本发明涉及电路基板及包含电路基板的电连接箱的制造方法。
本申请主张基于在2019年3月27日提出申请的日本申请第2019-060938号的优先权,并援引上述日本申请记载的全部记载内容。
背景技术
已知有一种电子元件搭载用散热基板,由冲裁成预定的配线图案状的金属板和高导热性的复合绝缘材料构成,上述高导热性的复合绝缘材料将上述金属板以使该金属板的至少元件搭载部分露出的状态一体化形成(参照例如专利文献1)。专利文献1的构成电子元件搭载用散热基板(电路基板)的金属板冲裁成预定的配线图案状并且在至少一部分实施折弯加工或拉深加工。
在先技术文献
专利文献1:日本特开平09-321395号公报
技术实现要素:
本公开的一形态的电路基板安装有包含并列设置的第一端子及第二端子的电子元件,
上述电路基板具备绝缘性的保持构件、导电板和信号电路,
上述导电板由上述保持构件保持,
上述第一端子接合于上述导电板,
上述信号电路通过包含焊剂的导电性纳米墨液而形成在上述保持构件的表面上,
上述信号电路的端部与上述第二端子通过焊料而接合。
附图说明
图1是包含实施方式1的电路基板的电连接箱的立体图。
图2是表示导电板的结构的说明图。
图3是导电板与保持构件一体化的状态的立体图。
图4是在保持构件的安装板部设有信号电路的状态的俯视图。
图5是信号电路的端部的说明图。
图6是包含树脂模制前的电路基板的电连接箱的俯视图。
图7是电路基板的主要部分(A-A)的示意性的剖视图。
图8是电路基板的主要部分(B-B)的示意性的剖视图。
图9是包含树脂模制后的电路基板的电连接箱的俯视图。
图10是电路基板的主要部分(C-C)的示意性的剖视图。
图11是电路基板的主要部分(D-D)的示意性的剖视图。
图12是包含电路基板的电连接箱制造方法的说明图。
图13是包含电路基板的电连接箱制造方法的说明图。
图14是包含电路基板的电连接箱制造方法的说明图。
图15是包含电路基板的电连接箱制造方法的说明图。
图16是包含电路基板的电连接箱制造方法的说明图。
图17是包含电路基板的电连接箱制造方法的说明图。
图18是包含电路基板的电连接箱制造方法的说明图。
图19是包含电路基板的电连接箱制造方法的说明图。
图20是包含电路基板的电连接箱制造方法的说明图。
具体实施方式
[本公开要解决的课题]
伴随着搭载于电路基板的电子元件的小型化,该电子元件的端子间的距离,即端子间距存在变的狭小的趋势,在专利文献1的电路基板中,可能难以搭载这样端子间距狭小的电子元件。
本公开目的在于提供一种能够搭载端子间距狭小的电子元件的电路基板等。
[本公开的效果]
根据本公开的一形态,能够提供一种能够搭载端子间距狭小的电子元件的电路基板等。
[本公开的实施方式的说明]
首先,列举本公开的实施形态进行说明。另外,可以将以下记载的实施方式的至少一部分任意组合。
(1)本公开的一形态的电路基板安装有包含并列设置的第一端子及第二端子的电子元件,
上述电路基板具备绝缘性的保持构件、导电板和信号电路,
上述导电板由上述保持构件保持,
上述第一端子接合于上述导电板,
上述信号电路通过包含焊剂的导电性纳米墨液而形成在上述保持构件的表面上,
上述信号电路的端部与上述第二端子通过焊料而接合。
在本形态中,在将包含并列设置的第一端子及第二端子的电子元件向电路基板安装时,第一端子接合于导电板,第二端子接合于信号电路。信号电路由导电性纳米墨液形成,因此能够提供安装有并列设置的第一端子及第二端子的端子间距(端子间的距离)狭小的电子元件的电路基板。信号电路由包含焊剂的导电性纳米墨液形成,因此能够提高导电性纳米墨液对于焊料的浸润性,能够将信号电路的端部与第二端子通过焊料良好地接合(钎焊)。
(2)本公开的一形态的电路基板中,通过上述焊料而接合的上述信号电路的端部及上述第二端子被实施了树脂模制。
在本形态中,通过对由焊料接合的信号电路的端部及第二端子即信号电路的端部及第二端子的接合部进行树脂模制,能够提高该接合部的接合强度。
(3)本公开的一形态的电路基板中,上述树脂模制的树脂的线膨胀系数小于上述保持构件的线膨胀系数。
