技术特征:
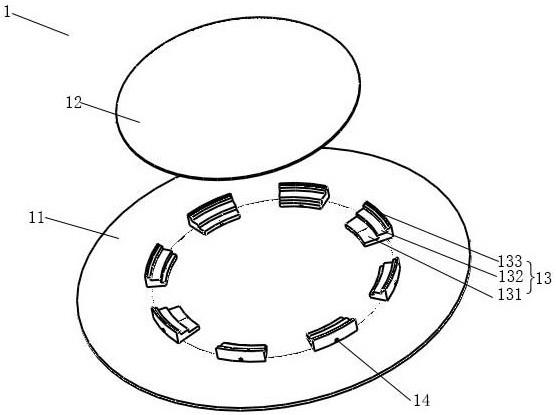
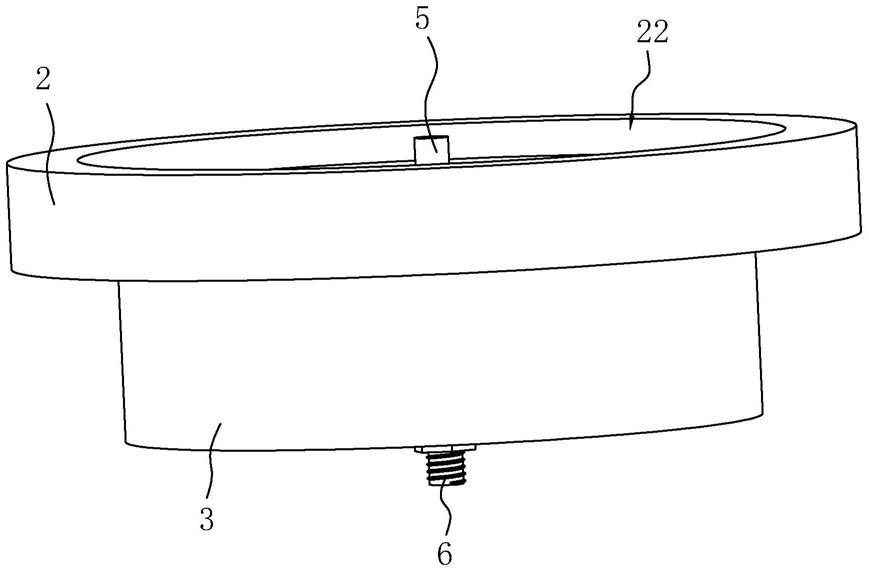
1.一种锂电池极片模具成型压铸系统,其特征在于,包括传送带(1)、以及用于驱动传送带(1)移动的驱动轮(2),所述传送带(1)上固定安装有若干压铸装置(3),所述压铸装置(3)包括相互匹配的下模具(33)和上模具(34),所述下模具(33)用于装入集流体(42)、以及铺设于集流体(42)上表面的浆料(43),所述上模具(34)用于挤压位于下模具(33)内的浆料(43)和集流体(42);所述压铸装置(3)沿传送带(1)移动的过程中,至少完成一个压铸循环,在所述压铸循环内,下模具(33)和上模具(34)在升温至烘干温度后开始降温,在降温过程中,所述上模具(34)持续向下模具(33)内的浆料(43)和集流体(42)施加压力直至锂电池极片成型。2.根据权利要求1所述的一种锂电池极片模具成型压铸系统,其特征在于,所述压铸循环依次包括装料状态、烘干状态、压铸状态和取料状态,其中:在所述装料状态下,下模具(33)内装入集流体(42),并在集流体(42)上倒入浆料(43);在所述烘干状态下,上模具(34)、下模具(33)升温至烘干温度;在所述压铸状态下,所述上模具(34)、下模具(33)的温度持续降低,且上模具(34)挤压下模具(33)内的集流体(42)和浆料(43);在所述取料状态下,卸除上模具(34)施加于锂电池极片上的压力,并从下模具(33)内取出锂电池极片;所述上模具(34)、下模具(33)在压铸状态下的温度低于上模具(34)、下模具(33)在烘干状态下的温度。3.根据权利要求2所述的一种锂电池极片模具成型压铸系统,其特征在于,所述压铸状态包括最终状态和至少一个预压状态,在所述最终状态下,上模具(34)向集流体(42)、浆料(43)施加最终压力,在所述预压状态下,上模具(34)向集流体(42)、浆料(43)施加中间压力,所述中间压力的压力值小于所述最终压力的压力值;在达到预压状态或者最终状态时,所述上模具(34)均保持当前压力一段时间。4.根据权利要求3所述的一种锂电池极片模具成型压铸系统,其特征在于,所述上模具(34)和下模具(33)的温度持续下降的过程中,当温度低于一个预设值时,所述上模具(34)施加于集流体(42)、浆料(43)上的压力增加至与所述预设值对应的中间压力或者最终压力。5.根据权利要求1所述的一种锂电池极片模具成型压铸系统,其特征在于,所述压铸装置(3)包括底座(31),所述底座(31)上设置有下模具(33)和支柱(32),所述支柱(32)上设置有固定平台(35),所述固定平台(35)上设置有驱动装置,所述驱动装置连接有上模具(34),所述驱动装置用于驱动所述上模具(34)挤压位于下模具(33)内的浆料(43)和集流体(42)。6.