1.本发明涉及概率损伤容限评估技术领域,尤其涉及一种符合适航要求的孔特征表面缺陷分布曲线建立方法。
背景技术:
2.航空发动机的安全性关乎公众安全。航空发动机的关键转子和主要静子部件称为“寿命限制件”,这些部件的失效会导致严重飞行事故的发生。在加工及使用维护过程中,不可避免地会在寿命限制件上引入小概率缺陷,这会对航空发动机的安全性带来极大的威胁,因此,必须通过执行一系列的寿命管理行为来满足寿命限制件的完整性要求。
3.美国适航规章far
‑
33第33.70条款提出了一套加强的寿命管理流程,其中要求对寿命限制件的孔特征进行概率损伤容限评估,对设计活动加以约束或强制要求,实现寿命限制件的设计安全性。这同样也是我国适航规章ccar33r2版第33.70条的要求。该评估流程将加工过程引入的表面缺陷视作表面裂纹,以线弹性断裂力学为基础,以应力强度因子作为裂纹应力集中的表征量,并结合缺陷、载荷、无损检测等随机因素,处理寿命限制件在带初始裂纹体的条件下低循环疲劳失效问题,计算寿命限制件的失效风险,评估安全性。该评估流程的重要输入是孔特征加工过程中引入的表面缺陷分布曲线。表面缺陷分布曲线为表面缺陷尺寸与缺陷出现超越数的对应关系,由统计出的离散的缺陷数据经过一定的数据处理而得到。缺陷分布曲线反映了孔特征加工过程引入缺陷的概率,是孔特征加工水平的反映。目前,美国统计出21世纪初孔特征的缺陷分布曲线,该曲线不符合我国国情,且建立方法暂无说明,并且,我国对于孔特征表面缺陷分布曲线的建立研究暂为空白,因此,表面概率损伤容限评估缺少关键的输入数据,也严重制约了我国航空发动机的适航取证。
4.为了建立适合我国发动机孔特征的表面缺陷分布曲线,完成表面概率损伤容限评估,支撑我国航空发动机的适航取证,需要形成一种满足适航要求的孔特征表面缺陷分布曲线的建立方法。
技术实现要素:
5.有鉴于此,本发明提供了一种符合适航要求的孔特征表面缺陷分布曲线建立方法,用以获取表面概率损伤容限评估的重要输入数据。
6.本发明提供的一种符合适航要求的孔特征表面缺陷分布曲线建立方法,包括如下步骤:
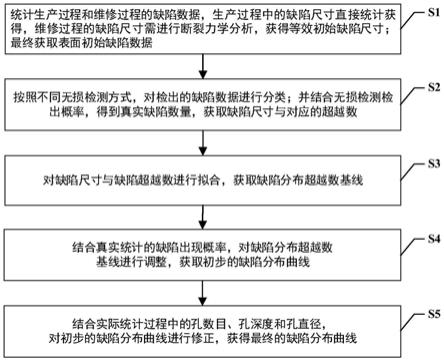
7.s1:利用无损检测方式对航空发动机中的孔特征表面进行检测,统计生产过程和维修过程中的缺陷,并测量缺陷长度l0和缺陷深度h0,将作为缺陷尺寸;生产过程中的初始缺陷尺寸为生产过程中统计、测量所得的缺陷尺寸;根据维修过程中统计、测量的缺陷尺寸,基于断裂力学分析,消除缺陷在使用过程中的扩展量,得到维修过程中的初始缺陷尺寸;
8.s2:按照不同的无损检测方式,对生产过程和维修过程中的初始缺陷尺寸进行分类,并结合无损检测的检出概率,得到真实缺陷总数量,获取初始缺陷尺寸下对应的超越数;
9.s3:对所述初始缺陷尺寸和对应的超越数进行拟合,获取缺陷分布超越数基线;
10.s4:结合实际统计过程中的缺陷出现概率,对所述缺陷分布超越数基线进行调整,获得初步的缺陷分布曲线;
11.s5:结合实际统计过程中的孔数目、孔深度和孔直径,对初步的缺陷分布曲线进行修正,获得最终的缺陷分布曲线。
12.在一种可能的实现方式中,在本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法中,步骤s1中,根据维修过程中统计、测量的缺陷尺寸,基于断裂力学分析,消除缺陷在使用过程中的扩展量,得到维修过程中的初始缺陷尺寸,具体包括:
13.将维修过程中统计的缺陷等效为半圆形片状裂纹,将维修过程中测量的缺陷尺寸等效为半圆形片状裂纹的半径;
14.假设半圆形片状裂纹满足paris裂纹扩展公式:
[0015][0016]
其中,h表示经历多次飞行循环后扩展的半圆形片状裂纹的半径,n表示飞行循环数,n表示裂纹扩展过程paris公式中的指数,c表示裂纹扩展过程paris公式中的常数,δk表示裂纹应力强度因子差值,表达式为:
[0017]
δk=k
max
‑
k
min
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0018]
其中,k
min
=0,则:
[0019][0020]