树脂模制的树脂材料的线膨胀系数小于保持构件的线膨胀系数。因此,能够提高信号电路的端部及第二端子的接合部对于热冲击(由于环境温度的温度差而产生的热应力)的接合强度。
(4)本公开的一形态的电路基板还具备第二导电板,
上述电子元件还包含与上述第二导电板接合的第三端子,
上述第二导电板及上述导电板使上述第二导电板的侧面和上述导电板的侧面相向地并列设置,
在上述第二导电板的侧面与上述导电板的侧面之间填充有上述树脂模制的树脂。
在本形态中,在第二导电板的侧面与导电板的侧面之间填充有树脂模制的树脂材料,因此能够可靠地确保导电板及第二导电的绝缘。通过与形成保持构件的树脂不同的树脂将第二导电板的侧面与导电板的侧面之间的间隙填埋,由此能够缓和由于这些元件的材料系数的差异而产生的应力。树脂材料向在第二导电板的侧面与导电板的侧面之间形成的间隙的填充与对信号电路的端部及第二端子的接合的树脂模制同时进行,因此能够实现制造工序的高效化。
(5)本公开的一形态的电路基板中,在上述导电板的一面设有从一面沿着垂线方向突出的凸部,
上述第一端子接合于上述凸部。
在本形态中,将设置于导电板的凸部用作安装第一端子的部位,由此,不需要夹在导电板与第一端子之间的其他连接元件(连接点),能够减少第一端子与导电板之间的电阻,抑制通电时的发热量。
(6)本公开的一形态的包含电路基板的电连接箱的制造方法包括如下的工序:
将导电板配置在模具内,向上述模具注入树脂,形成包含外框及安装板部的保持构件,并且以上述导电板的至少一部分收纳于上述外框内的方式将上述导电板与上述保持构件一体化;
在上述安装板部上通过包含焊剂的导电性纳米墨液印刷信号电路;
向上述导电板的预定区域及上述信号电路的端部涂布焊膏;
使电子元件的第一端子及第二端子分别对位于涂布有上述焊膏的上述导电板的预定区域及上述信号电路的端部而载置上述电子元件,并通过回流焊炉进行钎焊;
向在上述安装板部的侧面侧形成的槽部进行树脂浇注,通过与上述树脂浇注相同的树脂以包含所涂布的上述焊膏的方式对上述电子元件的周缘进行树脂模制;及
在上述外框内收纳用于控制上述电子元件的控制电路基板,以堵住上述外框的两端的开口部的方式固定上盖及散热器。
在本形态中,能够提供包含能够搭载端子间距狭小的电子元件的电路基板的电连接箱。
[本公开的实施方式的详情]
以下,参照附图,说明本公开的实施形态的电路基板1及包含电路基板1的电连接箱100的制造方法的具体例。需要说明的是,本公开不限定于这些例示,而由权利要求书示出,并包含与权利要求书均等的意思及范围内的全部变更。
(实施方式1)
图1是包含实施方式1的电路基板1的电连接箱100的立体图。在图1中,在说明电路基板1时,示出将电连接箱100的上盖102及控制电路基板101(参照图14)拆下的状态。在电连接箱100中收纳电路基板1。电路基板1包含:保持构件2、电子元件5、导电板3、第二导电板4、连接器端子105及基板连接用连接器106。
保持构件2包含构成电连接箱100的外廓的矩形形状的外框21和形成信号电路6的安装板部22,并对导电板3、第二导电板4及连接器端子105进行保持。通过安装板部22、导电板3及第二导电板4构成电路基板1的基部。
在安装板部22的表面安装电子元件5,形成使电子元件5与基板连接用连接器106电接合而导通的信号电路6。
多个电子元件5并列设置在电路基板1上,该多个电子元件5横跨导电板3及第二导电板4地配置(安装)。多个电子元件5分别通过信号电路6而与基板连接用连接器106连接。
在各电子元件5的周缘形成有树脂模制部7,树脂模制部7以覆盖电子元件5与其他元件之间的接合部的方式设置。形成树脂模制部7的树脂被填充于在导电板3与第二导电板4之间形成的间隙,通过被填充于该间隙而形成棒体8。
连接于基板连接用连接器106的控制电路基板101(参照图15)经由基板连接用连接器106而输出用于控制电子元件5的控制信号,输出的控制信号例如向半导体开关等电子元件5输入。接收到控制信号的电子元件5(半导体开关)通过将开关闭合(接通)而使导电板3与第二导电板4之间通电。包含这样构成的电路基板1的电连接箱100夹设于例如车辆上搭载的锂电池等蓄电装置(未图示)与车载负载(未图示)之间,被用作车辆用的供电装置。
