1.本发明涉及建筑材料生产技术领域,具体为一种烧结砖码烧交错编组系统及其码烧工艺。
背景技术:
2.近年来,烧结砖行业以及基本实现机械化生产,一次码烧具备用工少,节约能源等优点,但是,随着空心砖的普及和烧结墙板问世,传统的一次码烧系统难以满足这些产品的要求,砖坯烧结之前容易发生变形,通过二次码烧系统可以有效解决烧结砖质量不足的问题。
3.一次码烧工艺和二次码烧工艺各有优势,然而目前的码烧系统难以实现切换一次码烧和二次码烧的自由切换,适用范围有限,灵活程度不足,一次码烧系统向二次码烧系统改造使需要对旧窑进行改造,耗资巨大,现有的码烧系统码放和编组作业较为较为复杂。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种烧结砖码烧交错编组系统及其码烧工艺,解决了码烧系统灵活度不足的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种烧结砖码烧交错编组系统及其码烧工艺,所述码烧交错编组系统包括:
8.烘干装置,所述烘干装置用来对砖块进行干燥;
9.烧结装置,所述烧结装置设置在烘干装置的前侧,所述烧结装置用来对砖坯进行烧结;
10.第一运输设备,所述第一运输设备设置在烘干装置的左侧;
11.第二运输设备,所述第二运输设备设置在烘干装置的右侧;
12.上下架码坯机,所述第一运输设备和第二运输设备的前后两端均设置有上下架码坯机;
13.布坯机构,所述布坯机构设置在第一运输设备的前端左侧;
14.切坯机构,所述切坯机构设置在布坯机构的左侧;
15.出条机构,所述出条机构设置在切坯机构的后侧;
16.码垛机器人,所述布坯机构的右部前侧和第二运输设备的左侧均设置有码垛机器人且第二运输设备左侧的码垛机器人设置在烘干装置右侧的两个上下架码坯机之间;
17.第一窑车,所述第一窑车设置在第一运输设备的前端右侧;
18.托架,所述托架用于承载砖坯;
19.第二窑车,所述第二窑车用于对一次码烧中的砖坯进行运输;
20.第三窑车,所述第三窑车用于对二次码烧中的砖坯进行运输;
21.摆渡车,所述切坯机构的左侧、第二运输设备前端的上下架码坯机和烘干装置之间和第二运输设备的右侧均设置有摆渡车。
22.优选的,所述上下架码坯机包括行走机构、提升机构和第一抓手,所述行走机构内部设置有提升机构,所述提升机构底端设置有第一抓手,所述烘干装置左侧的两个第一抓手均位于第一运输设备的上方,所述烘干装置右侧的两个第一抓手均位于第二运输设备的上方。
23.优选的,所述第一运输设备前端的第一抓手内侧均匀设置有若干个第二抓手。
24.优选的,所述第一窑车顶部设置有若干个托架。
25.优选的,所述托架包括托板、支撑腿和限位角钢,所述托板左右两侧的前后两端均固定连接有支撑腿,所述支撑腿顶部固定连接有限位角钢且四个限位角钢的内侧中部均固定连接在托板的外侧。
26.优选的,所述第二窑车设置在烘干装置左侧码垛机器人的前侧。
27.优选的,所述第三窑车设置在烘干装置右侧的两个上下架码坯机之间且第三窑车设置在烘干装置右侧码垛机器人的后侧。
28.优选的,一种烧结砖码烧交错编组系统的码烧工艺,包括以下步骤:
29.a.二次码烧工艺
30.s1.首先承载着托架的第一窑车向切坯机构左侧的摆渡车移动,第一窑车行进至第一运输设备右端时卸下托架,切坯机构对出条机构挤出的泥条进行切坯,并将所切砖坯向布坯机构传输,布坯机构将砖坯排布至自身上表面,并将砖坯向右传输,同时摆渡车携带第一窑车向前移动至第一运输设备后端上下架码坯机的左侧;
