1.本发明涉及医疗器械领域,具体涉及一种支架的压握方法及支架系统。
背景技术:
2.经皮腔内动脉成型术,是目前治疗血管狭窄及供血不足引起的疾病(如冠心病)的最有效途径。将支架运送到病变位置,则需要将支架搭载在输送系统上。对于球囊扩张支架而言,往往是利用球囊导管将支架运到病变位置后,然后充盈球囊将压握在球囊上的支架撑开,达到支撑血管的目的。
3.球囊扩张支架性能的一个关键考量因素是支架移除力,支架移除力定义为支架脱离输送系统所需要的最大力。支架搭载在输送系统上通过复杂病变(比如钙化病变),有时候会遇到一些阻力,如果移除力过低,支架很容易在球囊上滑动,导致支架扩张不均匀或者扩张不完全,影响支架有效性;或者导致支架从输送系统上脱载,造成栓塞、心梗等。因此,支架的移除力是评价支架系统使用的安全有效性的重要指标,而这个指标值在满足其它性能的情况下越大越好。
4.目前有三个常见的提高移除力的方向。第一个方向是改变支架的设计,比如对支架表面处理以提高材料表面粗糙度。但此时为保证支架的支撑性能,通常需要改变支架壁厚设计,这会带来大量关于临床安全有效性的评估工作,费时费力。第二个方向是改变球囊的设计,比如对球囊表面进行改性,提高球囊材料表面粗糙度。但这种方式球囊加工工艺极其复杂。第三个是优化压握生产的工艺,比如增加压握径向力值。然而增加压握径向力值对不同的支架设计是有瓶颈的,支架圆周方向上被压握得越小,由于球囊往往是通过折翼的方式来缩小球囊的尺寸,折翼会使球囊表面不均匀,这会导致在压握过程中支架杆在球囊上有的地方好嵌入,有的地方难嵌入,难嵌入的支架杆就会相对球囊表面滑动,导致支架杆相互撞使涂层破损,或者导致支架杆重叠。
5.基于此,有必要提供一种支架的压握方法,可以大大提高支架的移除力,同时不会增加工艺复杂程度及难度。
技术实现要素:
6.本发明提供的支架的压握方法包括以下步骤:
7.将所述球囊插入至所述支架的内腔中,并将所述球囊与所述支架置于压握机的压握腔内,向所述球囊内鼓气,同时减小所述压握腔的内径以对所述支架进行第一次压握;
8.停止鼓气,并对所述球囊进行抽气,增大所述压握腔的内径停止压握,保持对所述球囊抽气,再次收缩所述压握腔以对所述支架进行第二次压握。
9.在一实施例中,将所述球囊插入至所述支架的内腔中之前,还包括将所述球囊进行折翼的步骤。
10.在一实施例中,将所述球囊插入所述支架的内腔之前,对球囊进行折翼之后,还包括对所述支架进行预压的步骤,使预压后的所述支架的预压内径与所述球囊折翼后的外径
差异在
±
5%以内。
11.在一实施例中,对所述支架进行预压之后,对所述支架进行第一次压握之前,还包括减小压握腔内径的步骤,使所述压握腔的内径较所述支架的预压外径小5%以内。
12.在一实施例中,向所述球囊内鼓气时,鼓气压力范围在50磅力/平方英寸~140磅力/平方英寸之间。
13.在一实施例中,所述支架包括金属支架或金属复合物支架。
14.在一实施例中,进行所述第一次压握和所述第二次压握之后,分别还包括保持所述压握机的压握径向力进行保压的步骤。
15.本发明还提供了一种支架系统,所述支架系统包括支架和球囊,所述支架压握在所述球囊外表面,所述支架包括多个支架单元,所述支架单元包括多个相互连接的支架杆,所述支架压握在所述球囊上时,所述多个支架杆基本相互平行,且所述多个支架杆在周向上大致均匀分布,所述球囊部分凸出于所述多个支架杆之间。
16.在一实施例中,所述多个支架杆使所述球囊表面形成夹痕。
17.在一实施例中,所述支架上还载有治疗药物。
18.本发明提供的支架的压握方法,通过对球囊进行二次压握,且两次压握时分别对球囊进行鼓气和抽负压操作,使得支架杆在球囊上均匀分布,增大球囊与支架的接触面积,从而增大支架的移除力。本发明提供的按照上述方法制备的支架系统,支架被压握在球囊上时,支架单元上的多个支架杆基本相互平行且多个支架杆在周向上均匀分布,且球囊部分凸出与多个支架杆之间,也即支架杆在球囊外表面基本均匀分布,从而增大球囊与支架之间的接触面积,使得支架的移除力增大,提升支架的稳定性、有效性及安全性。