图2是表示导电板3的结构的说明图。如上所述,电路基板1包含导电板3及第二导电板4作为导电构件。图2是表示去除了保持构件2的状态下的导电板3及第二导电板4的图。
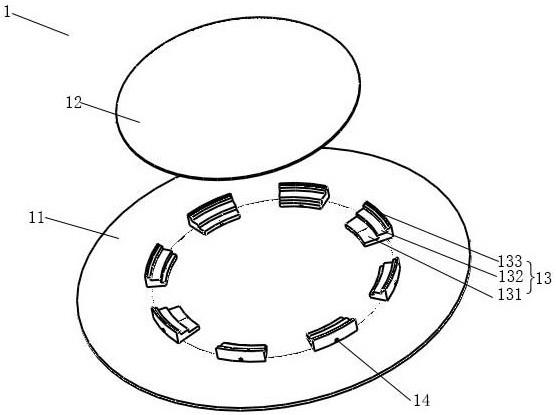
导电板3是例如纯铜或铜合金(铜等)的导电性良好的金属制的,被称为汇流条。导电板3可以是在表面实施了镀镍的结构。导电板3在俯视观察下呈凸形形状,包含厚壁部32和板厚比厚壁部32小的薄壁部33。
在厚壁部32形成有凸形形状的突出片部,在突出片部的中央部设有孔。如图1所示,突出片部以从外框21向外部突出的方式设置,在将电连接箱100搭载于车辆时,突出片部作为用于与其他电气元件电连接的紧固部使用。
薄壁部33呈矩形形状,在薄壁部33的宽度方向的端缘侧(长边的附近)并列设置有从薄壁部33的表面向垂线方向突出的多个凸部31。多个凸部31分别呈矩形,凸部31的宽度方向的端缘(凸部31的长边)以沿着薄壁部33的宽度方向的端缘(薄壁部33的长边)的方式将多个凸部31分别设置于薄壁部33的表面。凸部31被用作安装电子元件5的端子的部位,详情在后文叙述。
厚壁部32的板厚(板宽)的大小与薄壁部33及凸部31的板厚(板宽)的合计值的大小相同。即,厚壁部32的表面与凸部31的上表面(表面)位于同一平面上,构成所谓的齐平面的形态。
第二导电板4是例如铜等的导电性良好的金属制的,优选为与导电板3相同的材质。第二导电板4可以是在表面实施了镀镍的结构。第二导电板4与导电板3相同地呈凸形形状,在凸形形状中的突出片部的中央部设有孔。第二导电板4的突出片部也与导电板3相同地以从外框21向外部突出的方式设置,被用作在将电连接箱100搭载于车辆时用于与其他电气元件电连接的紧固部。
导电板3及第二导电板4使未设置突出片部的长度方向(长边侧)的侧面分别相向地配置。即,在导电板3的未设置突出片部的长度方向(长边侧)的侧面与第二导电板4的未设置突出片部的长度方向(长边侧)的侧面之间形成有间隙。通过该间隙,导电板3及第二导电板4以成为非接触状态的方式配置。在该间隙的长度方向的端部分别填充构成保持构件2的树脂。在该间隙的成为长度方向的端部以外的其余部分填充构成树脂模制部7的树脂的一部分,详情在后文叙述。通过在该其余部分填充构成树脂模制部7的树脂的一部分而形成棒体8。因此,通过在该间隙填充构成保持构件2的树脂及构成树脂模制部7的树脂来确保导电板3及第二导电板4的绝缘。
导电板3的厚壁部32的表面与第二导电板4的表面位于同一平面上,构成所谓的齐平面的形态。
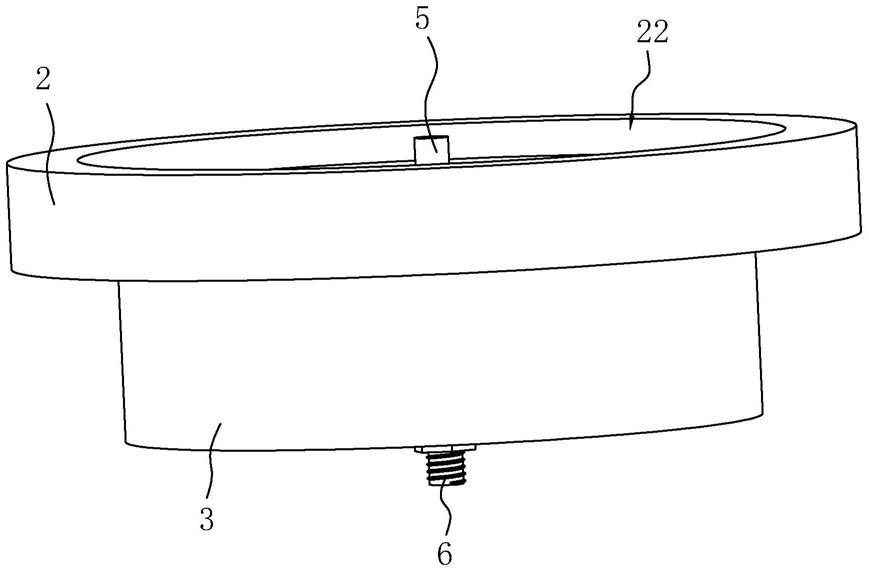
图3是将导电板3与保持构件2一体化的状态的立体图。导电板3、第二导电板4及L字状的两个连接器端子105由通过具有绝缘性的树脂构成的保持构件2保持。
导电板3及第二导电板4以图2所示那样的配置方式固定在模具内,在模具内还固定有连接器端子105,通过将成为保持构件2的材料的树脂向该模具注塑成形的嵌入成型,而构成将导电板3、第二导电板4、连接器端子105及保持构件2(安装板部22)一体化的电路基板1(汇流条嵌入基板)。
保持构件2由绝缘性的树脂成形,该树脂是例如PPS(聚苯硫醚)等热塑性树脂。保持构件2包含外框21及安装板部22。
外框21呈矩形形状的框体,形成电连接箱100的外廓。由导电板3、第二导电板4及安装板部22构成的电路基板1位于外框21的内侧。
安装板部22呈矩形形状,设置在导电板3的厚壁部32与第二导电板4之间。即,安装板部22以覆盖于导电板3的薄壁部33的表面的方式层叠。以使在导电板3的薄壁部33突出设置的凸部31的上表面(表面)露出的方式设定安装板部22的壁厚。因此,导电板3的厚壁部32的表面、安装板部22的表面、在导电板3的薄壁部33突出设置的凸部31的上表面(表面)及第二导电板4的表面位于同一平面上,构成所谓的齐平面的形态。
在安装板部22的侧面与第二导电板4的侧面之间设有槽部24。该槽部24通过未被填充保持构件2的树脂而形成。槽部24以至少包含凸部31所设置的缘部的区域的方式设置。因此,槽部24位于各凸部31的侧面与第二导电板的侧面之间。安装板部22的表面的形状成为从导电板3的薄壁部33的表面的形状中将俯视观察下的槽部24的区域切除而成的凹状。
