1.本发明涉及电学领域,尤其涉及电机定子的绝缘技术,具体而言是一种电机定子槽内的浸渍漆填充渗透状态的检查方法。
背景技术:
2.浸渍漆用于浸渍处理电机和电器线圈,填充绝缘系统中的间隙和微孔,并在被浸渍物表面形成连续漆膜,并使线圈粘结成一个结实的整体,有效提高绝缘系统的整体性、导热性、耐潮性、介电强度和机械强度。在电机生产中,为保证电枢绝缘性能符合标准,需要对电机定子槽内浸渍漆填充渗透状态进行检查确认,但是现有技术中没有一种探测方法可以清晰直观地检查电机定子的所有槽内的浸渍漆填充渗透状态。
技术实现要素:
3.本发明的目的在于提供一种电机定子槽内的浸渍漆填充渗透状态的检查方法,所述的这种电机定子槽内的浸渍漆填充渗透状态的检查方法要解决采用现有技术无法清晰直观地检查电机定子的所有槽内的浸渍漆填充渗透状态的技术问题。
4.本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法,包括对选定的样本电机定子进行切割的过程,所述的切割的过程包括以下步骤:步骤s10:对电机定子做切割标记,切割标记包括两个第一直线标记、圆标记线、第二直线标记,第一直线标记分别位于定子铁芯的两端部,圆标记线位于定子铁芯的端面且其圆心与端面中心重合,圆标记线将定子槽包围,第二直线标记位于定子铁芯的端面,第二直线标记沿径向设置;步骤s20:将电机定子两端端部绕组沿两个第一直线标记切除;步骤s30:将定子铁芯端面轭部沿圆标记线切割一圈;步骤s40:将切割后的剩余的定子铁芯和铜线沿第二直线标记向内切开;步骤s50:将定子进行展开,取出每个定子槽内的铜线和绝缘纸,然后用照明灯对铜线和定子槽内进行照射,观察定子槽内的浸渍漆填充渗透状态。
5.进一步的,所述圆标记线与定子槽底部之间在径向上的距离在0.2~1mm之间。
6.进一步的,步骤s30所述的切割采用线切割方法。
7.进一步的,所述照明灯为紫光灯。
8.本发明与现有技术相比,其效果是积极和明显的。本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法步骤量少,操作方便,将电机定子按照步骤切开再取出铜线和绝缘纸,然后就可以清晰直观地观察到电枢每个定子槽内的浸渍漆的填充渗透状态,从而可以对电枢的挂漆量和过程参数等有更好的把控,适合样件验证和量产质量监控。
附图说明
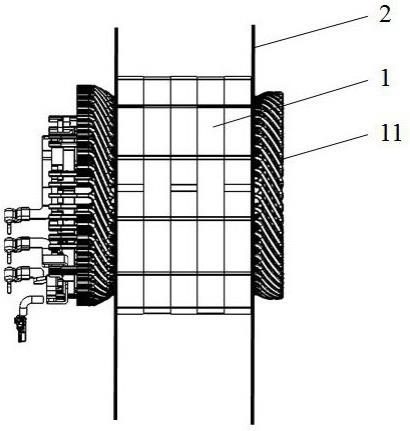
9.图1为本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法的第一步骤
示意图。
10.图2为本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法的第二步骤示意图。
11.图3为本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法的第三步骤示意图。
12.图4为本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法的第四步骤示意图。
具体实施方式
13.实施例1以下结合附图和实施例对本发明作进一步描述,但本发明并不限制于本实施例,凡是采用本发明的相似结构及其相似变化,均应列入本发明的保护范围。
