1.本发明涉及卷状长条玻璃布、预浸料、及印刷线路板。
背景技术:
2.用于电子设备的印刷线路板通常通过下述方法制造:使环氧树脂、聚苯醚树脂等热固化性树脂浸渗于玻璃布等基材,干燥,从而形成预浸料,将一片或多片该预浸料重叠并且根据需要重叠铜箔,然后进行加热加压成型而制成层叠板,接着形成包含铜箔的电路图案。
3.近年来,随着智能手机等信息终端的高性能化、高速通信化,印刷线路板正显著低介电常数化、低介电损耗角正切化。对于构成印刷线路板的玻璃布,也提出了多种低介电玻璃布(例如专利文献1)。这样的低介电玻璃布通过对以往通常使用的e玻璃布提高玻璃中的b2o3的含有比例而实现了低介电常数、低介电损耗角正切。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平11-292567号公报
技术实现要素:
7.发明要解决的问题
8.但是,若为了使玻璃布低介电化而增加玻璃中的b2o3含有比例,则有玻璃的弹性模量下降、玻璃布的质地变软的倾向。
9.e玻璃布的弹性模量为约74gpa,与此相对地,例如日东纺绩株式会社制的ne玻璃布的弹性模量为64gpa、旭化成株式会社制l玻璃布的通过脉冲回波重合法求出的弹性模量为61gpa,这些低介电玻璃布的弹性模量均小于e玻璃布。
10.在玻璃布的制造中,通常将制造为长条的片状的玻璃布卷取在卷芯管上,最终以卷的形态得到玻璃布。
11.如上所述,弹性模量小的玻璃布的质地软,因此在向卷芯管卷取的工序或从玻璃布的卷退卷的工序中,玻璃布中容易积累松弛、纹理扭曲、及褶皱等织物结构的变形。
12.另外,在使用这种存在织物结构的变形的玻璃布时,会产生制造印刷线路板的过程中的加热加压成型时、电路图案形成时的尺寸变化的偏差变大的问题。
13.本发明是鉴于上述问题而作出的,其目的在于,提供制成印刷线路板时的尺寸变化的偏差小的卷状长条玻璃布、以及使用该玻璃布的预浸料及印刷线路板。
14.用于解决问题的方案
15.本发明人们为了解决上述课题进行了深入研究,结果发现,具有规定的弹性模量的玻璃布的、具有规定的卷密度的卷状长条玻璃布可以解决上述课题,从而完成了本发明。
16.即,本发明如下所述。
17.[1]一种卷状长条玻璃布,是以包含多条玻璃长丝的玻璃纱为经纱及纬纱而织造
的玻璃布卷绕在卷芯管上而成的,
[0018]
上述玻璃布的厚度为8~100μm,
[0019]
上述卷状长条玻璃布的卷密度(g/cm3)为上述玻璃布的片密度(g/cm3)的1.02~1.25倍,
[0020]
上述玻璃布的弹性模量为50~70gpa。
[0021]
[2]根据[1]所述的卷状长条玻璃布,其中,上述卷状长条玻璃布的缩幅量为-0.5%以上且小于1%。
[0022]
[3]根据[1]或[2]所述的卷状长条玻璃布,其中,上述玻璃布的弹性模量为50~63gpa。
[0023]
[4]一种预浸料,其具有:
[0024]
由[1]~[3]中任一项所述的卷状长条玻璃布退卷的玻璃布、和
[0025]
浸渗在上述玻璃布中的基体树脂组合物。
[0026]
[5]一种印刷线路板,其具有:
[0027]
由[1]~[3]中任一项所述的卷状长条玻璃布退卷的玻璃布、和
[0028]
浸渗在上述玻璃布中的基体树脂组合物的固化物。
[0029]
发明的效果
[0030]
根据本发明,可以提供制成印刷线路板时的尺寸变化的偏差小的卷状长条玻璃布、以及使用该玻璃布的预浸料及印刷线路板。
附图说明
[0031]
图1为说明本实施方式的卷状长条玻璃布的卷密度的计算方法的图。
[0032]
图2为示意性示出制造本实施方式的卷状长条玻璃布时的、用于卷取玻璃布的装置的图。
具体实施方式
[0033]
以下,根据需要参照附图来详细说明本发明的实施方式(以下称为“本实施方式”。),但是本发明不受这些限定,可以在不脱离其主旨的范围内进行各种变形。需要说明的是,在附图中,对相同要素标记相同符号,并省略重复说明。另外,只要没有特别声明,则上下左右等位置关系基于图中所示的位置关系。另外,图中的尺寸比率不限于图示的比率。
[0034]
<卷状长条玻璃布>
[0035]
本实施方式的卷状长条玻璃布是以包含多条玻璃长丝的玻璃纱为经纱及纬纱而织造的玻璃布卷绕在卷芯管上而成的,
