1.本发明属于不锈钢穿孔技术领域,具体涉及一种不锈钢圆钢穿孔前加热用步进底式加热炉。
背景技术:
2.不锈钢的加热特性是在低温状态下导热系数相对较小,随着温度的升高导热系数会逐渐加大。而不锈钢圆钢穿孔温度在1200℃左右,此温度下的导热系数已远远大于常温下的导热系数,热传导速度要快了很多。正是不锈钢的这一特性,再结合步进炉的结构特点,步进炉应用到不锈钢圆钢穿孔前加热存在一定的技术难点,步进底式加热炉应用不锈钢圆钢穿孔前加热穿出来的管子(不锈钢无缝钢管)存在扭曲及壁厚不均匀等不良状况,所以目前不锈钢无缝管生产大多采用传统的斜底式加热炉。
技术实现要素:
3.本发明的目的在于提供一种不锈钢圆钢穿孔前加热用步进底式加热炉,本发明将步进底式加热炉应用到不锈钢无缝管生产线,实现加热设备自动化,减少人力资源投入。
4.为实现上述目的,本发明提供如下技术方案:
5.一种不锈钢圆钢穿孔前加热用步进底式加热炉,包括步进底式加热炉,其特征在于:所述步进底式加热炉沿工件3的行进方向依次为进料口、加热区和均热区,所述均热区的尾段设有出料槽4,所述均热区尾段的底部为步进底运行预留空隙5,所述步进底运行预留空隙5处设有水封槽6;所述步进底运行预留空隙5正上方的炉顶设有一排炉顶烧嘴2。
6.进一步地,所述步进底式加热炉一侧壁设有出料口,另一侧壁设有推料口,所述出料口和推料口位于出料槽4的两端;所述推料口外部设有出钢机7,所述出钢机7用于穿过推料口将工件3沿出料槽4从出料口推出。
7.进一步地,所述加热区左右两侧的炉壁上均设有若干侧壁烧嘴1。
8.进一步地,所述加热区左右两侧炉壁上的侧壁烧嘴1交错布置。
9.进一步地,所述均热区左右两侧的炉壁上均设有若干侧壁烧嘴1。
10.进一步地,所述均热区左右两侧炉壁上的侧壁烧嘴1交错布置。
11.进一步地,所述均热区两侧的炉壁上分别设有控温热电偶8和监控热电偶9,所述控温热电偶8和监控热电偶9均与一工控机连接,所述工控机与均热区的侧壁烧嘴1连接。
12.进一步地,所述控温热电偶8位于出料口一侧,所述监控热电偶9位于出钢机7一侧。
13.进一步地,所述控温热电偶8和监控热电偶9距离炉内工件3运行最高点位置的高程均为250mm。
14.与现有技术相比,本发明的有益效果如下:本发明对步进底式加热炉进行改造,通过温度控制调整,将其应用到不锈钢无缝管生产线,实现加热设备自动化,代替需要人工拨料的传统斜底式加热炉,在不锈钢领域实现穿孔加热设备的自动化,减少人力资源的投入。
附图说明
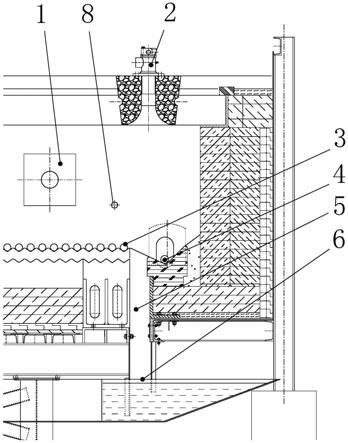
15.图1是不锈钢圆钢穿孔前加热用步进底式加热炉的侧面示意图。
16.图2是图1中的a部放大示意图。
17.图3是不锈钢圆钢穿孔前加热用步进底式加热炉的正面示意图。
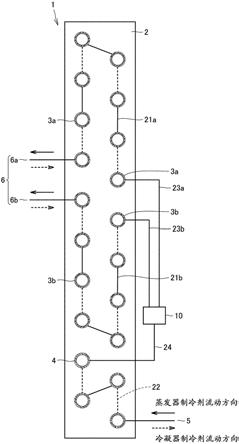
18.图4是不锈钢圆钢穿孔前加热用步进底式加热炉(尾部)的俯视示意图。
19.图中,1、侧壁烧嘴;2、炉顶烧嘴;3、工件(圆钢);4、出料槽;5、步进底运行预留空隙;6、水封槽;7、出钢机;8、控温热电偶;9、监控热电偶。
具体实施方式
20.下面将结合具体实施例对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.针对目前步进底式加热炉在加热不锈钢圆钢穿孔前加热中存在的缺陷,本公司通过研究步进底式加热炉的结构和不锈钢的加热特性(不锈钢的加热特性是在低温状态下导热系数相对较小,随着温度的升高导热系数会逐渐加大),分析了导致其缺陷的主要因素为:步进底式加热炉在出料槽4的下方设有水封装置(即水封槽6),水封装置内充满了循环冷却水,该处的水封装置与炉内空间是连通的,在水封装置水汽的作用下,水封装置上方部位的炉膛温度是降低的,而不锈钢在高温状态下的热传导速度又比较快,从而导致加热好的不锈钢圆钢在出料区域受水封装置的影响导致较大温降,使不锈钢圆钢芯表温差偏大,从而导致穿出来的无缝管存在扭曲及壁厚不均匀等质量缺陷。