附图说明
19.图1为本发明的支架系统的部分结构示意图,包括支架和球囊;
20.图2为图1所示支架的部分结构示意图;
21.图3为图1的支架系统的横截面结构示意图;
22.图4至图6为本发明实施例1的支架的压握过程中支架与球囊的结构变化示意图;
23.图7至图8为按照对比例1的压握方法压握后的支架局部结构及横截面结构示意图;
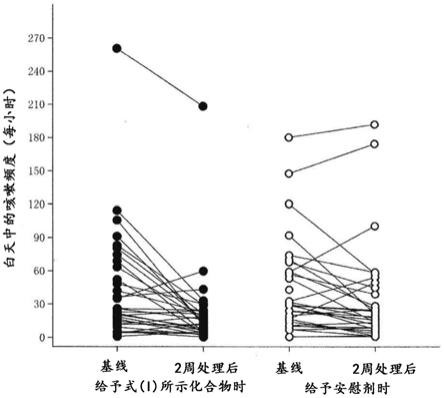
24.图9为按照本发明的实施例以及对比例的压握方法压握后的支架的移除力对比图;
25.图10为按照本发明的实施例以及对比例的压握方法压握后的支架的最大截面尺寸对比图。
具体实施方式
26.为更好地理解本发明的技术方案及有效效果,以下结合具体实施例对本发明做进一步说明。
27.本发明提供的支架的压握方法包括以下步骤:
28.-对球囊进行折翼,使球囊形成多瓣均匀球囊翼,并保持球囊处于折翼状态;
29.-将支架套于衬棒上一并置于压握机的压握腔内,对支架进行预压,使支架预压
后的预压内径与球囊的折翼尺寸大致相等;
30.-取出支架,将折翼后的球囊插入至被预压后的支架的内腔中,实现球囊与支架的初步装配;
31.-将球囊与支架一并置于压握机的压握腔内,减小压握腔内径,使压握腔的内径略小于支架的预压外径;
32.-设置压握径向力以及压握速度,并连接加压阀,设置鼓气压力,对球囊进行鼓气,同时以一定速度对支架进行第一次压握;
33.-压握径向力达到设定值后,保持压握机的压握径向力,进行短暂保压;
34.-关闭加压阀,连接抽压阀,设置抽气压力,对球囊进行抽气,增大压握腔内径,停止压握,至支架尺寸稳定不回弹后,再次设置压握径向力,保持抽气,对支架进行第二次压握;
35.-压握径向力达到设定值后,保持压握机的压握径向力,进行短暂保压;
36.-增大压握机的压握腔内径,关闭抽压阀,将支架与球囊一并从压握腔内取出,完成支架的压握。
37.其中,上述支架和球囊的规格可以根据实际需求选择,相应地,压握参数也可以根据支架和球囊的规格更改。一般而言,球囊长度需大于支架长度,而支架长度越长,压握时设置的压握径向力也需要越大。
38.例如,本发明的球囊折翼后形成的球囊翼的数量可为2瓣~10瓣;折翼后球囊的折翼尺寸(即折翼后的最大外轮廓直径)范围为0.040英寸~0.082英寸;支架规格可根据实际需求选择,如支架的部署规格(即支架在标称压力8atm下的扩张尺寸)为支架直径范围在2毫米~10毫米之间,支架长度范围在8毫米~118毫米之间,支架壁厚范围在50微米~150微米之间;压握时的压握径向力范围可为450n~2670n;压握速度为0.01英寸/秒~0.001英寸/秒;鼓气压力范围可选为50psi(磅力/平方英寸)~140psi;抽气压力范围可选为-0.1psi~-15psi;进行一次压握后的保压时间可为20秒~60秒。
39.此外,对支架进行第一压握和第二次压握时的压握径向力、压握速度以及压握之后的保压时间可以相同也可以不同。
40.本发明的支架包括金属支架或金属复合物支架,如铁支架、镁支架、钴铬合金支架等。其中,支架上金属覆盖率约在8%~18%之间。
41.本发明的球囊材料可以包括尼龙11、尼龙12、pebax7233、pebax7033、pebax6333、pebax5533、聚氨酯、聚苯二甲酸乙二醇脂或聚乙烯中的至少一种,且球囊的厚度范围约在0.005毫米~0.1毫米之间。