[0036]
上述玻璃布的厚度为8~100μm,
[0037]
上述卷状长条玻璃布的卷密度(g/cm3)为上述玻璃布的片密度(g/cm3)的1.02~1.25倍,
[0038]
上述玻璃布的弹性模量为50~70gpa。
[0039]
本实施方式的卷状长条玻璃布可以抑制在卷取时产生的织物结构的变形,还可减轻卷取工序之前所产生的织物结构的变形,还可抑制退卷时产生织物结构的变形的情况。另外,在将使本实施方式的卷状长条玻璃布退卷而得到的玻璃布制成印刷线路板时,可以
将尺寸变化的偏差抑制为较小。
[0040]
以下对本实施方式的构成进行更详细的说明。
[0041]
本实施方式的卷状长条玻璃布中的玻璃布的厚度为8~100μm,优选为8~70μm,更优选为8~50μm。
[0042]
为了实现由数字设备的高功能、小型轻质化引起的印刷线路板的薄型化、高密度化,需要使玻璃布的厚度薄至100μm以下。
[0043]
从印刷线路板的薄型化、高密度化的观点出发,上述厚度优选为较薄,但是从强度的观点出发,厚度的下限为8μm。
[0044]
如以下所述,使用图1中示意性示出的卷状长条玻璃布说明本实施方式的卷状长条玻璃布的卷密度。
[0045]
求出1个卷2的除芯c之外的侧面的面积s乘以卷宽度w而得的值、即1个卷2的除芯c之外的体积。卷密度为使1个卷2的除除芯c之外的质量除以上述体积而求出的值。
[0046]
本实施方式中的玻璃布的片密度是指,在使1个卷状长条玻璃布呈片状时,将经纱方向的长度、纬纱方向的长度及玻璃布的厚度相乘而得的值作为体积,使玻璃布的重量除以上述体积而求出的值。
[0047]
片密度可以如下求出:将片状的玻璃布的经纱方向的长度、纬纱方向的长度及玻璃布的厚度相乘而得的值作为体积,将上述片状的玻璃布的质量除以该体积,从而求出。
[0048]
另外,片密度也可以由玻璃布的每单位面积的质量(g/cm2)和玻璃布的厚度(cm)来求出。即,测定玻璃布的每单位面积的质量(g/cm2)和厚度(cm),将玻璃布的每单位面积的质量除以厚度,从而算出片密度(g/cm3)。
[0049]
片密度没有特别限制,优选为0.5~1.5(g/cm3),更优选为0.6~1.4(g/cm3),进一步优选为0.65~1.3(g/cm3)。当玻璃布的片密度在0.5~1.5(g/cm3)的范围内时,玻璃布具有足以作为印刷线路板用的增强基材的强度,因此优选。可以通过构成所使用的玻璃布的玻璃纱的密度、玻璃纱的粗度、玻璃布的织法(织物密度)等来调整片密度。
[0050]
在本实施方式中,虽然详细机制尚不清楚,有可能是通过卷密度(g/cm3)相对于玻璃布的片密度(g/cm3)的比、与后述特定范围的玻璃布弹性模量的组合来实现可抑制卷取时产生的织物结构的变形、还可减轻卷取工序之前所产生的织物结构的变形、还可抑制退卷时的织物结构的变形的产生的卷绕方法的。
[0051]
本实施方式的卷状长条玻璃布的卷密度(g/cm3)为上述玻璃布的片密度(g/cm3)的1.02~1.25倍,优选为1.03~1.15倍,更优选为1.04~1.12倍。
[0052]
可认为,通过使卷状长条玻璃布的卷密度为片密度的1.02~1.25倍,从而即使是玻璃纱的弹性模量为50~70gpa的质地软的玻璃布,也可以成为将玻璃布紧密地卷取在卷芯管上的卷状态,可以抑制玻璃布中积累松弛、纹理扭曲、及褶皱等织物结构的变形。
[0053]
作为卷密度的调整方法,可列举例如:在将玻璃布卷取于卷芯管的工序中调整卷取方法的方法(具体为调整卷取张力的方法、调整挤压压力的方法、在即将进行卷取前用扩展辊等扩展玻璃布的方法、使轧辊的材质为具有橡胶弹性的橡胶状弹性体的方法等);调整用于玻璃布的纱种类、织物密度、纱宽度等而调整经纱及纬纱的起伏结构、ss特性的方法;调整涂布于玻璃布的硅烷偶联剂的种类、涂布量而调整玻璃布的摩擦系数的方法;调整玻璃布的质地的方法;及将这些方法适当组合而成的方法等。通过上述方法,使玻璃布在卷取
方向、宽度方向上均不产生变形、且致密地逐次层叠而卷取,从而可以调整为满足本发明的条件的卷密度。
[0054]
