1.本发明涉及一种用于接合纸质材料、特别是纸、卡片板或纸板等的方法和设备,其中,接合过程可以在没有附加辅助材料的情况下进行、特别是以不含塑料材料和/或粘合剂的方式进行。
背景技术:
2.ep 0 340 334 a2公开了一种通过超声波接合纸质产品的设备。所述文件中使用的纸具有热塑性涂层。这种热塑性涂层在接合过程期间熔化。在冷却和固化之后,纸层的接合区域则相互连接。此外,de 10 2013 225 745 a1公开了一种用于连接纸质材料的超声波接合方法,在所述方法中进行超声波摩擦焊接。这些已知的方法原则上已经证明了它们的有效性,但特别是由于更严格的环境法规,对于包装迫切需要例如完全由可回收且不含其他附加成分、特别是可能导致环境污染的塑料材料或粘合剂等的纸质材料制成。
技术实现要素:
3.通过对比,根据本发明的具有权利要求1的特征的用于接合纸质材料的方法具有以下优点,例如可以使用未经处理的纸质材料来制造包装。这根据本发明通过用于接合具有第一和第二接合区域的纸质材料的方法来实现,所述方法包括以下步骤:使第一和/或第二接合区域粗糙化,润湿第一和/或第二接合区域,以及通过超声波摩擦焊接在超声波摩擦焊接设备的超声波发生器与砧座之间接合第一和第二接合区域,其中,超声波发生器的振动方向与砧座的接合力的接合力方向不平行。第一和第二接合区域可以设置在单一纸质材料上,或者一个接合区域设置在单独的纸质材料上。粗糙化的接合区域可确保在接合表面处实现接合区域的三维增强。在接合表面上附加地提供水允许在接合过程期间形成氢桥键。接合过程是使用压力和超声波作用进行的。
4.使纸张表面粗糙化的巧妙概念增加了产生的连接的强度。在粗糙化过程期间,单独的纸质纤维被从纸质复合材料中释放出来并被带到接合区域的表面。这增加了接合表面的粗糙度。
5.根据本发明的方法可以以各种方式进行。
6.在第一步骤中,优选地将纸质材料的接合区域粗糙化,然后用水或其他液体润湿粗糙化的接合区域。第二接合区域保持未经处理。然后可以进行接合过程。
7.可替代地,第一接合区域被粗糙化并且第二接合区域被润湿。然后粗糙化的接合区域和润湿的第二接合区域被接合在一起。
8.根据另一替代方案,纸质材料的第一接合区域被润湿,然后润湿的第一接合区域被粗糙化。第二接合区域可以保持未经处理或可选地被粗糙化或可选地仅润湿或可选地既粗糙化又润湿。
9.由于超声波摩擦焊接过程中引入的热量,由润湿施加的水蒸发,并且可以实现两种纸质材料之间的稳定连接。
10.本发明特别优选地仅在第一接合区域上进行,其中进一步优选地先进行粗糙化然后润湿。因此可以不处理第二接合区域,然后进行接合过程。
11.通过在接合步骤之前进行粗糙化过程,实现了纸质材料的两个接合区域之间的显着改善的连接。优选地通过机器进行粗糙化步骤,从而使接合区域被始终均匀地粗糙化。
12.从属权利要求示出了本发明优选的其它发展。
13.优选地,如果超声波发生器的振动方向垂直于或基本垂直于接合力方向,则确保了特别好的超声波摩擦焊接过程。这确保了接合区域的高能量输入,因此可以显着缩短接合时间。
14.所述方法优选地连续进行。以这种方式,例如,可以制造特别是用于包装等中的闭合接缝。所述方法的连续进行还确保接合区域中的线性接合连接。可替代地,如果不产生例如闭合的接合连接,则不连续地进行所述方法。