在外框21的外周面设有筒状的连接器壳体23。在设有连接器壳体23的外框21的场所设置用于供连接器端子105插通的孔,连接器端子105以贯通外框21的方式设置于连接器壳体23的内部,能够进行外框21的内外的电连接。
图4是在保持构件2的安装板部22设有信号电路6的状态的俯视图。在安装板部22设有信号电路6。信号电路6由例如导电性铜纳米墨液等导电性纳米墨液形成。即,通过将导电性铜纳米墨液印刷于安装板部22的表面而形成信号电路6。通过导电性铜纳米墨液而印刷(形成)于安装板部22的表面的信号电路6分别呈L字,将该L字各自的长边部并列设置地设置在安装板部22上。
导电性铜纳米墨液是几~几十纳米的铜纳米粒子分散在液体中的墨液。当将导电性铜纳米墨液印刷(涂布干燥)于安装板部22的表面时,能够得到铜纳米粒子致密地排列的薄膜。当对成为该薄膜(涂布膜)的铜纳米粒子进行热处理时,由于纳米粒子特有的熔点下降而粒子彼此热粘接,形成金属结合。由此,通过铜纳米墨液得到的涂布膜接近金属箔(铜箔)。
导电性铜纳米墨液(导电性纳米墨液)包含用于提高对于焊料的浸润性的焊剂。包含焊剂的导电性纳米墨液包括在导电性纳米墨液内包含(混合有)例如胺系有机化合物(链烷醇胺)等在进行钎焊时发挥作为焊剂的功能的成分的结构(例如,参照日本特开2017-4732号公报),或者在保持构件2上印刷的导电性纳米墨液的表面涂布有焊剂的结构。信号电路6由包含焊剂的导电性铜纳米墨液(导电性纳米墨液)形成,因此能够提高导电性铜纳米墨液(导电性纳米墨液)的对于焊料的浸润性。因此,能够将信号电路6的端部61与电子元件5的第二端子52(参照图7)通过焊膏9良好地接合(钎焊)。
图5是信号电路6的端部61的说明图。图5是将图4中的信号电路6的端部61分别放大的图。信号电路6的两端部61各自的宽度比位于该两端部61之间的线状部的宽度宽。信号电路6的端部61分别对应于搭载于电路基板1的电子元件5的第二端子52及基板连接用连接器106的位置而设置。
电子元件5侧的信号电路6的端部61与凸部31的短边相邻,并与槽部24接近设置。基板连接用连接器106侧的信号电路6的端部61集中于安装板部22的长度方向的端部侧地设置。通过将信号电路6的两端部61分别形成为宽幅,能够将信号电路6与电子元件5及基板连接用连接器106可靠地接合。
图6是包含树脂模制前的电路基板1的电连接箱100的俯视图。图6是表示安装有电子元件5的状态的图。横跨第二导电板4及安装板部22地将多个电子元件5沿着安装板部22的长度方向并列设置。
电子元件5具备将封装(内包)有电气电路的外周器54及从外周器54的周缘部突出设置的第一端子51、第二端子52及第三端子53(参照图7、8),例如是n型FET(Field effect transistor:场效应晶体管)。第一端子51及第二端子52从外周器54的相同缘部突出且并列设置。
在电子元件5为n型FET的情况下,第一端子51相当于源极端子,第二端子52相当于栅极端子,第三端子53相当于漏极端子。第一端子51(源极端子)通过焊膏9接合于导电板3(输出侧汇流条)的凸部31的上表面(表面)。第二端子52(栅极端子)通过焊膏9接合于信号电路6的端部61。第三端子53(漏极端子)通过焊膏9接合于第二导电板4(输入侧汇流条)的表面。信号电路6的基板连接用连接器106侧的端部61通过焊膏9而与基板连接用连接器106接合。
图7是电路基板的主要部分(A-A)的示意性的剖视图。图7是示意性地表示图6中的(A-A)剖面的图,是被实施树脂模制之前(形成树脂模制部7之前)的状态下的示意性的剖视图。
在导电板3的侧面与第二导电板4的侧面之间形成有槽部24。以从导电板3及第二导电板4的背面侧堵住槽部24的方式设有底盖部25。
底盖部25是在对保持构件2进行成型时生成的部位,包含于保持构件2。底盖部25是以沿着在导电板3的未设置突出片部的长度方向的侧面与第二导电板4的未设置突出片部的长度方向的侧面之间设置的间隙而架设在外框21的内周面彼此上的方式设置的柱状的构件。底盖部25从背面侧横跨第二导电板4及导电板3地设置,从该背面侧堵住槽部24。