31.s2.之后摆渡车卸下第一窑车,第一窑车向第一运输设备的右侧移动,同时第一运输设备后端的上下架码坯机通过行走机构将提升机构和第一抓手右移至托架正上方,提升机构下放第一抓手,第一抓手抓起第一运输设备右端最上层托架的托板,再通过提升机构和行走机构将该托架左移至第一运输设备的后端顶部,随后第一抓手释放托架,之后第一运输设备将托架向前运输至第一运输设备的中部,同时第一运输设备后端的上下架码坯机将此时第一运输设备右端最上层的托架移动到第一运输设备的后端,烘干装置左侧的码垛机器人将布坯机构表面的砖坯码至第一运输设备中部的托架表面;
32.s3.第一运输设备将码满砖坯的托架运输至第一运输设备的前端,同时第一运输设备后端的托架移动至第一运输设备的中部,此时第一窑车移动至第一运输设备的右侧前端,第一运输设备前端的上下架码坯机通过第一抓手配合行走机构和提升机构将第一运输设备前端的托架的托板抓起,并将托架放置在第一窑车的表面,托架移动过程中,第二抓手对砖坯进行编组,同时,第一运输设备后端的上下架码坯机继续将第一运输设备右端的托架向第一运输设备后端顶部移动,烘干装置左侧的码垛机器人继续对将布坯机构避免的砖坯码至第一运输设备中部的托架表面,之后第一运输设备后端的上下架码坯机和烘干装置左侧的码垛机器人以上述工作方式持续作业,直到所有托架均满载砖坯为止,第一运输设备前端的上下架码坯机持续将移动到第一运输设备前端的托架放置在第一窑车承载的最上层的托架的上表面,直到满载砖坯的托架均被运输至第一窑车上方为止;
33.s4.第一窑车移动至烘干装置的内部,对砖坯进行烘干,砖坯烘干后,第一窑车离开烘干装置,通过第二运输设备前端的上下架码坯机与烘干装置之间的摆渡车将第一窑车
移动至第二运输设备前端上下架码坯机的左侧,第一窑车向右移动,移动过程中,第一窑车在第二运输设备的左端将托架卸下,之后第一窑车向第二运输设备右侧的摆渡车移动,第二运输设备右侧的摆渡车将第一窑车运输至第二运输设备前端上下架码坯机的右侧,第一窑车向第二运输设备的后端左侧移动;
34.s5.第二运输设备前端的上下架码坯机将第二运输设备左侧最上层的托架移动至第二运输设备的前端顶部,之后第二运输设备将该托架运输至第二运输设备的中部,烘干装置右侧的码垛机器人将该托架表面的砖坯码至第三窑车表面,同时,第一运输设备前端的上下架码坯机将此时第二运输设备左侧最上层的托架放置在第二运输设备的前端;
35.s6.第二运输设备中部的托架表面清空后,第二运输设备将清空的托架运输至第二运输设备的后端,此时第一窑车移动至第二运输设备的左端,第二运输设备后端的上下架码坯机将第二运输设备后端的托架放置在第一窑车的表面,同时第二运输设备前端的托架移动至第二运输设备的中部,烘干装置右侧的码垛机器人再次将第二运输设备中部托架表面的砖坯码至第三窑车承载的砖坯的上表面,并且第二运输设备前端的上下架码坯机再次将此时第二运输设备左侧最上层的托架放置在第二运输设备的前端,之后烘干装置右侧的码垛机器人和第二运输设备前端的上下架码坯机以上述工作方式持续作业,直到所有托架表面的砖坯均被清空为止,第二运输设备后端的上下架码坯机持续将移动到第二运输设备后端的托架放置在第一窑车承载的最上层的托架的上表面,直到所有托架均被运输至第一窑车上方为止;