42.本发明提供的按照上述方法制备的支架系统100的部分结构如图1所示。支架系统100包括支架10、球囊20以及导管组件30。其中球囊20的两端与导管组件30固定连接;支架10压握在球囊20的外表面,且球囊20的轴向长度大于支架10的轴向长度。导管组件30上被球囊20覆盖的部分还设有显影结构40,显影结构的数量可以为2个,且两个显影结构40位于支架的两端,且均设置在导管组件30上未被支架10覆盖的部分,用于在显影设备下指示支架在植入过程中所处的位置,提高支架植入位置的准确性。
43.结合图1和图2所示,支架10包括多个支架单元11和连接单元。多个支架单元11沿支架10的长度方向排列且通过连接单元相连。在一些实施例中,连接单元可以包括第一连
接单元13和第二连接单元14。其中,第一连接单元13包括ω结构,可以为支架10的变形提供一定余量和缓冲;第二连接单元14围合成闭合结构,闭合结构内也可以填充显影物质15。
44.支架单元11包括多个支架杆12和连接件16。任一支架杆12的近端通过一个连接件16与相邻的一个支架杆12的近端相连,该任一支架杆12的远端通过另一连接件16与另一相邻的一个支架杆的远端相连,从而使得支架单元11在周向上形成闭合的结构。
45.结合图2和图3所示,当支架10压握在球囊20上时,多个支架杆12基本相互平行,且多个支架杆12在周向上大致均匀分布,且球囊20部分凸出于多个支架杆12之间,从而使得球囊20不仅与支架杆12的内表面相接触,还与支架杆12的侧面相接触,从而增大球囊20与支架10的接触面积,使得二者之间的摩擦力增大,提高支架的移除力。更进一步地,支架杆12还可以使得球囊20表面形成夹痕,从而使得球囊20凸出在支架杆12之间的部分形状稳定。
46.在一些实施例中,支架10的表面还可以载有治疗药物,例如西罗莫司(sirolimus)、依维莫司(everolimus)、紫杉醇(paclitaxel)等。
47.以下将列出具体实施例以及对比例对本发明的支架的压握方法以及该方法带来的效果做进一步详细说明。下述具体实施例以及对比例均以压握规格为3.5x8.0的支架(即支架的部署规格为支架外径约为3.5毫米,长度约为8毫米)为例。
48.实施例1
49.结合图4至图6,本实施例的支架的压握方法包括以下步骤:
50.s1、对球囊20进行折翼,使球囊20形成三瓣均匀球囊翼21,并保持球囊20处于折翼状态;
51.步骤s1对球囊20进行折翼,尤其是进行折翼使球囊形成多瓣均匀球囊翼21,从而确保球囊折翼后整体轮廓匀称,确保后续支架可以压握到更小的尺寸,从而可以使用更小的输送鞘将支架输送到病灶处。同时,始终保持处于均匀折翼状态的球囊也能保证支架扩张时,球囊对支架作用力均匀,支架扩张均匀性更好。对球囊进行折翼时,球囊翼的数量可为2~10瓣,优选为3~5瓣。本实施例对球囊20进行均匀折翼后的球囊折翼尺寸约为0.046英寸(约1.1684毫米)。
52.s2、将支架10套于衬棒上,并在支架10外套一层用于保护支架10避免被刮伤的ptfe薄膜,然后一并置于压握机的压握腔内,对支架10进行预压,使支架10预压后的预压内径与球囊30的折翼尺寸大致相等;
53.步骤s2中,对切割成型的支架进行预压,可以适当减小支架10的内径和外径,使得后续压握时,支架10与球囊20之间的间隙减小,且支架的预压内径能与球囊的折翼尺寸大致相等,从而尽量避免二者在压握时发生相对移动。对于不同规格的支架,预压尺寸不同,故而预压时所施加的力也不同。本实施例中,因折翼后球囊的折翼尺寸约为0.046英寸,因此,采用50psi的气缸驱动压握机对支架进行预压,预压后支架10的预压内径约为0.048英寸,预压外径约为0.056英寸。应当理解,后续需将球囊20插入到支架10的内腔中,故而支架的预压内径稍大于球囊的折翼尺寸,所以本发明所述“大致相等”是指支架与球囊之间的间隙较小,在不受外力牵拉时,支架与球囊不会轻易发生相对移动;或可以理解为支架的内径与球囊的外径之间的差异在
±
5%以内。
54.s3、从压握机的压握腔内取出支架10,将折翼后的球囊20插入至被预压后的支架
