095]
图4示出了根据本发明的用于执行根据本发明的方法的装置。
[0096]
该装置形成为生产线,包括配置为执行各个方法步骤的多个单元100、200、300、400、450。替代地或附加地,该装置还可以包括单元410和420。
[0097]
该装置还包括配置为将工件1输送到各个单元100、200、300、400、450的输送单元500。
[0098]
此外,该装置包括控制单元600,其配置为控制多个单元100、200、300、400、450、500,以执行相应的方法步骤或启动在该装置中的单元执行根据本发明的方法。
[0099]
在该装置的所示附图中,输送单元500包括传送带,该传送带从左向右延伸,并且配置为将工件1沿输送方向从左向右输送到该多个单元100、200、300、400、450。
[0100]
在输送方向上,首先,示出被配置为将液体基层2施加到工件1上的施加单元100。在所示的实施例中,施加单元100包括旋转的施加辊101和反压力辊102,通过该施加辊101将基层2施加到工件1朝上的表面上。另外,施加辊101在工件的表面上展开。然而,在替代实施例中,替代地或附加地,施加单元100还可包括配置为用于施加基层2的其他元件。特别
地,代替施加辊101,或者除施加辊101之外,可以提供数字印刷单元,例如数字印刷头或数字喷嘴束,以将基层2施加到工件1上。替代地,施加单元100也可以形成为铸造机,其中工件1通过漆幕移动。
[0101]
因此,在一个优选实施例中,当被施加到工件1上时,基层2的参数,特别是材料的量或层的厚度或基层2的温度可以受到施加单元100的影响。
[0102]
沿输送方向在施加单元100下游的分配单元200配置为用于将液滴3分配到还未固化的基层2中。为了分配液滴3,分配单元200包括一个或多个数字印刷头或多个印刷头,和/或视情况在输送方向上一个接一个地布置的一个或多个具有多个数字印刷头的数字喷嘴束,可以将液滴3分配或喷射到基层2上,所述数字印刷头在工件的整个宽度上延伸。因此,分配单元200配置为使得液滴3渗透到还未固化的基层2中,它们使基层2移位并在其中形成凹部,该凹部至少部分地被液滴3填充。分配单元200(或数字打印工位)可以进一步配置为使得液滴3渗透到尚未固化的基层2中,使得它们至少部分地被基层2包围。
[0103]
因此,在一个优选的实施例中,液滴3的参数,具体地,液滴的体积或液滴的质量或对基层2的分配或撞击速度可以受到分配单元200的影响。液滴的体积可以优选地控制在3至200pl(皮升)的范围内,冲击速度优选在2至10m/s的范围内,特别优选在3至5m/s的范围内。
[0104]
沿输送方向上在分配单元200的下游的固结单元配置为固结基层2。为了固结基层2,固结单元300至少包括一个uv光源301,例如led uv辐射器。因此,至少一个uv光源301将uv光辐射到基层2上并在其中开始硬化或聚合过程,由此,至少在紫外线照射之前尚未固化的基层2现在凝固并硬化,由此基层2固结。替代地或附加地,也可以设置热源和/或流动源。热源,例如红外光源或加热器,配置为向工件1,基层2和/或液滴3散发热量。流动源,例如鼓风机,配置为使空气或另一种气体或介质流过,以干燥基层2和/或液滴3,以通过层2和/或液滴3的干燥实现干燥或固结。
[0105]
因此,在一个特别优选的实施例中,操作固结单元300的参数,特别是至少一个uv光源301所发射的uv辐射的能量或波长、热源所发射的能量、流动源的质量流量或流速或温度可能受固结单元300的影响。通常,uv辐射的波长在uv-a范围内,并且视情况而定在uv-b区域内,即280nm至400nm。生产速度为20米/分钟时,uv辐射器的功率约为2倍至5倍,200w/cm工作宽度,即,当工件宽度为135cm时,紫外线辐射器的要求功率约为50至125kw。
[0106]