优选从卷的内层至外层、即在从卷的起始部至结束部的卷整体中,本实施方式的卷状长条玻璃布的内层侧的卷密度大于或等于外层侧的卷密度。
[0055]
因此,卷状长条玻璃布中的、玻璃布层的厚度达到1/2时的卷密度优选为最开始的卷状长条玻璃布的卷密度的0.95倍以上且1.1倍以下。
[0056]
另外,卷状长条玻璃布中的、玻璃布层的厚度达到1/5时的卷密度优选为玻璃布层的厚度达到1/2时的卷密度的0.95倍以上且1.3倍以下。
[0057]
可以在将玻璃布层的厚度退卷至1/2或1/5时,通过上述的卷密度测定方法计算玻璃布层的厚度达到1/2及1/5时的卷密度。
[0058]
本实施方式的卷状长条玻璃布的弹性模量为50~70gpa,优选为51~66gpa,更优选为52~63gpa,进一步优选为53~63gpa。
[0059]
上述的低介电玻璃的玻璃布的弹性模量小于e玻璃布,更容易受到来自外部的应力、内部应力的影响,因此通过制成本实施方式的卷状长条玻璃布,从而有织物结构的变形容易得到修正而变均匀的倾向。
[0060]
另外,上述低介电玻璃的玻璃布质地软,容易产生松弛、纹理扭曲、褶皱等织物结构的变形,这种品质上的不良损害印刷线路板的性能、可靠性、安全性的风险大,因此本实施方式的卷状长条玻璃布在消除织物结构的变形这一点非常有用。
[0061]
可通过调整构成玻璃布的玻璃中的构成元素、特别是硼含量及磷含量来控制弹性模量。
[0062]
本实施方式的卷状长条玻璃布优选可应对信号的高速化要求且弹性模量小于e玻璃的低介电玻璃布。
[0063]
作为低介电玻璃的玻璃布,可列举例如l玻璃布(弹性模量61gpa)、ne玻璃布(弹性模量64gpa)和b2o3含量为15质量%~30质量%、sio2含量为45质量%~60质量%、p2o5含量为2质量%~8质量%的低介电玻璃布(弹性模量56gpa)等。
[0064]
本实施方式的卷状长条玻璃布中的、玻璃中的硼含量与磷含量之和以b2o3换算和p2o5换算之和计优选为19~38质量%,更优选为21.5~32质量%,进一步优选为22.5~30.5质量%,更进一步优选为23质量%~29.5质量%以下。硼含量及磷含量为相对于构成卷状长条玻璃布的玻璃总量的比例(质量%)。
[0065]
玻璃中的硼含量与磷含量之和越大,则越可以减小玻璃布的介电常数、介电损耗角正切。
[0066]
通过使上述的硼含量与磷含量之和为19质量%以上,从而与使用通常的e玻璃布得到的层叠板相比,介电常数、介电损耗角正切显著下降,因此对数据通信、信号处理的大容量化、高速化的适用性提高。例如,e玻璃组成的玻璃的介电常数为7左右,而硼含量与磷含量之和为24%时的介电常数为约4.8,另外硼含量与磷含量之和为28%时的介电常数为约4.4,像这样,有介电常数变小的倾向。
[0067]
通过使硼含量与磷含量之和为38质量%以下,可以使玻璃布的耐吸湿性和/或耐热性维持为硼含量与磷含量之和为7质量%左右的e玻璃的同等程度。
[0068]
可以通过制造玻璃纱的过程中的、含有硼和磷的玻璃原材料的进料量来调整玻璃
中的硼含量与磷含量之和。另外,在制造玻璃纱的工序中,在使玻璃的原材料熔融的工序中玻璃中的硼及磷的含量会发生变化,因此可以考虑该变化量而适宜调整进料量。
[0069]
玻璃布中的“硼含量”及“磷含量”为通过icp发射光谱法求出的值。
[0070]
具体而言,硼含量为如下求出的值:称取玻璃布试样,用碳酸钠溶解后,用稀硝酸溶解,定容,通过icp发射光谱法测定硼,从而求出试样中的含量,由此得到。
[0071]
另外,磷含量为如下求出的值:称取玻璃布试样,用硫酸、硝酸及氢氟酸加热分解后,用稀硝酸加热溶解,定容,通过icp发射光谱法测定磷,从而求出试样中的含量,由此得到。
[0072]
在后述的本发明的实施例中,作为icp发射光谱仪,使用hitachi high-tech science corporation制的ps3520vddii。
[0073]
本实施方式的卷状长条玻璃布的长度没有特别限定,通常为200~5,000m。通过使玻璃布的长度范围为200~5,000m,可以充分得到能减少松弛、纹理扭曲、褶皱等织物结构的变形的效果。
[0074]