10的内腔中,实现球囊20与支架10的初步装配;
55.如图4所示,进行压握前,支架杆12之间的周向距离较大。球囊20插入支架10的内腔后,基本上每个支架杆12均能与球囊翼21相接触,且球囊翼21均匀分布,球囊翼21的末端正好位于两个支架杆12之间的空隙处。此外,在将球囊插入支架之前,需要剥除支架外的薄膜,观察支架外观是否完整,是否存在刮痕等损伤。
56.s4、将球囊20与支架10一并置于压握机的压握腔内,减小压握腔内径,使压握腔的内径较支架10的预压外径小5%以内;
57.在正式压握前,将压握腔内径减小到略小于支架10的预压外径的位置,减小压握腔内壁与支架10之间的距离,可以尽量避免后续压握过程中对球囊进行鼓气时,造成支架被球囊扩张,进而支架杆发生变形甚至支架失效的情况。本实施例中,支架10的预压外径约为0.056英寸,故而步骤s4中压握腔可减小至0.055英寸。
58.s5、设置压握机的压握径向力为944n、压握速度为0.001英寸/秒;并连接加压阀,设置鼓气压力为30psi,开始对球囊20进行鼓气,接着开始对支架20进行第一次压握;
59.如图5所示,设置好相关参数开始压握时,球囊20因鼓气充盈部分膨胀,从而产生抵抗支架10变形的反向力(也即与压握径向力相反的力),尤其是球囊翼21上靠近支架10的内表面的一侧,在未受支架杆12阻挡的部分初步形成阻挡支架杆12变形的凸起,使得支架杆12能在第一次压握过程中始终保持在周向上均匀分布,不会发生偏移或重叠。此外,由于充盈的球囊20能产生抵抗支架10变形的反向力,从而提高了支架10与球囊20达到压缩极限的压握径向力,使得支架与球囊压缩更紧密,支架移除力更高。
60.s6、持续压握至压握径向力达到设定值944n后,保持压握机的压握径向力,进行短暂保压,保压时间为30秒;
61.在步骤s6中,压握机的压握径向力达到设定的值后,仍保持压握机的压握腔处于压握状态,保持对支架的压握,进一步巩固支架的形态,使支架的压握形态稳定,也进一步使得球囊翼上因支架杆的限位和阻挡产生的夹痕更稳定。如若达到压握径向力设定值即解除压握,此时,支架压握形态不稳定,增大压握腔的内径后支架可能会发生快速回弹,甚至脱离球囊表面,使压握失败。
62.s7、关闭加压阀,连接抽压阀,设置抽气压力为-12psi,对球囊进行抽气,接着增大压握腔的内径停止压握约5秒,至支架尺寸稳定不回弹后,再次设置压握机的压握径向力为944n和压握速度为0.001英寸/秒,保持抽气,对支架进行第二次压握;
63.在步骤s7中,先关闭加压阀,停止对球囊20的鼓气操作,接着对球囊20进行抽气,抽出球囊内的剩余气体后,再增大压握腔内径,避免撤除压握腔的压握后,球囊膨胀使支架变形。同时,增大压握腔的内径停止压握使支架尺寸稳定后再次进行压握,并且压握过程中始终保持对球囊抽气,使得球囊内的气体不会抵抗压握腔对球囊的压握。对支架进行第二次压握时,彻底抽出球囊内的气体,使支架能被压缩到更小的尺寸。此时,由于在第一次压握时已经在球囊上形成了位于支架杆之间的凸起,且球囊翼上形成稳定的夹痕,在第二次压握时抽气并不会使位于支架杆支架的球囊材料改变位置或球囊翼上的夹痕消失。
64.s8、压握径向力达到设定值后,保持压握机的压握径向力,进行短暂保压,保压时间为30秒;
65.与步骤s6相似,步骤s8的保压目的也是为了进一步巩固支架的形态,使支架的压
握形态稳定。
66.s9、增大压握机的压握腔内径,停止压握,关闭抽压阀,将支架与球囊一并从压握腔内取出,完成支架的压握。
67.如图6所示,完成两次压握后的支架上的支架杆12之间的周向距离更小,支架10的直径也更小。且相对于刚开始压握时的球囊翼21,压握完成后,球囊翼21上形成的凸起更明显,甚至可以与支架杆12位于同一外轮廓线上。所以,按照本实施例压握后的支架,不仅支架杆在周向上均匀分布,保证支架扩张时受力均匀,支架展开形态良好;而且球囊上形成的凸起能增大支架与球囊的接触面积,从而增大支架的移除力,凸起也能形成物理阻挡,增大支架杆相对移动的阻力。