36.s7.第一窑车向左移动,为下一批砖坯提供托架,满载砖坯的第三窑车向左移动,通过第二运输设备前端的上下架码坯机与烘干装置之间的摆渡车将满载砖坯的第三窑车移动至烧结装置的右侧,第三窑车脱离摆渡车并移动至烧结装置的内部对砖坯进行烧结,砖坯烧结成型后,第三窑车离开烧结装置,将成砖卸下,之后第三窑车先通过切坯机构左侧的摆渡车向前改道,之后第三窑车离开该摆渡车并向后移动至第二运输设备右侧的摆渡车上方,第二运输设备右侧的摆渡车将第三窑车移动至第二运输设备的后端右侧,之后第三窑车向左移动,回到初始位置;
37.b.一次码烧工艺
38.s1.首先切坯机构对出条机构挤出的泥条进行切坯,并将所切砖坯向布坯机构传输,布坯机构将砖坯排布至自身上表面,并将砖坯向右传输;
39.s2.烘干装置左侧的码垛机器人将布坯机构表面的砖坯码至第二窑车上方,第二窑车向左移动,通过切坯机构左侧的摆渡车将第二窑车运输至第一运输设备前端上下架码坯机的左侧,第二窑车离开摆渡车并向右移动,进入烘干装置,对砖坯进行烘干;
40.s3.烘干后,第二窑车离开烘干装置,通过第二运输设备前端的上下架码坯机与烘干装置之间的摆渡车将第二窑车移动至烧结装置的右侧,第二窑车离开摆渡车并移动至烧结装置的内部对砖坯进行烧结,砖坯烧结成型后,第二窑车离开烧结装置,将成砖卸下,之后第二窑车先通过切坯机构左侧的摆渡车移动至第一运输设备的中部左侧,第二窑车脱离摆渡车向右移动,回到初始位置。
41.(三)有益效果
42.本发明提供了一种烧结砖码烧交错编组系统及其码烧工艺。具备以下有益效果:
43.1、本发明二次码烧系统中第一窑车配合摆渡车从第一运输设备前端移动至第一
运输设备后端,之后第一窑车经过烘干装置,在通过摆渡车从第二运输设备的后端移动到第二运输设备的前端,之后第一窑车左移复位,期间第一窑车对满载砖坯的托架和清空的托架进行运输,使砖坯烘干,托架复位,第二窑车配合摆渡车经过烧结装置后回到初始位置,期间第二窑车配合烧结装置使砖坯烧结成型,一次码烧系统中第三窑车配合摆渡车携带砖坯依次经过烘干装置和烧结装置并复位,实现砖坯的烘干和烧结,经过出条、切坯和布匹产生的砖坯通过码垛机器人向托架或第三窑车移动,从而对砖坯进行一次码烧或二次码烧,通过码垛机器人、第一运输装置、第二运输设备和上下架码坯机配合第一窑车、第二窑车和第三窑车的循环路线配合实现一次码烧和二次码烧的自由切换,系统灵活度高,适用性强。
44.2、本发明通过码垛机器人将砖坯码至托架表面,再由上下架码坯机将托架放置在第一窑车表面,托架的限位角钢和另一托架的支撑腿的配合,使托架可以层层累放,既避免下层砖坯受上层砖坯挤压变形,又改善了各层砖坯的空气流通状况,通常一次码烧的砖窑使用二次码烧工艺时需要对砖窑进行改造,本系统通过一次码烧的设备配合托架即可实现砖坯的二次码烧,降低了旧窑改造所需的开支。
45.3、本发明通过上下架码坯机的第一抓手配合第二抓手,完成上下架工作的同时,对托架表面的砖坯进行编组,方便码垛机器人对烘干后的砖坯进行码放,无需二次编组,码放和编组工序简单,提高二次码烧工作效率,值得大力推广。
附图说明
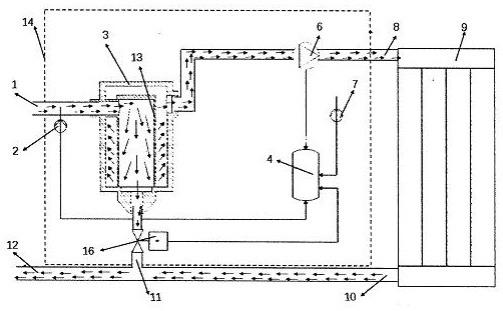
46.图1为本发明的立体图;
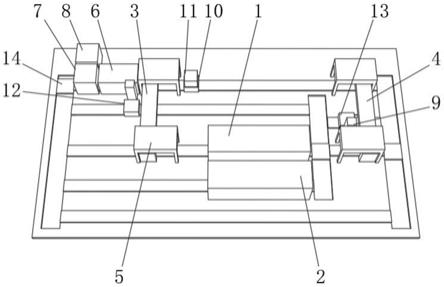
47.图2为本发明的上下架码坯机立体图;
48.图3为本发明的托架立体图。