在优选实施例中,固结单元300配置为除了基层2之外还固结液滴3。
[0107]
沿输送方向在固结单元的下游的处理单元配置为对工件1及其位于其上的固结基层2和液滴3进行再加工。
[0108]
因此,再加工步骤是从基层2至少部分地去除液滴3。此外,处理单元包括多个元件。在这里示出的实施例中,单元400形成为具有加热枪的喷嘴通道,以便在固结基层2之后重新加热并液化固化的液滴3。在下游的单元450中,这种液化的液滴3再次被吸起。这通过已经在图2中提到的抽吸装置403来进行。
[0109]
在替代实施例中,处理单元还可以包括单元410、420。这些也可以附加地提供给单元400、450。单元410由此形成为研磨装置(研磨机)。由此,单元410包括循环的砂带411,其与在输送装置500上输送的工件1同步地或以相反的方向延伸。这样,可以从基层2去除材料,从而可以使液滴3和基层2至少部分地暴露。
[0110]
单元420包括在此形成为旋转刷辊的刷子421。刷子421配置为可以借助于硬毛与液滴3的机械配合而从固结的或固化的基层2去除液滴3。因此,优选地,液滴3固化在基层2中,使得刷子401的刷毛可以容易地接合液滴3。
[0111]
然而,单元450的抽吸装置403也可以被配置为将固体形式的液滴3从基层2抽出。这要求液滴3配置为使得它们在凝固期间不会聚结。
[0112]
替代地或附加地,单元410也可以包括这样的研磨装置,该研磨装置配置为通过研磨至少去除固化的基层2的一部分。由此,基层2的去除优选以分层的方式进行,使得基层2的材料通过研磨从上方去除。由此,研磨装置还可以配置为去除固化的基层2之外,还去除液滴3的材料。
[0113]
如果液滴3之前已经至少部分地被基层2包围,则研磨装置优选地配置为至少部分地暴露液滴3。随后,通过旋转刷421,可以通过装置420将暴露的液滴完全或部分去除。
[0114]
替代地或附加地,处理单元还包括分配单元,该分配单元配置为将物质分配到固结的基层2和/或液滴3上,其中物质配置为与基层2和/或液滴3进行化学反应。替代地,该物质也可以是溶剂,以便将液滴3带入溶液中,并随后通过单元450将其吸起。以这种方式,可以至少部分地去除基层2和/或液滴3。然而,可替代地或附加地,可以实现基层2和/或液滴3的光学和/或触觉修饰。
[0115]
在优选实施例中,处理单元配置为影响从基层2和/或液滴3去除的材料的量。
[0116]
控制单元600例如包括控制组件,例如在这里是电子控制组件,在该电子控制组件中存在程序代码,该程序代码在执行时使控制单元600执行根据本发明的方法。
[0117]
在未示出的实施例中,装置也可以形成为使得施加单元100仅布置在分配单元200之后。以这种方式,可以将液滴3施加到工件1上,然后施加液体基层2。另外,为了能够将液滴3施加到工件1上,并且还施加到基层2上,也可以在输送方向上布置分配单元200、施加单元100和另一个分配单元200。
[0118]
处理单元可以在输送方向上以任意顺序包括所有上述单元400、410、420、450,或者仅包括这些单元400、410、420、450中的部分,其中还可以设想单元400、410、420、450在输送方向上重复。
[0119]
图5示出了用于实施例的工件1,在该实施例中,多个液滴3已经被分配在相同的空间位置,并且彼此重叠地保留在液体基层2中(液滴3的左右排列)。在这里可以清楚地看到,液滴3相互叠置,从而在基层2中产生了明显更深的凹部或明显更深的结构。在左侧排列的液滴3中,凹部也延伸至与工件1的表面一样深。
[0120]
图6在上面的图中示出了在施加液体基层之前将液滴3喷射到工件1上。在下面,首先示出了通过施加辊101将液体基层2施加到工件1上。最下面的图中示出了通过铸造机103将液体基层2施加到工件1上的可能性。
[0121]