14.如图1、图2、图3和图4所示,本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法,包括一个对选定的样本电机定子进行切割的过程,所述的切割的过程包括以下步骤:1、对电机定子做切割标记,切割标记包括两个第一直线标记2、圆标记线3、第二直线标记4,第一直线标记2分别位于定子铁芯1的两端部,圆标记线3位于定子铁芯1的端面且其圆心与端面中心重合,圆标记线3将定子槽6包围,第二直线标记4位于定子铁芯1的端面,第二直线标记4沿径向设置;2、将电机定子1两端端部绕组沿图1中的两个第一直线标记2切除,切至如图2所示,切去部分包括电枢连接线铁芯端部以上部分、定子铁芯1花冠端以上部分;3、将定子铁芯1端面轭部沿图2中的圆标记线3切割一圈,切去部分包括定子铁芯1外圈部分,切割半径与定子槽6底部保留0.2~1mm,以保证切割后的电枢绕组铜线完整性;4、将切割后的剩余的定子铁芯1和铜线5沿图3中的第二直线标记4向内切开;5、按图3中箭头方向将定子进行展开,展开后如图4所示,取出每个定子槽6内的铜线5和绝缘纸7,然后用照明灯对铜线5和定子槽6内进行照射,即可观察定子槽6内的浸渍漆填充渗透状态。
15.进一步的,所述圆标记线3与定子槽6底部之间在径向上的距离在0.2~1mm之间。
16.进一步的,步骤3所述的切割采用线切割方法。
17.进一步的,所述照明灯采用紫光灯。
18.具体的,本实施例中的线切割方法、紫光灯等均采用现有技术中的公知方案,本领域技术人员均已了解,在此不再赘述。
19.本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法步骤量少,操作方便,将电机定子按照步骤切开再取出铜线5和绝缘纸7,然后就可以清晰直观地观察到电枢每个定子槽6内的浸渍漆的填充渗透状态,从而可以对电枢的挂漆量和过程参数等有更好的把控,适合样件验证和量产质量监控。
技术特征:
1.一种电机定子槽内的浸渍漆填充渗透状态的检查方法,包括一个对选定的样本电机定子进行切割的过程,其特征在于,所述的切割的过程包括以下步骤:步骤s10:对电机定子做切割标记,切割标记包括两个第一直线标记、圆标记线、第二直线标记,第一直线标记分别位于定子铁芯的两端部,圆标记线位于定子铁芯的端面且其圆心与端面中心重合,圆标记线将定子槽包围,第二直线标记位于定子铁芯的端面,第二直线标记沿径向设置;步骤s20:将电机定子两端端部绕组沿两个第一直线标记切除;步骤s30:将定子铁芯端面轭部沿圆标记线切割一圈;步骤s40:将切割后的剩余的定子铁芯和铜线沿第二直线标记向内切开;步骤s50:将定子展开,取出每个定子槽内的铜线和绝缘纸,然后用照明灯对铜线和定子槽内进行照射,观察定子槽内的浸渍漆填充渗透状态。2.根据权利要求1所述的一种电机定子槽内的浸渍漆填充渗透状态的检查方法,其特征在于,所述圆标记线与定子槽底部之间在径向上的距离在0.2~1mm之间。3.根据权利要求1所述的一种电机定子槽内的浸渍漆填充渗透状态的检查方法,其特征在于,步骤s30所述的切割采用线切割方法。4.根据权利要求1所述的一种电机定子槽内的浸渍漆填充渗透状态的检查方法,其特征在于,所述照明灯为紫光灯。
技术总结
一种电机定子槽内的浸渍漆填充渗透状态的检查方法,包括以下步骤:步骤S10:对电机定子做切割标记,步骤S20:将电机定子两端端部绕组沿两个第一直线标记切除;步骤S30:将定子铁芯端面轭部沿圆标记线切割一圈;步骤S40:将切割后的剩余的定子铁芯和铜线沿第二直线标记向内切开;步骤S50:将定子进行展开,取出每个定子槽内的铜线和绝缘纸,然后用照明灯对铜线和定子槽内进行照射,观察定子槽内的浸渍漆填充渗透状态。本发明的一种电机定子槽内的浸渍漆填充渗透状态的检查方法步骤量少,操作方便,将电机定子按照步骤切开就可以清晰直观地观察到每个定子槽内的填充渗透状态,从而可以对电枢的挂漆量和过程参数等有更好的把控。对电枢的挂漆量和过程参数等有更好的把控。对电枢的挂漆量和过程参数等有更好的把控。
技术研发人员:魏雄强 柯凯 任志杰 徐锋
受保护的技术使用者:华域汽车电动系统(上海)有限公司
技术研发日:2021.07.30
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。