玻璃布的长度较长时,可以大量连续地实施预浸料的制造等,因此是优选的。另一方面,玻璃布的长度较短时,卷状玻璃布的大小、重量变小,处理、保管性优异,因此是优选的。
[0075]
可根据玻璃布的用途及加工目的从上述范围中适宜选择卷状长条玻璃布的长度。
[0076]
本实施方式的玻璃布的宽度没有特别限定,可以为500mm以上、600mm以上、700mm以上、800mm以上、900mm以上、或1000mm以上,可以为2000mm以下、1900mm以下、1800mm以下、1700mm以下、1600mm以下、1500mm以下、1400mm以下、或1300mm以下。
[0077]
特别地,该宽度优选为800~1500mm,更优选为900~1400mm,进一步优选为1000~1300mm。
[0078]
通过使玻璃布的宽度为800mm以上,虽然玻璃布在织造工序、开纤工序、表面处理工序等中容易产生松弛、褶皱等织物结构的均匀性产生变形,但是通过制成本实施方式的卷状的玻璃布,有可以消除上述变形、制成织物结构均匀的玻璃布的倾向。
[0079]
另外,通过使玻璃布的宽度为800~1500mm的范围,有充分得到减少了松弛、纹理扭曲、褶皱等织物结构的变形的效果的倾向,另外可以供于制造印刷线路板用预浸料时常用的树脂涂敷机而制造预浸料。
[0080]
卷取有本实施方式的卷状长条玻璃布的卷芯管优选为直径100~500mm的卷芯管。卷芯管的直径更优选为130~350mm,进一步优选为150~300mm。
[0081]
通过使卷芯管的直径为100mm以上,有在卷内层部与外层部作用于玻璃布的应力的差异变小、从而更显著地得到减少了松弛、纹理扭曲、褶皱等织物结构的变形的效果的倾向。
[0082]
通过使卷芯管的直径为500mm以下,从而有可以减小卷状长条玻璃布的直径和重量、处理性优异的倾向。
[0083]
可以根据玻璃布的厚度、长度、重量、以及玻璃布所要求的均匀性程度从上述直径范围内适宜选择卷芯管的直径。
[0084]
作为玻璃布的织造结构,没有特别限定,可列举例如平织、方平织、缎纹织、斜纹织等织造结构。另外,也可以为使用不同种玻璃纱的混织结构。其中,优选平织结构。
[0085]
本实施方式中的“缩幅量”是指:使用无张力下的玻璃布的宽度w
o
和卷取辊上的玻璃布的宽度w
a
通过以下的式(1)求出的值。需要说明的是,玻璃布的缩幅是指如下现象:在将玻璃布卷取到卷芯管的工序中,经纱在卷取张力下伸展,受其影响而产生纬纱的收缩,因此压缩应力作用于宽度方向。
[0086]
缩幅量(%)=(w
a-w
o
)/w
o
×
100
···
(1)
[0087]
缩幅量具体可以通过以下的1)~4)测定。
[0088]
1)测定玻璃布卷的最表层面的宽度方向的长度。此时,测定作为与md方向垂直的方向的、宽度方向的长度w
a
,在所测定的部位的一端部作标记。
[0089]
2)在从玻璃布卷退卷约2m的玻璃布的时刻,在无松弛的状态下测定上述1)中作标记的位置的宽度方向的长度w
o
。
[0090]
3)通过式(1)求出缩幅量。
[0091]
4)使用同一玻璃布卷,将上述1)至3)的测定重复5次,将其平均值作为缩幅量。
[0092]
本实施方式的卷状长条玻璃布的缩幅量优选为-0.5%以上且小于1%,优选为-0.4%以上且小于0.1%,更优选为-0.3%以上且0.05%以下,进一步优选为-0.2%以上且0.05%以下,更进一步优选为-0.1%以上且0%以下。
[0093]
通过使缩幅量小于0.1%,纬纱维持本来的起伏状态或适度伸展的状态,并且经纱也受到纬纱的约束,起伏状态在宽度方向上接近均匀,因此得到尺寸稳定性优异的玻璃布。
[0094]
另外,通过使缩幅量为-0.5%以上,从而经纱的起伏不会过度增大,被维持在接近本来的起伏状态的形状,因此可以将玻璃布致密地层叠,卷取状态容易变得紧密。
[0095]
通过使缩幅量为-0.5%以上且小于0.1%,玻璃布的经纱及纬纱的起伏结构分别变均匀,并且卷取状态成为紧密层叠的状态。另外,通过使缩幅量为-0.5%以上且小于0.1%,还能消除在玻璃布卷取前的工序、例如织造工序、开纤工序、表面处理工序等中玻璃布所产生的变形,因此可以制成织物结构均匀的玻璃布。
[0096]
