1.本发明涉及空气纤维生产领域,特别是一种空气纤维片材去毛边方法及装置。
背景技术:
2.空气纤维弹性材料是将熔融的聚乙烯材料通过模具得到纤维丝后自由坠落到水冷池,然后形成空气纤维片材。空气纤维片材在生产中,需要按照尺寸大小切割成块,切割的空气纤维片材侧面有突出的尖锐纤维丝,即毛边,容易刮伤操作人员和损坏布套。
技术实现要素:
3.本发明的目的在于,提供一种空气纤维片材去毛边方法及装置。通过热熔将纤维丝毛边消除,得到光滑的空气纤维片材。
4.本发明的技术方案:一种空气纤维片材去毛边方法,将空气纤维片材压紧固定后,在需要去毛边的空气纤维片材侧面通过热熔模具将毛边热熔,消除毛边。
5.上述的空气纤维片材去毛边方法,所述热熔温度是100
‑
260℃。
6.上述的空气纤维片材去毛边方法,所述热熔温度是160
‑
220℃。
7.上述的空气纤维片材去毛边方法,所述热熔时间是5
‑
60秒。
8.上述的空气纤维片材去毛边方法,所述热熔时间是15
‑
30秒。
9.空气纤维片材去毛边装置,包括底板,底板上设有压紧机构,在底板侧面设有热熔模具。
10.上述的空气纤维片材去毛边装置,所述热熔模具包括与空气纤维片材高度相等的c型模槽,在c型模槽内设有加热片。
11.上述的空气纤维片材去毛边装置,所述热熔模具通过底座固定在导轨上,导轨与底板连接。
12.本发明的有益效果:本发明的技术,在空气纤维片材侧面通过热熔模具加热,让空气纤维丝融化、重新定型,得到和模具形状一致的侧面,整齐光滑,不会扎手和损伤布套。经申请人实验,热熔温度在180
‑
220℃,时间是20
‑
30秒,能够高效的融化纤维丝,得到光滑的表面,又不浪费热能和处理时间。本技术可以在流水线上进行,效率较高。
附图说明
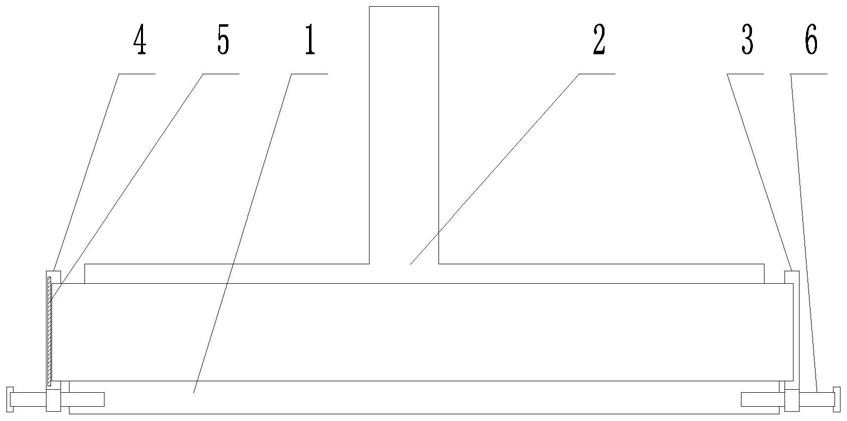
13.图1是本发明的结构示意图。
具体实施方式
14.下面结合实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
15.实施例1。一种空气纤维片材去毛边装置,如图1所示,包括底板1,底板1上设有压紧机构2,在底板1侧面设有热熔模具3。
16.所述热熔模具3包括与空气纤维片材高度相等的c型模槽4,在c型模槽4内设有加
热片5。
17.所述热熔模具3通过底座固定在导轨6上,导轨6与底板1连接。
18.空气纤维片材去毛边方法,使用时将空气纤维片材放置在底板1上,然后用压紧机构2将空气纤维片材压紧固定后,滑动热熔模具3与空气纤维片材侧面贴合,通过加热片5发热,在需要去毛边的空气纤维片材侧面通过热熔模具将毛边热熔,消除毛边。经试验,所述热熔温度是100
‑
260℃,热熔时间是5
‑
60秒,可以完成去毛边。
19.实施例2。一种空气纤维片材去毛边装置同实施例1。
20.空气纤维片材去毛边方法,将空气纤维片材压紧固定后,在需要去毛边的空气纤维片材侧面通过热熔模具将毛边热熔,消除毛边。更好的方案是,热熔温度是160
‑
220℃,热熔时间是15
‑
30秒。
21.实施例3。一种空气纤维片材去毛边装置同实施例1。
22.空气纤维片材去毛边方法,将空气纤维片材压紧固定后,在需要去毛边的空气纤维片材侧面通过热熔模具将毛边热熔,消除毛边。热熔温度是180
‑
200℃,热熔时间是20
‑
25秒。
技术特征:
1.一种空气纤维片材去毛边方法,其特征在于:将空气纤维片材压紧固定后,在需要去毛边的空气纤维片材侧面通过热熔模具将毛边热熔,消除毛边。2.根据权利要求1所述的空气纤维片材去毛边方法,其特征在于:所述热熔温度是100
‑
260℃。3.根据权利要求2所述的空气纤维片材去毛边方法,其特征在于:所述热熔温度是160
‑
220℃。4.根据权利要求1所述的空气纤维片材去毛边方法,其特征在于:所述热熔时间是5
‑
60秒。5.根据权利要求4所述的空气纤维片材去毛边方法,其特征在于:所述热熔时间是15
‑
30秒。6.如权利要求1
‑
5任一项所述的空气纤维片材去毛边装置,其特征在于:包括底板(1),底板(1)上设有压紧机构(2),在底板(1)侧面设有热熔模具(3)。7.根据权利要求6所述的空气纤维片材去毛边装置,其特征在于:所述热熔模具(3)包括与空气纤维片材高度相等的c型模槽(4),在c型模槽(4)内设有加热片(5)。8.根据权利要求6所述的空气纤维片材去毛边装置,其特征在于:所述热熔模具(3)通过底座固定在导轨(6)上,导轨(6)与底板(1)连接。
技术总结
本发明公开了一种空气纤维片材去毛边方法及装置,其特征在于:将空气纤维片材压紧固定后,在需要去毛边的空气纤维片材侧面通过热熔模具将毛边热熔,消除毛边。本发明的技术,在空气纤维片材侧面通过热熔模具加热,让空气纤维丝融化、重新定型,得到和模具形状一致的侧面,整齐光滑,不会扎手和损伤布套。经申请人实验,热熔温度在180
技术研发人员:罗勇 廖廷茂 刘显科 黄龙 徐毅
受保护的技术使用者:‑
技术研发日:2021.07.23
技术公布日:2021/10/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