其中,v表示含有半圆形片状裂纹的体结构的长度,t表示含有半圆形片状裂纹的体结构的宽度;g表示形状因子函数,与半圆形片状裂纹尺寸和含有半圆形片状裂纹的体结构尺寸相关;σ表示应力分布;
[0021]
结合paris裂纹扩展公式(1)与裂纹应力强度因子差值计算公式(3),得到维修过程中的初始缺陷尺寸h
o
,即等效初始缺陷:
[0022][0023]
在一种可能的实现方式中,在本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法中,步骤s2,具体包括:
[0024]
以无损检测方式为分类标准,将生产过程和维修过程中的初始缺陷尺寸分为目视检测与荧光检测两类;目视检测的初始缺陷尺寸为a
i
,i=1,2,3,...l,l表示目视检测方式检出的缺陷数量;荧光检测的初始缺陷尺寸为a
i
,i=l 1,l 2,l 3,...m,m
‑
l表示荧光检测方式检出的缺陷数量,m表示缺陷统计总个数;
[0025]
结合目视检测和荧光检测的检出概率,获得不同初始缺陷尺寸a
i
对应的真实缺陷数量:
[0026][0027][0028]
其中,p
det1
(a
i
)表示初始缺陷尺寸为a
i
时目视检测方式的检出概率,p
det2
(a
i
)表示初始缺陷尺寸为a
i
时荧光检测方式的检出概率;
[0029]
真实缺陷总数量为:
[0030][0031]
建立缺陷超越数方程:
[0032]
f
s
(a
i
)=n
all
·
p{s≥a
i
}
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)
[0033]
其中,f
s
(a
i
)表示初始缺陷尺寸a
i
下对应的超越数,为超过初始缺陷尺寸a
i
的缺陷数量;p{s≥a
i
}表示s≥a
i
事件发生的概率,s为a
i
,i=1,2,3,...m中的任意一个。
[0034]
在一种可能的实现方式中,在本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法中,步骤s3,具体包括:
[0035]
对离散的初始缺陷尺寸a
i
和对应的超越数f
s
(a
i
)进行对数拟合,对数拟合下的超越数方程为:
[0036]
f
log
(a
i
)=exp[ω ξlog(a
i
)]
ꢀꢀꢀꢀꢀꢀꢀꢀ
(9)
[0037]
对离散的初始缺陷尺寸a
i
和对应的超越数f
s
(a
i
)进行weibull拟合,weibull拟合下的超越数方程为:
[0038][0039]
其中,ω和ξ为对数分布中的拟合系数,ω表示对数缺陷分布曲线截距,ξ表示对数缺陷分布曲线斜率;λ和κ为weibull分布中的拟合系数,λ为尺寸参数,κ为形状参数;获得连续的初始缺陷尺寸a下对应的缺陷分布超越数基线:
[0040]
f
log
(a)=exp[ω ξlog(a)]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(11)
[0041][0042]
其中,f
log
(a)表示对数拟合下的缺陷分布超越数基线,f
weibull
(a)表示weibull拟合下的缺陷分布超越数基线。
[0043]
在一种可能的实现方式中,在本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法中,步骤s4,具体包括:
[0044]
结合无损检测计算实际检出的缺陷数量:
[0045][0046]
其中,a=log或weibull,p
det
(a)表示缺陷尺寸为a的情况下的检出概率;对公式(15)进行离散,离散公式为:
[0047][0048]
其中,j表示离散的缺陷深度序号,f
a
(a
j
)表示缺陷尺寸为a
j
的情况下的缺陷分布超越数基线,f
a
(a
j 1
)表示缺陷尺寸为a
j 1
的情况下的缺陷分布超越数基线,表示缺陷尺寸为情况下的检出概率;结合实际统计过程中的缺陷出现概率,调整对数缺陷分布超越数基线f
log
(a)中的ω,调整weibull缺陷分布超越数基线f
weibull
(a)中的κ,获得初步的缺陷分布曲线f
a’(a);f