第二导电板4的表面(上表面)、安装板部22的表面及导电板3的厚壁部32的表面(上表面)位于同一平面上,构成所谓的齐平面的形态。构成安装板部22的树脂即保持构件2的树脂填充于第二导电板4及导电板3的间隙的一部分。
电子元件5以电子元件5的外周器54横跨第二导电板4及信号电路6的端部61的方式安装于安装板部22的表面侧(电路基板1的基部的表面侧)。在电子元件5为n型FET的情况下,电子元件5(n型FET)的第二端子52(栅极端子)载置在信号电路6的端部61上,第二端子52(栅极端子)与信号电路6的端部61通过焊膏9接合。如上所述,形成信号电路6的导电性铜纳米墨液包含焊剂,对于焊料的浸润性高,因此能够提高信号电路6的端部61与第二端子52(栅极端子)之间的接合性。
电子元件5(n型FET)的第三端子53(漏极端子)载置在第二导电板4(输入侧汇流条)的表面上,通过涂布在该表面上的焊膏9而第三端子53与第二导电板4接合。
图8是电路基板的主要部分(B-B)的示意性的剖视图。图8是示意性地表示图6中的(B-B)剖面的图,是包含凸部31的示意性的剖视图。省略关于与图7相同的部位的说明。
电子元件5以电子元件5的外周器54横跨第二导电板4及导电板3的凸部31的方式安装于安装板部22的表面侧(电路基板1的基部的表面侧)。电子元件5(n型FET)的第一端子51(源极端子)载置在导电板3的凸部31的上表面上(表面上),通过涂布于该表面上的焊膏9而第一端子51与导电板3接合。
图9是包含树脂模制后的电路基板1的电连接箱100的俯视图。图9是示出在安装了电子元件5之后,对电子元件5的外周器54的周缘实施树脂模制,而形成有树脂模制部7的状态的图,相当于图1的俯视图。
对各电子元件5的外周器54的周缘实施了树脂模制。通过树脂模制,以包围电子元件5的外周器54的周缘的方式形成树脂模制部7。即,树脂模制部7以从电路基板1的表面侧(第二导电板4等的表面侧)覆盖电子元件5的第一端子51与导电板3之间的接合部、第二端子52与信号电路6的端部61之间的接合部及第三端子53与第二导电板4之间的接合部的方式设置。
如上所述,在这些接合部涂布有焊膏9,树脂模制部7以从电路基板1的表面侧覆盖通过焊膏9而被接合的全部接合部的方式设置。通过树脂模制部7,能够提高电子元件5的第一端子51与导电板3之间的接合部、第二端子52与信号电路6的端部61之间的接合部及第三端子53与第二导电板4之间的接合部的接合强度。
树脂模制的树脂还填充于槽部24,通过填充于槽部24的树脂模制的树脂形成柱状的棒体8。因此,形成在导电板3与第二导电板4之间的间隙(参照图2)由构成分别填充于该间隙的长度方向上的端部的保持构件2的树脂(形成安装板部22的一部分)(参照图3)和构成填充于间隙的除了长度方向上的端部以外的其余部分的树脂模制部7的树脂(棒体8)填埋。
棒体8通过填埋(密封)槽部24而形成。该槽部24的外周面由第二导电板4的侧面、导电板3的凸部31的侧面、导电板3的薄壁部33的侧面及安装板部22的侧面构成。因此,棒体8以使棒体8的外周面紧贴于第二导电板4的侧面、导电板3的凸部31的侧面、导电板3的薄壁部33的侧面及安装板部22的侧面的方式设置。由此,能够以棒体8为芯,来提高第二导电板4、导电板3及安装板部22的固着性。
棒体8与在电子元件5各自的外周器54的周缘设置的树脂模制部7分别连续。棒体8以将槽部24密封的方式设置,因此固定性高。树脂模制部7分别与棒体8结合设置,因此能够提高树脂模制部7各自的固定性。