如上所述,通过使缩幅量为-0.5%以上且小于1%,从而可以抑制玻璃布中产生松弛、纹理扭曲、及褶皱等织物结构的变形的情况。
[0097]
在使热固化性树脂浸渗于玻璃布并进行干燥而形成预浸料、使用该预浸料制成层叠板、接着形成包含铜箔的电路图案的工序中,织物结构均匀、起伏结构均匀的玻璃布可以降低该工序中的尺寸变化的偏差。
[0098]
作为使卷状长条玻璃布的缩幅量为-0.5%以上且小于0.1%的方法,可列举例如:在将玻璃布卷取于卷芯管的工序中调整卷取方法的方法(具体为调整卷取张力的方法、在即将进行卷取前用扩展辊等扩展玻璃布的方法、调整挤压压力的方法、使轧辊的材质为具有橡胶弹性的橡胶状弹性体的方法等);调整玻璃布所使用的纱种类、织物密度、纱宽度等而调整纬纱的起伏结构的方法;调整涂布于玻璃布的硅烷偶联剂的种类、涂布量而调整玻璃布的摩擦系数的方法;调整玻璃布的质地的方法;及将这些方法适当组合而成的方法。
[0099]
<卷状长条玻璃布的制造方法>
[0100]
作为制造本实施方式的卷状长条玻璃布的方法,可优选列举在将玻璃布卷取于卷芯管的工序中调整卷取张力的方法。
[0101]
关于本实施方式的卷状长条玻璃布的制造中的、将玻璃布卷取于卷芯管的工序,例如,可以使用如图2示意性所示的、在即将卷取玻璃布之前配置扩展辊13及轧辊12而进行
玻璃布的扩展的装置来进行制造。
[0102]
在卷状玻璃布的制造中,优选在即将卷取玻璃布前在卷芯管或卷取辊的附近配置扩展辊、并且使玻璃布通过该扩展辊。扩展辊可以暂时消除玻璃布的缩幅,有不依赖位于该导辊更上游的工序而实现稳定卷取的倾向。
[0103]
作为扩展辊,只要是能够使玻璃布弯曲且通过辊、从而可以沿着两端方向赋予张力的辊就没有特别限定。作为扩展辊,可以使用例如:miyakawa roller公司制的zebra roller c型、d型等在外周面具有多个沿着纤维织物的前进方向倾斜的槽的类型;miyakawa roller公司制的zebra roller a型和b型、明和橡胶公司制的composite helical roll等交替排列有沿着纤维织物的前进方向倾斜且摩擦系数不同、硬度不同的橡胶的类型;三桥公司制的flat expander roll、miravo roll等设置于辊外周的橡胶会随着旋转而伸缩的类型;kansen expander industrial co.,ltd制的扩展辊、金阳株式会社制的橡胶扩展辊等辊轴弯曲的类型;katsura roller mfg.co.,ltd.制的径向中高度型(radial crown type)等中央部的直径大于两端部的直径的被称为中高辊的类型;等。
[0104]
另外,在本实施方式的卷状玻璃布的卷取中,优选一边利用轧辊对上述卷取辊的中心方向进一步赋予10n/m以上且500n/m以下的压力、即挤压压力一边进行卷取。轧辊所赋予的压力优选为10~500n/m,更优选为30~400n/m,进一步优选为50~300n/m。轧辊只要为通常所用的轧辊就没有特别限制。
[0105]
通过一边利用轧辊赋予10n/m以上的压力一边进行卷取,可以减少空气向所卷取的玻璃布的层间卷入的情况,因此适度的摩擦力作用于处于最外层的玻璃布与相邻的处于内层侧的玻璃布之间。因此,即使在起因于卷取张力的压缩应力作用于最外层的玻璃布的情况下,最外层也受到相邻的位于其内层的玻璃布的约束而不易移动,因此可以抑制卷绕褶皱的产生、调整卷密度。
[0106]
通过一边利用轧辊赋予500n/m以下的压力一边进行卷取,从而有如下倾向:抑制玻璃布在局部性压力作用下所发生的起毛等品质上的问题。
[0107]
另外,上述轧辊的材质优选为具有橡胶弹性的橡胶状弹性体,所述橡胶状弹性体包含选自由丁腈橡胶、氯丁橡胶、乙-丙橡胶、有机硅橡胶、丁基橡胶、苯乙烯橡胶、氨酯橡胶、海帕伦(hypalone)橡胶、氟橡胶、天然橡胶等组成的组中的1种以上。
[0108]
另外,上述轧辊优选的是,为a型硬度计硬度的肖氏a硬度为30以上且80以下。通过使肖氏硬度为80以下,压力作用的面积变大,因此,可以将用扩展辊扩展后的布维持扩展后的状态地卷取,因此是优选的。通过使肖氏硬度为30以上,可抑制轧辊自身的经时变形,因此可以长期进行稳定的卷取,因此是优选的。