15.如果第一接合区域和/或第二接合区域的粗糙化进行为使得围绕纸质材料的中心平面的粗糙度在
±
20μm、特别是
±
10μm的范围内,则会获得特别好的接合结果。这样,可以实现接合区域的表面的基本一致的粗糙化,这导致优异的接合结果。
16.另外优选地,粗糙化的接合区域的宽度等于润湿的接合区域的宽度。另外优选地,接合过程在完全没有添加剂、特别是热塑性塑料材料或粘合剂等地情况下进行。特别地,待接合的纸质材料不含塑料材料和粘合剂。此外,纸质材料没有任何塑料材料涂层等。
17.如果粗糙化步骤也通过超声波进行,则可实现用于实施所述方法的特别紧凑的设备。在这种情况下,可以相继地布置两个超声波单元,第一超声波单元用于粗糙化至少一个接合区域,第二超声波单元则用于进行接合步骤。
18.粗糙化过程优选连续地或可选地不连续地进行。如果要通过超声波进行粗糙化过程,则优选地将超声波单元的超声波发生器设计为使得超声波发生器具有指向纸质材料的平坦的超声波发生器表面。这样,可以在预定范围内获得优异的粗糙化。
19.本发明还涉及一种用于接合纸质材料的设备,其包括:
20.‑
用于使纸质材料的至少一个接合区域粗糙化的粗糙化设备,
21.‑
用于润湿纸质材料的至少一个接合区域的润湿设备,以及
22.‑
超声波摩擦焊接设备,其包括用于产生超声波振动的超声波发生器和用于产生接合力的砧座,其中,接合力指向的方向与超声波发生器的超声波振动方向不平行。
23.因此,超声波摩擦焊接设备保证了超声波发生器的振动方向与接合力的接合力方向不平行,从而通过超声波摩擦焊接过程实现了增加的热量输入。
24.砧座优选为滚子或辊。以这种方式,很容易使接合力或粗糙化力的方向与振动方向不同。
25.粗糙化设备另外优选地是超声波生成器。在这里优选使用单独的超声波生成器。
26.根据本发明的另一优选实施例,粗糙化设备确保在
±
20μm、优选
±
10μm范围内的粗糙度。
27.本发明还涉及通过根据本发明的方法生产的纸质包装。纸质包装特别优选地是食品包装。由于纸质包装可以生产为不含塑料材料,也不含其他异物,因此所述纸质包装可以完全回收利用。
附图说明
28.下面结合附图详细描述本发明的优选实施例,其中:
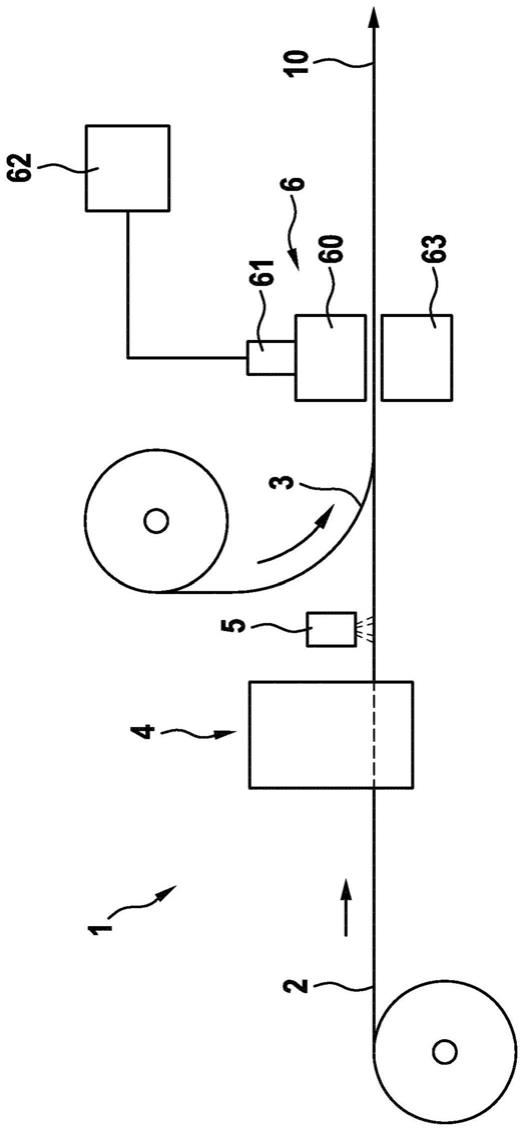
29.图1是根据本发明第一实施例的接合设备的示意图;
30.图2是第一实施例的粗糙化设备的示意图;
31.图3是示意性地示出了第一实施例的粗糙化接合区域的粗糙度的图表;
32.图4是根据第一实施例的超声波焊接设备的示意图;
33.图5是根据第一实施例的接合方法的示意图;
34.图6是根据第二实施例的接合方法的示意图;
35.图7是根据第三实施例的接合方法的示意图;
36.图8是根据第四实施例的接合方法的示意图;
37.图9是根据第五实施例的接合方法的示意图;以及
38.图10是根据第六实施例的接合方法的示意图。
具体实施方式
39.下面参照图1至图5详细描述根据本发明的第一实施例的用于接合纸质材料的设备1和方法。