形成树脂模制部7的树脂是例如环氧树脂等热固化性树脂,称为浇注模制树脂。形成树脂模制部7的树脂的线膨胀系数比形成保持构件2的树脂的线膨胀系数小。例如,在形成树脂模制部7的树脂为环氧树脂的情况下,线膨胀系数为30×10的(-6次幂)/℃(30[10^(-6)/K]:^(-6)为-6次幂)。例如,在形成保持构件2的树脂为PPS树脂的情况下,线膨胀系数为40×10的(-6次幂)/℃(40[10^(-6)/K])。基于PPS树脂的保持构件2在使用温度范围内超过玻璃化转变温度的情况下,线膨胀系数进一步增大。与此相对,基于环氧树脂的树脂模制部7如果使用在使用温度范围内不超过玻璃化转变温度的树脂模制部,则线膨胀系数不会变化。因此,特别是通过树脂模制部7能够抑制由于向高温侧的温度变化而导电板3、第二导电板4与保持构件2的线膨胀差扩大的情况。需要说明的是,使用温度范围是包含电路基板1的电连接箱100搭载于例如车辆的发动机室的情况下,车辆的启动或停止时的电连接箱100(电路基板1)的周边温度(环境温度)的范围,基于例如机动车标准(JASO D 014-4:气候负载)或ISO16750-4来决定。在该情况下,作为使用温度范围的一例,为-40℃~120℃。
这样,通过使形成树脂模制部7的树脂的线膨胀系数小于形成保持构件2的树脂的线膨胀系数,能够提高电子元件5的第一端子51与导电板3之间的接合部、第二端子52与信号电路6的端部61之间的接合部及第三端子53与第二导电板4之间的接合部的对于热冲击的接合力。此外,形成棒体8的树脂与形成树脂模制部7的树脂相同,因此与树脂模制部7相同地能够减少热冲击对棒体8的影响。通过向第二导电板4与导电板3及保持构件2之间填充与保持构件2的树脂不同的树脂(形成树脂模制部7的树脂),能够缓和由于各元件的线膨胀系数等材料系数或物性值的差异而产生的应力,能够提高这些元件的连接性。
图10是电路基板1的主要部分(C-C)的示意性的剖视图。图10示意性地表示图9中的(C-C)剖面的图,是实施了树脂模制而形成有树脂模制部7的状态下的示意性的剖视图。
通过实施树脂模制,电子元件5的第二端子52与信号电路6的端部61之间的接合部及第三端子53与第二导电板4之间的接合部由树脂模制部7覆盖。第二端子52与信号电路6之间的端部61及第三端子53与第二导电板4由焊膏9接合,树脂模制部7覆盖这些接合部,焊膏9也包含在内。形成树脂模制部7的树脂被填充于槽部24(参照图7、8),通过填埋该槽部24而形成柱状的棒体8。
该槽部24由在电路基板1的背面侧设置的底盖部25闭锁,因此,形成树脂模制部7的树脂不会从槽部24向电路基板1的背面侧流出而填埋槽部24。通过在电路基板1的背面侧设置的底盖部25来挡住流入到槽部24的树脂(形成树脂模制部7的树脂),能够高效地形成棒体8。
棒体8与第二导电板4、导电板3的薄壁部33、安装板部22、底盖部25及电子元件5的外周器54的背面紧贴,能够缓和由于各元件的线膨胀系数等材料系数或物性值的差异而产生的应力,能够提高这些元件的连接性。
图11是电路基板1的主要部分(D-D)的示意性的剖视图。图11是示意性地表示图9中的(D-D)剖面的图,是实施了树脂模制而形成有树脂模制部7的状态下的示意性的剖视图。
通过实施树脂模制,电子元件5的第一端子51与导电板3的凸部31之间的接合部及第三端子53与第二导电板4之间的接合部由树脂模制部7覆盖。第一端子51与导电板3的凸部31及第三端子53与第二导电板4由焊膏9接合,树脂模制部7覆盖这些接合部,焊膏9也包含在内。
棒体8与第二导电板4、导电板3的凸部31、底盖部25及电子元件5的外周器54的背面紧贴,能够缓和由于各元件的线膨胀系数等的材料系数或物性值的差异而产生的应力,能够提高这些元件的连接性。
根据本实施方式,与电子元件5的第二端子52接合的信号电路6由导电性铜纳米墨液形成,因此能够提供安装有并列设置的第一端子51及第二端子52的端子间距(端子间的距离)狭小的电子元件5的电路基板1。
在电子元件5为n型FET的情况下,将被输入控制信号的第二端子52(栅极端子)与通过导电性铜纳米墨液形成的信号电路6的端部61电连接,由此能够不需要第二端子52(栅极端子)用的汇流条。信号电路6的端部61的大小比汇流条等的板构件小。因此,能够将接合于导电板3(输出汇流条)的第一端子51(源极端子)与接合于信号电路6的端部61的第二端子52(栅极端子)的端子间距较小的电子元件5安装于使用导电板3及第二导电板4嵌入成型的电路基板1(汇流条嵌入基板)。