68.应当理解,对支架进行预压时所采用的压握机与第一次压握及第二次压握时所采用的压握机可以相同也可以不同,并且,当压握机本身附带覆膜系统时,即不再需要在预压或压握前对支架进行覆膜操作。此外,步骤s5和步骤s7中的压握时间以及压握速度可以相同也可以不同,步骤s6以及步骤s8中的保压时间可以相同也可以不同。
69.实施例2
70.本实施例的支架的压握方法与实施例1的压握方法基本相同,不同之处仅在于本实施例中步骤s5进行第一次压握时,设置的鼓气压力比实施例1的鼓气压力大,鼓气压力设为140psi。本实施例中设置更大的鼓气压力,可以使得第一次压握时,球囊产生的抵抗支架变形的反向力更大,从而支架和球囊达到压缩极限的压握径向力也得到提高,最终提高支架的移除力。同时,鼓气压力更大,被鼓入支架杆之间形成凸起的球囊材料也越多,凸起更靠近支架杆的外轮廓线,位于支架内侧的球囊材料更少,从而支架的最大截面尺寸也更小。
71.为更好地体现本发明的压握方法的有益效果和优越性,以下还列举了部分对比例与上述实施例进行比对。
72.对比例1
73.本对比例采用两次压握但压握过程中既不鼓气也不抽气的操作。
74.具体包括以下步骤:
75.s1、对球囊20进行折翼,使球囊20形成三瓣均匀球囊翼21,并保持球囊20处于折翼状态;
76.s2、将支架10套于衬棒上,并在支架10外套一层用于保护支架10避免被刮伤的ptfe薄膜,然后一并置于压握机的压握腔内,对支架10进行预压,使支架10预压后的预压内径与球囊30的折翼尺寸大致相等;
77.s3、从压握机的压握腔内取出支架10,将折翼后的球囊20插入至被预压后的支架10的内腔中,实现球囊20与支架10的初步装配;
78.s4、设置压握机的压握径向力为674n、压握速度为0.001英寸/秒,开始对支架20进行第一次压握;
79.s5、持续压握至压握径向力达到设定值674n后,保持压握机的压握径向力,进行短暂保压,保压时间为30秒;
80.s6、增大压握腔的内径停止压握约5秒,至支架尺寸稳定不回弹后,再次设置压握机的压握径向力为674n和压握速度为0.001英寸/秒,对支架进行第二次压握;
81.s7、压握径向力达到设定值后,保持压握机的压握径向力,进行短暂保压,保压时
间为30秒;
82.s8、增大压握机的压握腔的内径停止压握,将支架与球囊一并从压握腔内取出,完成支架的压握。
83.本对比例中虽然步骤s1至步骤s3与上述实施例1的步骤s1至步骤s3相同,但由于进行第一次压握时,本对比例未对球囊进行鼓气,即便球囊进行了均匀折翼,压握后也不能保证支架杆周向上均匀分布。只是因为球囊折翼后的外轮廓并非规则的圆形,在球囊翼的末端附近存在尺寸差。如图7和图8所示,按照对比例1压握后的支架,因为第一次压握时未进行鼓气,未在球囊翼上形成阻挡支架杆变形移位的凸起,使得支架杆或多或少存在朝向球囊末端的位置移动,造成支架杆12在周向上分布不均匀,后续支架植入时,支架杆甚至会发生重叠。
84.应当注意,因本对比例压握时不对球囊鼓气,故压握前省略了减小压握腔内径的步骤。
85.对比例2
86.本对比例与对比例1的区别仅在于两次压握时采用更大的压握径向力,本对比例两次压握时采用与上述实施例1相同的944n的压握径向力。
87.与对比例1相比,因为采用了更大的压握径向力,按照对比例2的方法压握之后的支架移除力比对比例1的支架的移除力更大,而支架的最大截面尺寸则比对比例1的最大截面尺寸更小。
88.对比例3
89.本对比例采用一次压握且压握时鼓气,压握完成后抽气但不进行第二次压握的操作。具体包括以下步骤:
90.s1、对球囊20进行折翼,使球囊20形成三瓣均匀球囊翼21,并保持球囊20处于折翼状态;