[0109]
<片状的玻璃布>
[0110]
本实施方式的卷状长条玻璃布也包括从卷状的玻璃布退卷而形成的片状的玻璃布。另外,还可以一边将玻璃布从卷状的玻璃布中退卷一边连续地供于预浸料等的制造。
[0111]
根据本实施方式,可以提供松弛、纹理扭曲、褶皱等变形少、从而处理性优异且尺寸稳定性优异、介电常数低、介电损耗角正切低的玻璃布。
[0112]
<预浸料>
[0113]
本实施方式之一为一种预浸料,其具有:从本实施方式的卷状长条玻璃布退卷的玻璃布、和浸渗在上述玻璃布中的基体树脂组合物。
[0114]
通过使用本实施方式的卷状长条玻璃布来制造预浸料,可以提供在对预浸料进行加热加压成型而形成层叠板的工序、及形成电路的工序中的尺寸稳定性优异的预浸料。
[0115]
可以按照常规方法来制造使用本实施方式的卷状长条玻璃布制作的预浸料。例如,可以将环氧树脂之类的基体树脂用有机溶剂稀释,使得到的清漆浸渗于将本实施方式的卷状的玻璃布退卷而得的玻璃布,然后用干燥炉使有机溶剂挥发,使热固化性树脂固化至b阶状态(半固化状态),从而制作树脂浸渗预浸料。
[0116]
作为基体树脂组合物,除了上述环氧树脂以外,可列举:双马来酰亚胺树脂、氰酸酯树脂、不饱和聚酯树脂、聚酰亚胺树脂、bt树脂、官能团化聚苯醚树脂等热固化性树脂;聚苯醚树脂、聚醚酰亚胺树脂、全芳香族聚酯的液晶聚合物(lcp)、聚丁二烯、氟树脂等热塑性树脂;及它们的混合树脂等。从提高介电特性、耐热性、耐溶剂性及压制成型性的观点出发,作为基体树脂组合物,可以使用将热塑性树脂用热固化性树脂改性而得的树脂。
[0117]
另外,作为基体树脂组合物,可以使用在树脂中混杂有二氧化硅及氢氧化铝等无机填充剂;溴系、磷系、金属氢氧化物等阻燃剂;以及硅烷偶联剂;热稳定剂;抗静电剂;紫外线吸收剂;颜料;着色剂;润滑剂等的树脂。
[0118]
<印刷线路板>
[0119]
本实施方式之一为一种印刷线路板,其使用本实施方式的预浸料来制造、即具备本实施方式的预浸料。通过使用本实施方式的预浸料制造印刷线路板,从而可以提供高品质、布线电路准确的印刷线路板。
[0120]
需要说明的是,只要没有特别声明,则上述的各种测定值按照后述实施例中记载的测定方法来测定。
[0121]
实施例
[0122]
以下,使用实施例及比较例更具体地说明本发明。本发明不受以下的实施例任何限定。
[0123]
〔玻璃布的物性〕
[0124]
按照jis r3420测定玻璃布的物性,具体为玻璃布的厚度、经纱及纬纱的质量、构成经纱及纬纱的长丝的直径、经纱及纬纱的织物密度。
[0125]
〔经纱及纬纱的长丝数〕
[0126]
进行纱的截面观察,数出长丝数。
[0127]
设为5次测定值的平均值。
[0128]
〔弹性模量〕
[0129]
关于弹性模量,通过脉冲回波重合法测定纵弹性模量。
[0130]
〔卷密度〕
[0131]
如图1的示意图所示,测定除芯c之外的卷的侧面的面积s及卷宽度w、除芯c之外的卷的质量,求出卷状长条玻璃布的卷密度。
[0132]
求出将侧面的面积s乘以卷宽度w而得的值、即除芯c之外的1个卷2的体积,将1个卷2的质量除以上述体积而求出卷密度。
[0133]
〔片密度〕
[0134]
测定玻璃布的每单位面积的质量(g/cm2)和厚度(cm),将该玻璃布的每单位面积的质量除以该厚度,从而求出卷状长条玻璃布的片密度。
[0135]
〔缩幅量〕
[0136]
使用无张力下的玻璃布的宽度w
o
和位于卷取辊上的玻璃布的宽度w
a
,通过以下的式(1)求出缩幅量。
[0137]
缩幅量(%)=(w
a-w
o
)/w
o
×
100
···
(1)
[0138]
具体而言,按照以下的1)~4)测定缩幅量。
[0139]
1)测定玻璃布卷的最表层面的宽度方向的长度。此时,测定作为与md方向垂直的方向的、宽度方向的长度w
a
,在所测定的部位的一端部作标记。
[0140]
2)在从玻璃布卷退出约2m的玻璃布的时刻,在无松弛的状态下测定上述1)中作标记的位置的宽度方向的长度w
o
。
[0141]
3)通过式(1)求出缩幅量。
[0142]