根据权利要求5所述的一种锂电池极片模具成型压铸系统,其特征在于,所述驱动装置包括电机(36),所述电机(36)的输出端经减速器(37)连接有升降螺杆(38),所述升降螺杆(38)上螺纹连接有移动平台(39),所述移动平台(39)的下表面通过连接杆(40)连接至上模具(34)。7.根据权利要求6所述的一种锂电池极片模具成型压铸系统,其特征在于,所述移动平台(39)上设置有导向孔,所述导向孔的内壁与支柱(2)的外壁相配合。8.根据权利要求5所述的一种锂电池极片模具成型压铸系统,其特征在于,所述压铸装置(3)还包括控制器(41),所述下模具(33)上设置有第一加热装置(331)和第一温度计,所
述上模具(34)上设置有第二加热装置(341)和第二温度计,所述控制器(41)通过控制第一加热装置(331)、第二加热装置(341)将所述下模具(33)、上模具(34)升温至烘干温度,控制器(41)通过第一温度计、第二温度计监测下模具(33)、上模具(34)的实时温度,并根据所述实时温度,通过控制驱动装置来调整上模具(34)施加在浆料(43)、集流体(42)上的压力。9.根据权利要求1~8中任一项所述的一种锂电池极片模具成型压铸系统,其特征在于,还包括冷却单元(4),所述冷却单元(4)用于降低温度已达到烘干温度的压铸装置(3)的温度。10.一种锂电池极片模具成型压铸工艺,其特征在于,采用权利要求1~9中任一项所述的压铸系统,所述工艺包括以下步骤:传送带带动各压铸装置(3)移动;在移动过程中,压铸装置(3)至少完成一个压铸循环,在所述压铸循环内,所述压铸装置(3)依次进入装料状态、烘干状态、压铸状态和取料状态;其中,在所述装料状态下,下模具(33)内装入集流体(42),并在集流体(42)上倒入浆料(43),在所述烘干状态下,上模具(34)、下模具(33)升温至烘干温度,在所述压铸状态下,所述上模具(34)、下模具(33)的温度持续降低,且上模具(34)挤压下模具(33)内的集流体(42)和浆料(43),在所述取料状态下,卸除上模具(34)施加于锂电池极片上的压力,并从下模具(33)内取出锂电池极片。
技术总结
一种锂电池极片模具成型压铸系统及压铸工艺,该系统包括传送带和驱动轮,传送带上固定安装有若干压铸装置,压铸装置包括相互匹配的下模具和上模具,下模具用于装入集流体和浆料,上模具用于挤压位于下模具内的浆料和集流体;压铸装置沿传送带移动的过程中,至少完成一个压铸循环,在压铸循环内,下模具和上模具在升温至烘干温度后开始降温,在降温过程中上模具持续浆料和集流体施加压力直至锂电池极片成型。本发明的压铸装置在传送带上移动的过程中,均独立完成至少一个压铸循环,在一个压铸循环内,上模具不持续向下模具内的物料施加压力,有效地防止集流体在受压过程中出现反弹,显著提高了压铸工序的压铸效果和质量。显著提高了压铸工序的压铸效果和质量。显著提高了压铸工序的压铸效果和质量。
技术研发人员:钱凤军 吴波 罗业富
受保护的技术使用者:四川无量智慧道桥科技有限公司
技术研发日:2021.07.12
技术公布日:2021/10/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。