导电性铜纳米墨液混合有胺系有机化合物等作为焊剂发挥功能的成分,因此能够提高对于焊料的浸润性。因此,在通过焊膏9接合电子元件5的第二端子52与信号电路6的端部61时,能够提高接合力。
通过实施树脂模制,以覆盖电子元件5的第二端子52与信号电路6的端部61之间的接合部等通过焊膏9接合的接合部的方式设置树脂模制。因此,能够提高通过焊膏9接合的接合部的接合力。
使树脂模制部7的树脂的线膨胀系数小于保持构件2的树脂的线膨胀系数,因此能够提高对于因向电子元件5通电等引起的发热而产生的热冲击的耐力,抑制接合部的接合力的降低。另外,树脂模制部7的树脂填充于槽部24而形成棒体8,由此能够缓和由于位于棒体8的周围的各元件(导电板3、第二导电板4、保持构件2(安装板部22、底盖部25)、电子元件5)的材料系数等的差异而产生的应力,提高这些元件的连接性。
通过将设置于导电板3的凸部31用作安装第一端子51的部位,不需要夹在导电板3与第一端子51之间的其他连接元件(连接点),能够减少电子元件5的第一端子51与导电板3之间的电阻,抑制通电时的发热量。
图12、图13、图14、图15、图16、图17、图18、图19及图20是包含电路基板1的电连接箱100的制造方法的说明图。以下,基于图12~图20来说明包含实施方式1的电路基板1的电连接箱100的制造方法。
首先,使导电板3(输出汇流条)及第二导电板4(输入汇流条)的侧面(端缘)相向,隔开侧面间的间隔地按此顺序并列设置(参照图12)。导电板3及第二导电板4例如通过对板厚为2mm~3mm的纯铜或铜合金的板材进行切削或冲压加工而生成。在导电板3及第二导电板4的表面可以实施镀镍。在导电板3的表面的宽度方向(长边侧)的端缘侧通过例如切削或冲压加工而设有凸部31。导电板3使设有凸部31的端缘与第二导电板4的宽度方向(长边侧)的端缘相向。还准备连接器端子105。
接下来,将导电板3、第二导电板4及连接器端子105配置在嵌入成型用模具内,利用注塑成型机进行一体成形。成形树脂使用例如PPS(聚苯硫醚)等高耐热性的热塑性树脂(参照图13)。以成为箱状的方式成形出作为电连接箱100的外廓的外框21。使导电板3的凸部31的上表面(表面)、导电板3的厚壁部32的表面及第二导电板4的表面露出,并以使这些表面分别与通过树脂形成在导电板3的薄壁部33的表面上的安装板部22的表面(安装面)处于同一平面上(齐平面)的方式形成安装板部22。通过这样形成在同一平面上的导电板3、第二导电板4及安装板部22,构成电路基板1(汇流条嵌入基板)的基部。以架设在外框21中的面对的内周面间的方式成形底盖部25(参照图10、11)。在导电板3的凸部31的侧面与第二导电板4的侧面之间设置例如1mm间隔的槽部24,槽部24的底部成为由底盖部25封闭的口袋状。
接下来,使用丝网印刷机,将导电性铜纳米墨液向通过树脂形成的安装板部22的表面(安装面)印刷成信号电路6的形状(参照图14)。导电性铜纳米墨液具有通过烧制而熔融并展现导电性的特征,铜等金属由于超微粒子化而熔点急剧下降。因此,通过以120℃左右的温度进行烧制而形成铜配线,形成能够进行电接合的信号电路6。以信号电路6的各端部61的宽度比除了端部61以外的线状部的宽度宽的方式,印刷导电性铜纳米墨液。导电性铜纳米墨液是包含用于提高对于焊料的浸润性的作为胺系有机化合物等的焊剂发挥功能的成分,能够进行基于焊膏的钎焊的导电性墨液。
接下来,向信号电路6的端部61、导电板3的凸部31的上表面的预定部位及第二导电板4的上表面的预定部位涂布焊膏9(参照图15)。在涂布的焊膏9上以载置各端子(51、52、53)的方式并列设置多个电子元件5(在附图上为7个),这些电子元件5分别以横跨位于第二导电板及导电板3的凸部31之间的槽部24的方式安装于第二导电板及导电板3的凸部31。因此,多个电子元件5沿着槽部24的长度方向并列设置。
电子元件5为例如n型FET等半导体开关。在电子元件5为n型FET的情况下,将第一端子51(源极端子)载置于导电板3的凸部31中的涂布有焊膏9的区域。将第二端子52(栅极端子)载置于信号电路6的电子元件侧的端部61的涂布有焊膏9的区域。将第三端子53(漏极端子)载置于第二导电板4中的涂布有焊膏9的区域。