4)使用同一玻璃布卷,将上述1)至3)的测定重复5次,将其平均值作为缩幅量。
[0143]
〔玻璃布中的硼及磷的含量〕
[0144]
通过icp发射光谱法求出玻璃布中的硼及磷的含量。需要说明的是,作为icp发射光谱,使用hitachi high-tech science corporation制的ps3520vddii。
[0145]
具体而言,硼含量如下求出:称取玻璃布试样,用碳酸钠溶解后,用稀硝酸溶解,定容,通过icp发射光谱法测定硼,从而求出试样中的含量。磷含量如下求出:称取玻璃布试样,用硫酸、硝酸及氢氟酸加热分解后,用稀硝酸加热溶解,定容,通过icp发射光谱法测定磷,从而求出试样中的含量。
[0146]
〔尺寸稳定性评价〕
[0147]
(试验预浸料制作)
[0148]
将实施例及比较例中得到的卷状的玻璃布的表层侧500m沿着与卷取方向相同的方向分割加工成3条宽度430mm的玻璃布,得到3条宽度430mm、长度500m的玻璃布,分别设为表层侧a、表层侧b、表层侧c。在此,表层侧500m是指从最表层的卷取终止点起的500m。
[0149]
另外,将实施例及比较例中得到的卷状的玻璃布的内层侧500m分割加工成3条宽度430mm的玻璃布,得到3条宽度430mm、长度500m的玻璃布,分别设为内层侧a、内层侧b、内层侧c。在此,内层侧500m是指:距离卷芯管的卷取起始点550m处至距离上述卷芯管的卷取起始点50m处之间的500m。
[0150]
接着,将所得到的6条玻璃布、即表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c分别供于使用环氧树脂清漆的预浸料涂敷,得到6条试验预浸料、即表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c。需要说明的是,将低溴化双酚a型环氧树脂80质量份、甲酚酚醛型环氧树脂20质量份、双氰胺2质量份、2-乙基-4-甲基咪唑0.2质量份、2-甲氧基-乙醇100质量份配合而调配环氧树脂清漆。预浸料涂敷在下述条件下进行:以3m/min的速度输送玻璃布,将玻璃布浸渍在环氧树脂清漆中,按照树脂含量为68质量%的方式使其通过调整了间隙的狭缝从而刮掉多余的清漆,然后在干燥温度170℃、干燥时间1分钟30秒的条件下进行干燥。
[0151]
(试验基板制作)
[0152]
使用由卷状的玻璃布的不同部位制作的试验预浸料、表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c,按照以下的方法制作试验基板、表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c。
[0153]
将预浸料切成340mm
×
340mm的大小,将2片该预浸料层叠,接着在两表面配置厚度12μm的铜箔,然后以195℃、40kgf/cm2进行压缩成型,得到作为试验基板的表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c。
[0154]
(尺寸稳定性评价)
[0155]
在得到的试验基板上,以成为125mm间隔的方式在纵向3处
×
横向3处、即合计9处作标记。然后对于纵向和横向,分别测定6个位置处的相邻的2个标记的标记间隔,得到测定值α。然后,通过蚀刻处理除去铜箔,以170℃加热30分钟,然后再次测定该标记间隔,得到测定值β。
[0156]
对于经纱方向和纬纱方向,计算测定值α与测定值β之差相对于测定值α的比例,从而求出经纱方向和纬纱方向的各自的6个基准点间的尺寸变化率值。
[0157]
对于由卷状的玻璃布的不同部位制作的6片试验基板、即表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c,实施上述的尺寸变化率的测定,求出经纱方向和纬纱方向的各自的合计36个基准点间的尺寸变化率值。
[0158]
接着,求出由6片试验基板、即表层侧a、表层侧b、表层侧c、内层侧a、内层侧b及内层侧c得到的36个经纱方向的尺寸变化率值的平均值,作为经纱方向的尺寸变化率。另外,求出经纱方向的36个尺寸变化率值的标准偏差,作为经纱方向的尺寸变化率的偏差。