在上方的图中,将工件1送入数字印刷头201,将液滴3分配到工件1的表面上。如图所示,也可以将它们组合成更大的液滴或更复杂的形状。
[0122]
中间图中出了将液体基层2施加到该工件1上。由此,位于工件1的表面上的液滴3被液体基层2向四周流动。由此,液体基层通过施加辊101施加到工件1上。如上面已经阐明的,施加辊因此与反压力辊102相对应。因此,施加液体基层2,其中施加辊101在工件1的表面上展开,其中工件1在施加辊101的下方从左向右移动。
[0123]
在最下面的图示中,通过铸造机103施加液体基层2,其中,铸造机103产生由液体基层2的材料制成的帘幕,其中工件1随后从该帘幕下从左到右移动通过。
[0124]
最后,通过五个具体实施例对本发明进行进一步的描述。
[0125]
实施例1:
[0126]
厚度为12mm的刨花板形式的工件1被送入油漆工位。在油漆工位中,刨花板至少在表面上具有白色底漆。该底漆通过uv模块硬化。随后,在数字印刷过程中,用木质装饰物,例如橡木或松木装饰物,对涂有白色底漆的这种刨花板进行数字印刷。
[0127]
随后,以这种方式印刷的工件1被输送到另一个油漆工位,在该油漆工位中,将液体基层2施加到工件1上,即根据现有技术以uv硬化丙烯酸酯漆的形式。在层厚度大于30μm,特别优选层厚度大于120μm的情况下,作为施加量大于30g/m2。
[0128]
随后,将工件1送入数字打印工位,该数字打印工位具有加热至85℃的液体(油墨)的印刷头。作为油墨,例如选择了sunjet公司的一种,其商标名为sunjet crystal hep9520。随后,从该印刷工位根据数字印刷模板将多个墨滴3分配到具有液体基层2的工件1上,由此,将30至120μm的凹部引入到静止的液体基层2。液滴3在80℃以上的温度下施加,当撞击到温度为20至30℃的液体基层上时,通过在自身带入的凹部中在0.5秒以内冷却而固化。
[0129]
此后,将工件1送入uv硬化工位,在该uv硬化工位中,3个功率分别为200w/cm2的uv灯对基层进行硬化。
[0130]
随后,具有硬化基层2的工件1在具有红外辐射的ir站中被加热到高于100℃的表面温度,使得液滴3再次变为液体。然后在抽吸工位中将这些液滴3从基层2去除。
[0131]
替代地或附加地,借助于机械装置,例如旋转刷,去除液滴3。
[0132]
在本实施例的进一步发展中,在去除液滴3之后,将工件1送入研磨机或研磨/刷子的组合机器,以便产生研磨条纹,使根据本发明方法生产的结构看起来更加自然。
[0133]
实施例2:
[0134]
将厚度为5mm,具有预先以装饰方式压印的表面,由pvc混合物制成的塑料板形式的工件1送入涂覆工位。
[0135]
在此,施加根据现有技术的uv硬化丙烯酸酯材料的液体基层2,即具有40至300μm,优选90至120μm的层厚度。
[0136]
随后,将以此方式涂覆的工件1传送至数字印刷工位,在该数字印刷工位处,液体基层2根据数字模板通过其上以液滴3形式喷出的油墨来构造。由此,分配的体积为6pl至400pl之间的液滴3渗透到液体基层2中,使得在液滴3渗透之后,基层2再次在其上方封闭。
[0137]
液滴3由以丙烯酸酯为主要成分的材料制成。然而,液滴3不包括用于引发uv硬化的装置,因为在液体基层2的材料上就是这种情况。
[0138]
因此,在随后的uv工位中,液体基层2借助于uv led辐射器硬化,而封闭的液滴3保持为液体。
[0139]
随后,通过使用研磨机的机械工序,将硬化基层2的表面研磨至仅露出下面的静止液滴3的程度。在另一方法步骤中,借助刷子将静止液滴3刷出。
[0140]
在替代实施例中,通过施加溶剂并随后抽吸溶剂来去除静止液滴3。
[0141]
实施例3:
[0142]