此外,将各基板连接用连接器106对位于在安装板部22的长度方向上的端部侧设置的信号电路6的端部61地安装于安装板部22的表面上。将成为安装有多个电子元件5及基板连接用连接器106的状态的结构利用回流焊炉进行钎焊。由此,生成内包(收纳)安装有电子元件5的电路基板1(汇流条嵌入基板)的电连接箱100(参照图16)。
接下来,对槽部24及电子元件5的外周器54的周缘实施树脂模制。树脂模制的树脂例如是环氧树脂等热固化性树脂,该树脂向槽部24填充(浇注)。通过对电子元件5的外周器54的周缘实施树脂模制而树脂模制的树脂覆盖通过焊膏9接合的接合部。树脂模制的树脂为了具有产品的使用环境温度以上的玻璃化转变温度而被填充硅石等填料,还可以使用具有触变性的树脂。在该状态下以80℃进行固化,由此,树脂模制的树脂与电子元件5等其他元件进行一体化,形成树脂模制部7及棒体(参照图17)。
接下来,将搭载有微机等电子元件5的控制电路基板101嵌入于外框21的内侧,将控制电路基板101的端子(未图示)与连接器端子105通过焊料接合并电连接(参照图18)。通过将控制电路基板101向外框21的内侧嵌入,将设置在控制电路基板101上的信号用端子与基板连接用连接器106接合,从控制电路基板101输出的成为控制信号的电压(占空比)向电子元件5(n型FET)的第二端子52(栅极端子)施加(输入)。通过焊料将控制电路基板101的端子与连接器端子105接合,由此将从电连接箱100的外部发送的信号向控制电路基板101输入,接收到该信号的控制电路基板101上的微机向电子元件5输出控制信号并能够进行电子元件5(n型FET)的接通切断动作。
接下来,将使用了铝等高传热性的金属的散热器103通过螺钉固定于保持构件2(参照图19)。在散热器103的表面设有薄板状或片状的散热材料104(传热促进材料)。散热材料104具有绝缘性,将散热器103与导电板3及第二导电板4绝缘,并使它们接触而热连接。在将散热器103固定于保持构件2时,使散热材料104的表面与导电板3及第二导电板4的背面接触,散热器103由螺钉固定于保持构件2。散热材料104夹在散热器103与导电板3及第二导电板4之间,导电板3及第二导电板4与散热器103经由散热材料104热连接。因此,能够将由电子元件5等产生的热量经由导电板3及第二导电板4向散热器103传热,提高散热性。
接下来,将上盖102固定于保持构件2(参照图19)。将上盖102以从导电板3及第二导电板4的表面侧覆盖的方式固定于保持构件2,由此电连接箱100完成。(参照图20)
根据本制造方法,能够高效地制造包含能够搭载端子间距狭小的电子元件5的电路基板1的电连接箱100。
在电子元件5为n型FET等半导体开关的情况下,取代用于连接第二端子52(栅极端子)的汇流条,使用在安装板部22上印刷导电性铜纳米墨液而形成的金属膜。由此,能够与连接第一端子51(源极端子)的导电板3(输出汇流条)接近地配置与第二端子52(栅极端子)连接的信号电路6的端部61。因此,能够在通过嵌入成型而生成的电路基板1(汇流条嵌入基板)上安装端子间间距狭窄的电子元件5,能够制造出通过高密度安装而小型化的电连接箱100。
应认为本次公开的实施方式所有方面是例示性的,而不是限制性的。本公开的范围不是由上述的意思而由权利要求书示出,并意图包含与权利要求书等同含义及范围内的全部变更。
附图标记说明
1 电路基板
2 保持构件
21 外框
22 安装板部
23 连接器壳体
24 槽部
25 底盖部
3 导电板(输出汇流条)
31 凸部
32 厚壁部
33 薄壁部
4 第二导电板(输入汇流条)
5 电子元件(n型FET)
51 第一端子(源极端子)
52 第二端子(栅极端子)
53 第三端子(漏极端子)
54 外周器
6 信号电路
61 端部
7 树脂模制部
8 棒体
9 焊膏
100 电连接箱
101 控制电路基板
102 上盖
103 散热器
104 散热材料
105 连接器端子
106 基板连接用连接器。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。