a’(a)使得公式(14)中的n
real
与统计的真实检出缺陷总数量相同。
[0049]
在一种可能的实现方式中,在本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法中,步骤s5,具体包括:
[0050]
统计过程中,孔直径d和孔深度l影响缺陷出现概率,进而影响初步的缺陷分布曲线f
a’(a),提出修正因子表达式为:
[0051][0052]
其中,l/d表示孔的深径比,表示由孔深径比决定的修正因子,f
i
(l/d)表示统计的孔直径与孔深度出现的概率密度函数,结合修正后的缺陷分布曲线为
[0053]
同一个结构部件上孔的数目影响缺陷出现概率,进而影响初步的缺陷分布曲线f
a’(a),提出多孔效应修正系数
[0054][0055]
其中,α表示同一个结构部件上第二个孔出现缺陷的概率;
[0056]
结合多孔效应修正系数对缺陷分布曲线进行修正,得到最终的缺陷分布曲线
[0057]
本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法,首先对收集的表面缺陷统计数据进行数据处理,结合无损检出概率得到真实缺陷个数,从而获取缺陷超越数;然后对缺陷尺寸和超越数进行曲线拟合;最后结合实际缺陷出现概率对缺陷分布超越数基线进行调整,并结合真实缺陷出现情况对初步获取的缺陷分布曲线进行修正,建立表面缺陷分布曲线。表面缺陷分布曲线可以在一定程度上反映不同生产商的加工和检测水平,为概率损伤容限评估提供重要的输入数据,对表面概率损伤容限评估具有重要意义,为航空发动机限寿件的概率损伤容限评估提供数据支撑,进而支撑我国航空发动机的
适航取证工作,具有重要的工程意义和实际价值。
附图说明
[0058]
图1为本发明提供的一种符合适航要求的孔特征表面缺陷分布曲线建立方法的流程图;
[0059]
图2为本发明实施例1中根据维修过程中测量的缺陷尺寸逆推初始缺陷尺寸的示意图;
[0060]
图3为本发明实施例1中生产过程和维修过程中无损检测流程图;
[0061]
图4为本发明实施例1中对缺陷超越数进行对数拟合和weibull拟合获得的缺陷分布超越数基线;
[0062]
图5为本发明实施例1中缺陷分布超越数基线和初步的缺陷分布曲线。
具体实施方式
[0063]
下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是作为例示,并非用于限制本发明。
[0064]
本发明提供的一种符合适航要求的孔特征表面缺陷分布曲线建立方法,如图1所示,包括如下步骤:
[0065]
s1:利用无损检测方式对航空发动机中的孔特征表面进行检测,统计生产过程和维修过程中的缺陷,并测量缺陷长度l0和缺陷深度h0,将作为缺陷尺寸;生产过程中的初始缺陷尺寸为生产过程中统计、测量所得的缺陷尺寸;根据维修过程中统计、测量的缺陷尺寸,基于断裂力学分析,消除缺陷在使用过程中的扩展量,得到维修过程中的初始缺陷尺寸;
[0066]
s2:按照不同的无损检测方式,对生产过程和维修过程中的初始缺陷尺寸进行分类,并结合无损检测的检出概率,得到真实缺陷总数量,获取初始缺陷尺寸下对应的超越数;
[0067]
s3:对初始缺陷尺寸和对应的超越数进行拟合,获取缺陷分布超越数基线;
[0068]
s4:结合实际统计过程中的缺陷出现概率,对缺陷分布超越数基线进行调整,获得初步的缺陷分布曲线;
[0069]
s5:结合实际统计过程中的孔数目、孔深度和孔直径,对初步的缺陷分布曲线进行修正,获得最终的缺陷分布曲线。
[0070]
下面通过一个具体的实施例对本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法的具体实施进行详细说明。
[0071]
实施例1:
[0072]
第一步,利用无损检测方式对航空发动机中的孔特征表面进行检测,统计生产过程和维修过程中的缺陷,并测量缺陷长度l0和缺陷深度h0,将作为缺陷尺寸;生产过程中的初始缺陷尺寸为生产过程中统计、测量所得的缺陷尺寸;根据维修过程中统
计、测量的缺陷尺寸,基于断裂力学分析,消除缺陷在使用过程中的扩展量,得到维修过程中的初始缺陷尺寸。