将厚度为4.2mm,长度为2.800mm,宽度为1.350mm,表面涂油无色油漆的、填充pp混合物(例如,聚丙烯和粉笔)制成的塑料板形式的工件1送入涂覆工位。在未着色的表面之上和之下,可以施加更多的清漆和/或底漆层。
[0143]
在涂覆工位,施加根据现有技术的uv硬化丙烯酸酯材料的液体基层2,即具有100至150μm的层厚度。在通过紫外线辐射进行以下所述的固结之后,该材料的熔点大于300℃。在85℃的温度下,该层的粘度为约11mpa。
[0144]
随后将以此方式涂覆的工件1输送至数字印刷站,在该数字印刷站中,液体基层2根据数字模板以分配在其上的液滴3形式油墨而构造。液滴由20-40%的异佛尔酮二胺组成,熔点为88℃。它们可在95℃的温度下在打印工位中使用,并在该温度下从数字印刷头分配到液体基层2上。印刷头到液体基层2的距离是1mm至10mm,优选1.5mm至3mm。液滴3渗透到液体基层2之前的速度为3至10m/s,优选4至5m/s。分配的液滴3的体积在6pl至400pl之间,优选为10至30pl。
[0145]
印刷工位中的数字印刷头配置为使得它们可以从一个印刷头将相互叠置的多个液滴3分配到一个空间位置。从而,在液体基层2中,形成由相互叠置的液滴3构成的“塔”,塔的高度h由以下公式确定:
[0146]
h=n
×
d
[0147]
其中,n为在一个位置上一个又一个地分配的液滴的数量,以及d为液滴的直径。在优选的实施例中,对于n=3个分别具有80pl的体积和40μm的直径的液滴,得到高度h=120μm。
[0148]
数字印刷工位的设计使得印刷头在整个输送输宽度上成一排或几排延伸。在根据本发明的实施例中,使用xaar公司(xaar 1003型)的印刷头,其具有68mm的有效打印宽度。因此,每排使用20个印刷头,以使最小打印宽度大于1.350mm的工件宽度。
[0149]
在替代实施例中,沿行进方向连续使用三排分别具有20个印刷头xaar1003。从而,在工件1的进给速度为25m/min的情况下,印刷工位可以在相同的空间位置从三排印刷头中的每个位置分别分配一个液滴,其中液滴如上所述地渗透到液体基层中,一个在另一个之上硬化,并且达到3
×
d(每个液滴的直径)的总高度。
[0150]
在所有上述实施例中,工件1以上述25m/min的速度被输送通过印刷工位(参见图4)。从而,在一个空间位置处的至少一个液滴3或,如上面另一种选择所示,在一个空间位置处的相互叠置的n个液滴3被分配到液体基层2中。通过在整个工件整个宽度上的连续进给速度和连续工作的印刷头,可以在工件1上生成根据数字模板创建的“结构图像”。即,例如,在进给方向上连续地线性地在多个位置处,三个液滴3相互叠置,并且因此产生作为深度为h=n
×
d的凹部的笔直“行程”。可替代地,已经在数字模板中创建的所有结构都是可能的。
[0151]
因此,在随后的uv工位中,液体基层2借助于uv led辐射器硬化,而液滴3之前已经被固化。
[0152]
在另一方法步骤中,通过刷子将固化的液滴3刷出。
[0153]
在另一个实施例中,固化的液滴在喷嘴温度为125℃的热空气通道中再次液化,然后被吸走。
[0154]
在另一替代实施例中,固化的液滴3通过施加溶剂而再次被溶解,并且通过随后抽吸溶剂抽吸而被去除。在一个特别优选的实施例中,液滴3是水溶性材料,使得尤其是水被
用作溶剂。
[0155]
实施例4:
[0156]
在替代实施例中,可以如下选择液滴3的构成:
[0157]-石蜡/蜡:19%
[0158]-eva:10%
[0159]-聚酰胺树脂:29%
[0160]-低分子乙醇:39%
[0161]-添加剂(用于脱气):3%
[0162]
在该实施例中,在将液体基层2固化并硬化之后,通过机械装置去除液滴3,或者,通过在热风炉中加热将它们重新液化,然后通过机械装置和/或抽吸将其从基层2上除去。
[0163]
实施例5:
[0164]