40.图1示意性地示出了用于接合纸质材料的设备1的结构。从图1可以看出,设备1包括粗糙化设备4、润湿设备5和超声波摩擦焊接设备6。
41.在该实施例中,第一纸质材料2和第二纸质材料3意欲在接合区域、特别是纸质材料的边缘区域处接合在一起。例如,纸质材料可以作为连续物品从滚子上移除。所述纸质材料完全不含塑料材料和粘合剂且完全没有涂层。
42.第一接合区域20设置在第一纸质材料2上。第二接合区域30设置在第二纸质材料3上。这在根据图5中的第一实施例的根据本发明的方法的图示中示意性地示出。
43.在第一实施例中,仅第一接合区域20用多个方法步骤处理,而第二接合区域30保持未经处理。即,第二接合区域30对应于平面纸质材料的表面。
44.从图1和图5可以看出,第一纸质材料2被从滚子上移除并被供给到粗糙化设备4。在这里,第一接合区域20被粗糙化。
45.在该实施例中,粗糙化设备4是超声波粗糙化设备,其详细示出在图2中。粗糙化设备4包括通过双转换器71振动的平面超声波发生器70。此外,粗糙化设备4包括平面砧座73。平面超声波发生器70具有水平振动方向a。砧座63在垂直于超声波发生器振动a的接合力方向b上提供接合力。为了清楚起见,在第一接合区域20处被粗糙化的第一纸质材料2未在图2中示出。
46.图3是示出了粗糙化过程后的第一接合区域20的粗糙度的图。在此很清楚,超声波粗糙化产生的粗糙度具有大约20μm的高度轮廓,其具有在 10μm与
‑
10μm之间的高点与凹点。该图示出了第一纸质材料2的行进长度l上的粗糙度r。
47.当通过粗糙化设备4进行粗糙化时,可以通过振动持续时间和振动幅度选择性地影响第一接合区域20的表面的粗糙度。振动周期越长,第一接合区域20的表面变化和粗糙化得越多。如果超声波发生器的振动幅度减小,则接合处的剥离强度会下降。
48.超声波发生器70与第一纸质材料2的接触表面优选地例如通过玻璃珠喷砂被稍微
粗糙化,使得在粗糙化过程中获得更好的结果。
49.图4示出了超声波摩擦焊接设备6,其中,砧座63设置为辊的形式。超声波发生器70的振动方向a垂直于辊状砧座63的接合力方向b。这会产生大量热量,从而可以通过超声波摩擦焊接实施接合过程。应当注意,图4中所示的设备也可以用作粗糙化设备的变型。
50.从图1和5还可以看出,在实际接合过程之前,第一接合区域20通过润湿设备5润湿。优选地使用水作为润湿介质。由于在润湿过程之前通过粗糙化设备4使第一接合区域20粗糙化,导致接合表面的三维增强,在由于润湿而存在水的情况下,与非粗糙表面相比这允许在接合过程期间形成改进的氢桥键。
51.特别地,由于粗糙化过程,纸质材料2、3可以不需要添加剂或塑料材料涂层等。未经处理的纸质材料可用于接合过程。因此,根据本发明的方法可以被普遍使用。
52.图5再次示意性地示出了接合第一和第二纸质材料2、3的过程的方法序列。在第一步骤中,第一接合区域20被粗糙化设备4粗糙化,使得产生粗糙化的第一接合区域201。第二接合区域30保持未经处理。
53.在下一步骤中,粗糙化的第一接合区域201通过润湿设备5润湿。这产生粗糙化的、润湿的第一接合区域202。第二接合区域30保持未经处理。