49.其中,1、烘干装置;2、烧结装置;3、第一运输设备;4、第二运输设备;5、上下架码坯机;6、布坯机构;7、切坯机构;8、出条机构;9、码垛机器人;10、第一窑车;11、托架;12、第二窑车;13、第三窑车;14、摆渡车;15、行走机构;16、提升机构;17、第一抓手;18、第二抓手;19、托板;20、支撑腿;21、限位角钢。
具体实施方式
50.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.实施例一:
52.如图1
‑
3所示,本发明实施例提供一种烧结砖码烧交错编组系统及其码烧工艺,码烧交错编组系统包括:
53.烘干装置1,烘干装置1用来对砖块进行干燥;
54.烧结装置2,烧结装置2设置在烘干装置1的前侧,烧结装置2用来对砖坯进行烧结;
55.第一运输设备3,第一运输设备3设置在烘干装置1的左侧;
56.第二运输设备4,第二运输设备4设置在烘干装置1的右侧;
57.上下架码坯机5,第一运输设备3和第二运输设备4的前后两端均设置有上下架码坯机5,二次码烧过程中,第一运输设备3配合上下架码坯机5和码垛机器人9运输托架11并填充砖坯,二次码烧过程中,第二运输设备4配合上下架码坯机5和码垛机器人9运输托架11并将托架11清空;
58.布坯机构6,布坯机构6设置在第一运输设备3的前端左侧,布坯机构6用来对砖坯进行排布;
59.切坯机构7,切坯机构7设置在布坯机构6的左侧,切坯机构7用来对泥条进行切割;
60.出条机构8,出条机构8设置在切坯机构7的后侧,出条机构8用来挤出泥条,并将泥条向前运输;
61.码垛机器人9,布坯机构6的右部前侧和第二运输设备4的左侧均设置有码垛机器人9且第二运输设备4左侧的码垛机器人9设置在烘干装置1右侧的两个上下架码坯机5之间;
62.第一窑车10,第一窑车10设置在第一运输设备3的前端右侧,第一窑车10用于运输托架11;
63.托架11,托架11用于承载砖坯;
64.第二窑车12,第二窑车12用于对一次码烧中的砖坯进行运输;
65.第三窑车13,第三窑车13用于对二次码烧中的砖坯进行运输;
66.摆渡车14,切坯机构7的左侧、第二运输设备4前端的上下架码坯机5和烘干装置1之间和第二运输设备4的右侧均设置有摆渡车14,第一窑车10、第二窑车12和第三窑车13配合摆渡车14实现三个工作路线的循环往复运动,码垛机器人9、第一运输设备3、第二运输设备4和上下架码坯机5配合第一窑车10、第二窑车12和第三窑车13,实现一次码烧和二次码烧的自由切换,系统的灵活度较高。
67.上下架码坯机5包括行走机构15、提升机构16和第一抓手17,行走机构15内部设置有提升机构16,提升机构16底端设置有第一抓手17,烘干装置1左侧的两个第一抓手17均位于第一运输设备3的上方,烘干装置1右侧的两个第一抓手17均位于第二运输设备4的上方,行走机构15对提升机构16和第一抓手17进行运输,第一运输设备3和第二运输设备4对托架11进行运输,第一运输设备3和第二运输设备4的运输方向均与行走机构15垂直。
68.第一运输设备3前端的第一抓手17内侧均匀设置有若干个第二抓手18,第一抓手17配合第二抓手18,完成上下架工作的同时,对托架11表面的砖坯进行编组,方便码垛机器人9对烘干后的砖坯进行码放,提高二次码烧工作效率。
69.第一窑车10顶部设置有若干个托架11。