22.针对上述问题分析,本公司对现有的步进底式加热炉进行改造出一种不锈钢圆钢穿孔前加热用步进底式加热炉,如图1、2、3、4所示,步进底式加热炉沿工件3的行进方向依次为进料口、加热区和均热区,所述均热区的尾段设有出料槽4,所述步进底式加热炉一侧壁设有出料口,另一侧壁设有推料口,所述出料口和推料口位于出料槽4的两端;所述推料口外部设有出钢机7,所述出钢机7用于穿过推料口将工件3沿出料槽4从出料口推出。所述均热区尾段的底部为步进底运行预留空隙5(步进底运行的最前位与初始位置之间的间距,步进底又称步进炉底),所述步进底运行预留空隙5处设有水封槽6。如图4所示,所述加热区和均热区的左右两侧的炉壁上均设有若干侧壁烧嘴1,两侧炉壁上的侧壁烧嘴1交错布置。所述步进底运行预留空隙5正上方的炉顶设有两个炉顶烧嘴2。
23.传统步进底式加热炉的常规加热工艺为每个控温的烧嘴集中受一个控温热电偶的控制,也就是出现温度高或低的情况下,整个分区内的烧嘴全部跟着调整。针对这一情况,本发明还采取以下改进措施:所述均热区两侧的炉壁上分别设有控温热电偶8和监控热电偶9,所述控温热电偶8位于出料口一侧,所述监控热电偶9位于出钢机7一侧,所述控温热电偶8和监控热电偶9距离炉内工件3运行最高点位置的高程均为250mm。。所述控温热电偶8和监控热电偶9均与一工控机连接,所述工控机与均热区的侧壁烧嘴1连接。所述工控机主要用于:显示控温热电偶8和监控热电偶9温度,比较控温热电偶8和监控热电偶9的温差,根据控温热电偶8的温度和所述温差分别独立的控制均热区的两侧的侧壁烧嘴1。
24.上述改进后的加热炉对不锈钢圆钢穿孔前的加热方法,包括以下步骤:
25.s100、点燃加热区的侧墙烧嘴1,将加热区的炉温升高到圆钢的穿孔温度1200℃,均热区侧墙烧嘴1处于关闭状态,均热区侧墙烧嘴1受控于控温热电偶8。
26.s200、点燃炉顶烧嘴2,调整炉顶烧嘴2火焰大小,直至控温热电偶8显示的温度低于穿孔温度50℃
‑
60℃,也就是显示温度为1140℃
‑
1150℃。
27.s300、调整均热区的温度:点燃均热区侧墙烧嘴1,使其处于大火燃烧状态(大火燃烧状态不得少于15秒),根据控温热电偶8显示的温度调整大火燃烧的大小,直至控温热电偶8显示的温度为穿孔温度1200℃,再锁定大火燃烧的大小。
28.s400、调整均热区温度的均匀性:根据控温热电偶8与监控热电偶9的温差,调整均热区两侧侧墙烧嘴1的火焰大小:当左侧温度高,则调小右侧侧墙烧嘴1;当左侧温度低,则调大右侧侧墙烧嘴1;最终使两支热电偶的温度趋于一致,即可投入到自动温控状态。
29.s500、自动温控状态:
30.当控温热电偶8与监控热电偶9的温度均达到穿孔温度1200℃时,炉顶烧嘴2仍然处于燃烧状态,同时均热区侧墙烧嘴1切换至小火燃烧状态,调整小火燃烧的大小至最小状态。此时要求侧墙烧嘴1小火状态及炉顶烧嘴2处于正常燃烧状态时的温度不能高于穿孔温度;
31.当控温热电偶8的显示温度低于穿孔温度3
‑
5℃时,重复步骤s300和s400。
32.大、小火为本领域的常用技术术语,当侧墙烧嘴1为单管结构时,阀门开度在20%以下是小火;当侧墙烧嘴1为双管结构时,主管火焰为大火,副管火焰为小火;其中小火主要用于引火作用,用于点燃大火,大火用于加热升温。
33.本方案的原理及效果:两个炉顶烧嘴2一直处于工作状态,可以防止因水封槽6水汽的产生对炉内圆钢的降温,使不锈钢圆钢芯表温度一至,从而可以防止穿出来的无缝管存在扭曲及壁厚不均匀等质量缺陷。均热区的温度控制是通过控温热电偶8控制侧壁烧嘴1大小火的切换燃烧来实现的。通过监控热电偶9和控温热电偶8的温差情况,调整侧墙烧嘴1大火燃烧的大小,强化对流传热效果,提高炉温的均匀性。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。