91.s2、将支架10套于衬棒上,并在支架10外套一层用于保护支架10避免被刮伤的ptfe薄膜,然后一并置于压握机的压握腔内,对支架10进行预压,使支架10预压后的预压内径与球囊30的折翼尺寸大致相等;
92.s3、从压握机的压握腔内取出支架10,将折翼后的球囊20插入至被预压后的支架10的内腔中,实现球囊20与支架10的初步装配;
93.s4、将球囊20与支架10一并置于压握机的压握腔内,减小压握腔内径,使压握腔的内径较支架10的预压外径小5%以内;
94.s5、设置压握机的压握径向力为944n、压握速度为0.001英寸/秒;并连接加压阀,设置鼓气压力为30psi,开始对球囊20进行鼓气,接着开始对支架20进行压握;
95.s6、持续压握至压握径向力达到设定值944n后,保持压握机的压握径向力,进行短暂保压,保压时间为30秒;
96.s7、关闭加压阀,连接抽压阀,设置抽气压力为-12psi,对球囊进行抽气,接着增大压握腔的内径停止压握约5秒,至支架尺寸稳定不回弹;
97.s8、增大压握机的压握腔的内径停止压握,关闭抽压阀,将支架与球囊一并从压握腔内取出,完成支架的压握。
98.与实施例1相比,本对比例的区别仅在于步骤s7仅进行抽气,但不对支架进行第二
次压握。使得球囊翼上的夹痕更浅,且支架压握后的最大截面尺寸也更大。
99.对比例4
100.本对比例采用第一次压握时鼓气,第二次压握时不抽气的操作。与实施例1的区别仅在于步骤s7,本对比例的步骤s7为:
101.s7、关闭加压阀,接着增大压握腔的内径停止压握约5秒,至支架尺寸稳定不回弹后,再次设置压握机的压握径向力为944n和压握速度为0.001英寸/秒,对支架进行第二次压握;
102.与对比例2相比,本对比例的区别仅在于步骤s7进行第二次压握时并不抽气,所以第二次压握时,球囊内的残余气体一定程度上依旧会产生抵抗支架压缩的反向力。从而,使得球囊翼上的夹痕更浅,且支架压握后的最大截面尺寸也更大。
103.而与对比例3相比,本对比例虽然未对球囊抽气,但进行了第二次压握,一定程度上能增大支架的移除力,同时稍减小支架的最大截面尺寸。
104.图9至图10直观地示出了上述各实施例以及对比例对支架移除力以及最大截面尺寸的影响。从图9可以看出,增大压握径向力可以一定程度上增大的移除力;对支架进行二次压握且压握时抽气能增大支架的移除力以及减小支架的最大截面尺寸;增大鼓气压力能大大增强支架的移除力,也能减小支架的最大截面尺寸。
105.支架的移除力可通过下述方法测试,下述测试方法符合标准astm f2394-07和yy/t-0807。
106.具体地,测试前,采用衬丝穿过导丝腔,并用两片胶带对粘,将支架系统的支架部分固定在两片胶带之间,注意支架两端留出约1毫米的长度不与胶带的带胶面接触;将固定好的样品夹持在拉力机上进行牵拉,夹持时,拉力机的下夹具夹持支架系统的近端(也即导管组件的近端),拉力机的上夹具夹持远离支架系统的胶带。使样品保持竖直状态且位于夹具正中间的位置,开始测试。当测试显示器上出现拉力峰值,即可停止测试,该峰值即支架的最大移除力。
107.综上所述,本发明的支架的压握方法通过对支架进行两次压握,且第一次压握时对球囊鼓气、第二次压握时对球囊进行抽气,既可以使压握后支架杆在周向上均匀分布,增大支架的移除力,使得后续植入时支架杆受力均匀,支架植入后形态良好;又可以减小支架的最大截面尺寸,从而可以使用更小的输送鞘输送支架,减小植入过程中鞘管造成的伤害。
108.应当理解,上述具体实施例仅为本发明的优选实施例,仅为解释本发明的技术方案,并非对本发明的限制,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。本发明的保护范围以权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。