70.托架11包括托板19、支撑腿20和限位角钢21,托板19左右两侧的前后两端均固定连接有支撑腿20,支撑腿20顶部固定连接有限位角钢21且四个限位角钢21的内侧中部均固定连接在托板19的外侧,托架11的限位角钢21和另一托架11的支撑腿20的配合,使托架11可以层层累放,既避免下层砖坯受上层砖坯挤压变形,减轻了旧窑改造所需的开支。
71.第二窑车12设置在烘干装置1左侧码垛机器人9的前侧。
72.第三窑车13设置在烘干装置1右侧的两个上下架码坯机5之间且第三窑车13设置在烘干装置1右侧码垛机器人9的后侧。
73.实施例二:
74.本发明实施例提供一种烧结砖码烧交错编组系统的码烧工艺,包括以下步骤:
75.二次码烧工艺:
76.s1.首先承载着托架11的第一窑车10向切坯机构7左侧的摆渡车14移动,第一窑车10行进至第一运输设备3右端时卸下托架11,切坯机构7对出条机构8挤出的泥条进行切坯,并将所切砖坯向布坯机构6传输,布坯机构6将砖坯排布至自身上表面,并将砖坯向右传输,同时摆渡车14携带第一窑车10向前移动至第一运输设备3后端上下架码坯机5的左侧;
77.s2.之后摆渡车14卸下第一窑车10,第一窑车10向第一运输设备3的右侧移动,同时第一运输设备3后端的上下架码坯机5通过行走机构15将提升机构16和第一抓手17右移至托架11正上方,提升机构16下放第一抓手17,第一抓手17抓起第一运输设备3右端最上层托架11的托板19,再通过提升机构16和行走机构15将该托架11左移至第一运输设备3的后端顶部,随后第一抓手17释放托架11,之后第一运输设备3将托架11向前运输至第一运输设备3的中部,同时第一运输设备3后端的上下架码坯机5将此时第一运输设备3右端最上层的托架11移动到第一运输设备3的后端,烘干装置1左侧的码垛机器人9将布坯机构6表面的砖坯码至第一运输设备3中部的托架11表面;
78.s3.第一运输设备3将码满砖坯的托架11运输至第一运输设备3的前端,同时第一运输设备3后端的托架11移动至第一运输设备3的中部,此时第一窑车10移动至第一运输设备3的右侧前端,第一运输设备3前端的上下架码坯机5通过第一抓手17配合行走机构15和提升机构16将第一运输设备3前端的托架11的托板19抓起,并将托架11放置在第一窑车10的表面,托架11移动过程中,第二抓手18对砖坯进行编组,同时,第一运输设备3后端的上下架码坯机5继续将第一运输设备3右端的托架11向第一运输设备3后端顶部移动,烘干装置1左侧的码垛机器人9继续对将布坯机构6避免的砖坯码至第一运输设备3中部的托架11表面,之后第一运输设备3后端的上下架码坯机5和烘干装置1左侧的码垛机器人9以上述工作方式持续作业,直到所有托架11均满载砖坯为止,第一运输设备3前端的上下架码坯机5持续将移动到第一运输设备3前端的托架11放置在第一窑车10承载的最上层的托架11的上表面,直到满载砖坯的托架11均被运输至第一窑车10上方为止;
79.s4.第一窑车10移动至烘干装置1的内部,对砖坯进行烘干,砖坯烘干后,第一窑车10离开烘干装置1,通过第二运输设备4前端的上下架码坯机5与烘干装置1之间的摆渡车14将第一窑车10移动至第二运输设备4前端上下架码坯机5的左侧,第一窑车10向右移动,移动过程中,第一窑车10在第二运输设备4的左端将托架11卸下,之后第一窑车10向第二运输设备4右侧的摆渡车14移动,第二运输设备4右侧的摆渡车14将第一窑车10运输至第二运输设备4前端上下架码坯机5的右侧,第一窑车10向第二运输设备4的后端左侧移动;