54.然后将两种纸质材料2、3供给到超声波摩擦焊接设备6,通过超声波摩擦焊接产生第一和第二纸质材料之间的连接11。第一接合区域20的粗糙化和润湿可以提供纸质材料的良好连接。不必以任何方式处理第二接合区域30。这样,可以特别便宜地执行根据本发明的这种方法。
55.图6示意性地示出了根据本发明的第二实施例的用于接合纸质材料的方法。相同或功能相同的部件用相同的附图标记表示。与第一实施例不同的是,在第二实施例中,第二接合区域30也被处理。从图6可以看出,第一接合区域20在第一步骤中通过粗糙化设备4粗糙化。同时,第二接合区域30通过润湿设备5润湿。然后将第一和第二纸质材料2、3供给到超声波摩擦焊接设备6并接合在一起。通过这种设计,第一接合区域20和第二接合区域30可以被并行处理,因此特别紧凑的接合设备1是可能实现的。
56.图7示出了根据本发明的第三实施例的方法。根据第三实施例的用于第一纸质材料2的第一接合区域20的方法对应于第一实施例,使得在第一步骤中第一接合区域20首先被粗糙化然后被润湿。然而,与第一实施例不同的是,在第三实施例中,第二接合区域30也被处理。从图7可以看出,第二接合区域30通过第二粗糙化设备4'粗糙化,从而产生粗糙化的第二接合区域302。在最后的步骤中,粗糙化的第二接合区域302和粗糙化且润湿的第一接合区202在超声波摩擦焊接设备6中相互连接。
57.图8示出了根据第四实施例的方法,其中,第一接合区域20与第一实施例相同地通过粗糙化和润湿处理,并且第二接合区域30首先通过第二润湿设备5'润湿,然后使用第二粗糙化设备4'进行粗糙化。因此,第一和第二接合区域20、30中的粗糙化和润湿的顺序相反。在最后的步骤中,同样通过超声波摩擦焊接设备6将第一和第二纸质材料2、3的两个接合区域接合以形成接合的纸质材料10。这里应该注意的是,粗糙化和润湿的顺序也可以颠倒,如图8所示。
58.图9示出了根据本发明的第五实施例的方法。在第五实施例中,第一接合区域20和第二接合区域30都被处理。从图9可以看出,第一接合区域20和第二接合区域30都在第一步
骤中通过润湿设备5、5'润湿,然后在第二步骤中通过粗糙化设备4、4'粗糙化。在最后的步骤中,同样通过超声波摩擦焊接设备6进行接合过程。因此首先润湿第一接合区域20以形成润湿的第一接合区域203,然后将其粗糙化以形成润湿且粗糙化的第一接合区202。同样地,首先润湿第二接合区域30以形成润湿的第二接合区域301,然后将其粗糙化以形成润湿且粗糙化的第二接合区域303。然后将接合区域接合以形成接合的纸质材料10。
59.图10示出了根据本发明的第六实施例的方法。在这里,第一和第二接合区域20、30设置在单个纸质材料2上并接合以形成具有纵向接缝210的管状袋200。第一接合区域20被粗糙化并且第二接合区域30被润湿。
60.对于管状袋的生产,应当注意,也可以仅对于具有第一和第二接合区域20、30的单一纸质材料实施图6至图9中描述的变型方案。
61.还应注意的是,根据本发明,只要在纸质材料2、3的接合区域20、30之一或两者上进行至少一个润湿步骤和一个粗糙化步骤,就可以进行本发明的不同变型方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