在该实施例中,在施加液体基层2之前施加液滴3。
[0165]
hdf板形式的工件1的密度为850kg/m3,厚度为8mm,长度为2450mm,宽度为1550mm,将其送入数字印刷工位。事先,hdf板是通过一个或几个油漆或底漆步骤制备的,然后,以数字方式印刷有木质复制品的装饰性图像(例如,山毛榉木实木复合地板三杆)。替代地,在压印之后,也可以施加中间漆层。
[0166]
在数字印刷站中,预先按照数字模板将体积为12pl至40pl的多个液滴3印刷到装饰性印刷表面上。因此,每平方厘米面积至少施加100至10000个液滴。这些液滴3由石蜡混合物组成,该石蜡混合物在80℃的温度下压印,并且当与表面接触时在小于3秒,优选小于1秒内固化。
[0167]
在替代实施例中,液滴3是根据数字模板施加的,该数字模板是由预先通过数字处理方法印刷的装饰表面的数字图像生成的。由此,可以实现的是,例如将液滴3精确地印刷在山毛榉木实木复合地板的装饰图像具有节孔的位置,使得随后通过根据本发明的方法产生的结构与下面的装饰图像同步。在一个空间位置上的几个液滴3也可以相互重叠地排列,以便在工件1的表面和所施加液滴的最高点之间的整个高度差达到h=n
×
d,其中h为高度差,n为相互重叠的液滴的数量,d为一个液滴3的直径。
[0168]
在一个示例性实施例中,对于n=5个液滴3并且每个液滴的直径d=25μm,得到高度h=125μm。这样产生的多个液滴3的“塔”彼此并排地,纵向地或在进给方向上并排布置,从而在工件1上产生多个液滴链和多个液滴附聚的结构。由此,各个“塔”的高度可以是不同的,即,通过改变相互叠置的液滴3的数量,并且还可以通过改变液滴的体积以及液滴的直径d。
[0169]
随后,施加根据现有技术的uv硬化丙烯酸酯材料的液体基层2,即具有120μm的层厚度。液体基层2是通过铸造机施加的,在该铸造机中,由浸入辊和浇铸唇产生帘幕(参见图6中的103)。层的厚度可以通过液体基层的材料的粘度(在此为根据现有技术的uv硬化丙烯酸酯漆),通过铸造机的浸入辊的转数,以及工件1(此处为hdf板)的进给速度来影响和控制。
[0170]
在随后的uv工位中,液体基层2借助于uv led辐射器硬化。
[0171]
在液体基层硬化和固结之后,通过机械装置除去液滴3,或者可选地,通过在热风炉中加热使液化3,然后通过机械装置和/或部分除去液滴3。
[0172]
在替代实施例中,通过施加溶剂并随后抽吸溶剂来去除静止液滴3。
[0173]
在另一替代实施例中,选择液滴3的材料,使得其在被紫外线辐射照射时开始收缩。从而,在液体基层2固结之后,液滴3失去与它的接触并且可以通过简单的方式被吸起。
[0174]
附图标记列表
[0175]1ꢀꢀꢀꢀꢀꢀ
工件
[0176]2ꢀꢀꢀꢀꢀꢀ
基层
[0177]3ꢀꢀꢀꢀꢀꢀ
液滴
[0178]
100
ꢀꢀꢀꢀ
施加单元
[0179]
101
ꢀꢀꢀꢀ
施加辊
[0180]
102
ꢀꢀꢀꢀ
反压力辊
[0181]
103
ꢀꢀꢀꢀ
铸造机
[0182]
200
ꢀꢀꢀꢀ
分配单元
[0183]
201
ꢀꢀꢀꢀ
数字印刷头
[0184]
300
ꢀꢀꢀꢀ
固结单元
[0185]
301
ꢀꢀꢀꢀ
uv光源
[0186]
400
ꢀꢀꢀꢀ
单元
[0187]
401
ꢀꢀꢀꢀ
刷子
[0188]
402
ꢀꢀꢀꢀ
热源
[0189]
403
ꢀꢀꢀꢀ
抽吸装置
[0190]
410
ꢀꢀꢀꢀ
单元
[0191]
411
ꢀꢀꢀꢀ
砂带
[0192]
420
ꢀꢀꢀꢀ
单元
[0193]
421
ꢀꢀꢀꢀ
刷子
[0194]
450
ꢀꢀꢀꢀ
单元
[0195]
500
ꢀꢀꢀꢀ
输送单元
[0196]
600
ꢀꢀꢀꢀ
控制单元
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