[0073]
具体地,根据维修过程中统计、测量的缺陷尺寸,基于断裂力学分析,消除缺陷在使用过程中的扩展量,得到维修过程中的初始缺陷尺寸,具体可以通过以下方式来实现:
[0074]
具体过程如图2所示,图2中斜向下的箭头表示将使用维修过程的缺陷,基于断裂力学分析,消除缺陷在使用过程中的扩展量,双向箭头表示维修缺陷发现之前,出现该维修缺陷的部件的飞行循环数。将维修过程中统计的缺陷等效为半圆形片状裂纹,将维修过程中测量的缺陷尺寸等效为半圆形片状裂纹的半径;
[0075]
假设半圆形片状裂纹满足paris裂纹扩展公式:
[0076][0077]
其中,h表示经历多次飞行循环后扩展的半圆形片状裂纹的半径,n表示飞行循环数,n表示裂纹扩展过程paris公式中的指数,c表示裂纹扩展过程paris公式中的常数,δk表示裂纹应力强度因子差值,表达式为:
[0078]
δk=k
max
‑
k
min
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0079]
其中,k
min
=0,则:
[0080][0081]
其中,v表示含有半圆形片状裂纹的体结构的长度,t表示含有半圆形片状裂纹的体结构的宽度;g表示形状因子函数,与半圆形片状裂纹尺寸和含有半圆形片状裂纹的体结构尺寸相关;σ表示应力分布;
[0082]
结合paris裂纹扩展公式(1)与裂纹应力强度因子差值计算公式(3),可以得到维修过程中的初始缺陷尺寸h
o
,即等效初始缺陷:
[0083][0084]
第二步,按照不同的无损检测方式,对生产过程和维修过程中的初始缺陷尺寸进行分类,并结合无损检测的检出概率,得到真实缺陷总数量,获取初始缺陷尺寸下对应的超越数。
[0085]
具体地,如图3所示,以无损检测方式为分类标准,将生产过程和维修过程中的初始缺陷尺寸分为目视检测与荧光检测两类;目视检测的初始缺陷尺寸为a
i
,i=1,2,3,...l,l表示目视检测方式检出的缺陷数量;荧光检测的初始缺陷尺寸为a
i
,i=l 1,l 2,l 3,...m,m
‑
l表示荧光检测方式检出的缺陷数量,m表示缺陷统计总个数;
[0086]
结合目视检测和荧光检测的检出概率,获得不同初始缺陷尺寸a
i
对应的真实缺陷数量:
[0087][0088][0089]
其中,p
det1
(a
i
)表示初始缺陷尺寸为a
i
时目视检测方式的检出概率,p
det2
(a
i
)表示
初始缺陷尺寸为a
i
时荧光检测方式的检出概率;
[0090]
真实缺陷总数量为:
[0091][0092]
从而建立缺陷超越数方程:
[0093]
f
s
(a
i
)=n
all
·
p{s≥a
i
}
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(8)
[0094]
其中,f
s
(a
i
)表示初始缺陷尺寸a
i
下对应的超越数,为超过初始缺陷尺寸a
i
的缺陷数量;p{s≥a
i
}表示s≥a
i
事件发生的概率,s为a
i
,i=1,2,3,...m中的任意一个。
[0095]
第三步,对初始缺陷尺寸和对应的超越数进行拟合,获取缺陷分布超越数基线。
[0096]
对离散的初始缺陷尺寸a
i
和对应的超越数f
s
(a
i
)进行拟合,可建立缺陷分布超越数基线。常用的拟合方程有对数拟合和weibull拟合两种。
[0097]
具体地,对离散的初始缺陷尺寸a
i
和对应的超越数f
s
(a
i
)进行对数拟合,对数拟合下的超越数方程为:
[0098]
f
log
(a
i
)=exp[ω ξlog(a
i
)]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(9)
[0099]
对离散的初始缺陷尺寸a
i
和对应的超越数f
s
(a
i
)进行weibull拟合,weibull拟合下的超越数方程为:
[0100][0101]
其中,ω和ξ为对数分布中的拟合系数,ω表示对数缺陷分布曲线截距,ξ表示对数缺陷分布曲线斜率;λ和κ为weibull分布中的拟合系数,λ为尺寸参数,κ为形状参数;可以获得连续的初始缺陷尺寸a下对应的缺陷分布超越数基线:
[0102]
f
log
(a)=exp[ω ξlog(a)]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(11)
[0103][0104]
其中,f
log
(a)表示对数拟合下的缺陷分布超越数基线,f
weibull
(a)表示weibull拟合下的缺陷分布超越数基线,如图4所示。
[0105]
第四步,结合实际统计过程中的缺陷出现概率,对缺陷分布超越数基线进行调整,获得初步的缺陷分布曲线。
[0106]
缺陷分布曲线包含两个重要信息:一是缺陷分布曲线的形态,反映缺陷尺寸大小的关系;二是缺陷分布曲线的纵坐标最大值,反映一定材料中缺陷出现的概率。
[0107]
第三步获得的缺陷分布超越数基线,代表了缺陷分布曲线形态,而缺陷分布曲线形态还会受到真实加工过程中无损检测的影响,因此缺陷分布曲线形态需要通过无损检测进行修正;并且,缺陷分布曲线的纵坐标最大值,代表一批材料中缺陷出现的个数,该数值是由统计出的某一尺寸缺陷个数直接除以对应的无损检出概率,再将所有数值进行求和获得,见公式(5)~(7),在一定程度上不符合生产实际。综合上述原因,需要对缺陷分布超越数基线进行调整。
[0108]
首先需要结合无损检测计算实际检出的缺陷数量:
[0109]
[0110]
其中,a=log或weibull,p
det
(a)表示缺陷尺寸为a的情况下的检出概率;为方便计算,可以对公式(15)进行离散,离散公式为:
[0111][0112]
其中,j表示离散的缺陷深度序号,f
a
(a
j
)表示缺陷尺寸为a
j
的情况下的缺陷分布超越数基线,f
a
(a
j 1
)表示缺陷尺寸为a
j 1
的情况下的缺陷分布超越数基线,表示缺陷尺寸为情况下的检出概率;结合实际统计过程中的缺陷出现概率,调整对数缺陷分布超越数基线f
log
(a)中的ω,调整weibull缺陷分布超越数基线f
weibull
(a)中的κ,获得初步的缺陷分布曲线f
a’(a),如图5所示;初步的缺陷分布曲线的横坐标数值,与真实检出水平更贴合,即f
a’(a)使得公式(14)中的n
real
与统计的真实检出缺陷总数量相同。
[0113]
第五步,结合实际统计过程中的孔数目、孔深度和孔直径,对初步的缺陷分布曲线进行修正,获得最终的缺陷分布曲线。
[0114]
统计过程中发现,孔直径d和孔深度l影响缺陷出现概率,进而影响初步的缺陷分布曲线f
a’(a),因此,提出孔特征尺寸参数深径比l/d作为重要参数,从而提出修正因子表达式为:
[0115][0116]
其中,l/d表示孔的深径比,表示由孔深径比决定的修正因子,f
i
(l/d)表示统计的孔直径与孔深度出现的概率密度函数,然后结合修正后的缺陷分布曲线为
[0117]
同一个结构部件上孔的数目影响缺陷出现概率,进而影响初步的缺陷分布曲线f
a’(a),因此,提出多孔效应修正系数
[0118][0119]
其中,α表示同一个结构部件上第二个孔出现缺陷的概率,该数据需要通过实际数据统计获取,通常接近0.5;
[0120]
最后结合多孔效应修正系数对缺陷分布曲线进行修正,得到最终的缺陷分布曲线修正后的缺陷分布曲线,反映了不同孔径比和不同孔数下缺陷分布的差异性,更能反映实际加工过程缺陷分布曲线的特征。
[0121]
本发明提供的上述符合适航要求的孔特征表面缺陷分布曲线建立方法,首先对收集的表面缺陷统计数据进行数据处理,结合无损检出概率得到真实缺陷个数,从而获取缺
陷超越数;然后对缺陷尺寸和超越数进行曲线拟合;最后结合实际缺陷出现概率对缺陷分布超越数基线进行调整,并结合真实缺陷出现情况对初步获取的缺陷分布曲线进行修正,建立表面缺陷分布曲线。表面缺陷分布曲线可以在一定程度上反映不同生产商的加工和检测水平,为概率损伤容限评估提供重要的输入数据,对表面概率损伤容限评估具有重要意义,为航空发动机限寿件的概率损伤容限评估提供数据支撑,进而支撑我国航空发动机的适航取证工作,具有重要的工程意义和实际价值。
[0122]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。