80.s5.第二运输设备4前端的上下架码坯机5将第二运输设备4左侧最上层的托架11移动至第二运输设备4的前端顶部,之后第二运输设备4将该托架11运输至第二运输设备4的中部,烘干装置1右侧的码垛机器人9将该托架11表面的砖坯码至第三窑车13表面,同时,第一运输设备3前端的上下架码坯机5将此时第二运输设备4左侧最上层的托架11放置在第二运输设备4的前端;
81.s6.第二运输设备4中部的托架11表面清空后,第二运输设备4将清空的托架11运输至第二运输设备4的后端,此时第一窑车10移动至第二运输设备4的左端,第二运输设备4后端的上下架码坯机5将第二运输设备4后端的托架11放置在第一窑车10的表面,同时第二
运输设备4前端的托架11移动至第二运输设备4的中部,烘干装置1右侧的码垛机器人9再次将第二运输设备4中部托架11表面的砖坯码至第三窑车13承载的砖坯的上表面,并且第二运输设备4前端的上下架码坯机5再次将此时第二运输设备4左侧最上层的托架11放置在第二运输设备4的前端,之后烘干装置1右侧的码垛机器人9和第二运输设备4前端的上下架码坯机5以上述工作方式持续作业,直到所有托架11表面的砖坯均被清空为止,第二运输设备4后端的上下架码坯机5持续将移动到第二运输设备4后端的托架11放置在第一窑车10承载的最上层的托架11的上表面,直到所有托架11均被运输至第一窑车10上方为止;
82.s7.第一窑车10向左移动,为下一批砖坯提供托架11,满载砖坯的第三窑车13向左移动,通过第二运输设备4前端的上下架码坯机5与烘干装置1之间的摆渡车14将满载砖坯的第三窑车13移动至烧结装置2的右侧,第三窑车13脱离摆渡车14并移动至烧结装置2的内部对砖坯进行烧结,砖坯烧结成型后,第三窑车13离开烧结装置2,将成砖卸下,之后第三窑车13先通过切坯机构7左侧的摆渡车14向前改道,之后第三窑车13离开该摆渡车14并向后移动至第二运输设备4右侧的摆渡车14上方,第二运输设备4右侧的摆渡车14将第三窑车13移动至第二运输设备4的后端右侧,之后第三窑车13向左移动,回到初始位置,实现砖坯的二次码烧。
83.实施例三:
84.本发明实施例提供一种烧结砖码烧交错编组系统的码烧工艺,包括以下步骤:
85.二次码烧工艺:
86.s1.首先切坯机构7对出条机构8挤出的泥条进行切坯,并将所切砖坯向布坯机构6传输,布坯机构6将砖坯排布至自身上表面,并将砖坯向右传输;
87.s2.烘干装置1左侧的码垛机器人9将布坯机构6表面的砖坯码至第二窑车12上方,第二窑车12向左移动,通过切坯机构7左侧的摆渡车14将第二窑车12运输至第一运输设备3前端上下架码坯机5的左侧,第二窑车12离开摆渡车14并向右移动,进入烘干装置1,对砖坯进行烘干;
88.s3.烘干后,第二窑车12离开烘干装置1,通过第二运输设备4前端的上下架码坯机5与烘干装置1之间的摆渡车14将第二窑车12移动至烧结装置2的右侧,第二窑车12离开摆渡车14并移动至烧结装置2的内部对砖坯进行烧结,砖坯烧结成型后,第二窑车12离开烧结装置2,将成砖卸下,之后第二窑车12先通过切坯机构7左侧的摆渡车14移动至第一运输设备3的中部左侧,第二窑车12脱离摆渡车14向右移动,回到初始位置,实现砖坯的一次码烧。
89.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。