[0159]
同样地求出36个纬纱方向的尺寸变化率值的平均值,作为纬纱方向的尺寸变化率。另外,求出纬纱方向的36个尺寸变化率值的标准偏差,作为纬纱方向的尺寸变化率的偏差。
[0160]
〔卷状玻璃布的品质、及退卷时的卷状玻璃布的品质〕
[0161]
关于卷状玻璃布的品质,在卷取时及卷绕结束后进行外观检查,确认有无卷绕褶皱、有无散卷。表中,
○
表示在卷取时及卷绕结束后无卷绕褶皱及散卷。
[0162]
关于退卷时的卷状玻璃布的品质,进行退卷时的卷的外观检查,确认有无卷绕褶皱、起因于卷紧褶皱的凹凸。表中,
○
表示无卷绕褶皱及凹凸。
[0163]
<实施例2>
[0164]
作为经纱、纬纱,均使用平均长丝直径4.0μm、长丝数50条、加捻数1.0z、每单位长度的重量1.44
×
10-6
kg/m的低介电玻璃纱(弹性模量61gpa、硼含量23.2%、磷含量0.1%),使用喷气织机,以经纱95.0条/25mm、纬纱95.5条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。
[0165]
以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0166]
将该玻璃布用扩展辊扩展之后,在初始卷取张力300n、最终卷取张力100n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取辊上施加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度15μm、烧灼失重0.89%、宽度1,290mm、长度2,000m的卷状的玻璃布a。
[0167]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0168]
另外,在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布a退卷时进行观察,结果是,在直至卷内层部的整个层中,无卷绕褶皱、凹凸,为均匀的状态。
[0169]
<实施例2>
[0170]
作为经纱、纬纱,均使用平均长丝直径5.0μm、长丝数100条、加捻数1.0z、每单位长度的重量4.86
×
10-6
kg/m的低介电玻璃纱(弹性模量61gpa、硼含量23.2%、磷含量0.1%),使用喷气织机,以经纱65.0条/25mm、纬纱67.0条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0171]
将该玻璃布用扩展辊扩展之后,在初始卷取张力400n、最终卷取张力100n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取轴上施加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度29μm、烧灼失重0.60%、宽度1,290mm、长度2,000m的卷状的玻璃布b。
[0172]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0173]
另外,在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布b退卷时进行观察,结果是,在直至卷内层部的整个层中,无卷绕褶皱、凹凸,为均匀的状态。
[0174]
<比较例1>
[0175]
通过与实施例2相同的方法制作玻璃布,得到玻璃布。
[0176]
将该玻璃布用扩展辊扩展之后,按照初始卷取张力为400n、最终卷取张力达到320n的方式对卷取张力进行线性梯度控制,并且用sus制的轧辊施加挤压压力,以不能充分进行卷密度的控制的状态卷取在直径240mm的卷芯管上,得到厚度15μm、烧灼失重0.89%、宽度1,290mm、长度2,000m的卷状的玻璃布h。
[0177]
卷状的玻璃布h中,卷芯侧1100m~最外层产生了深的卷绕褶皱。
[0178]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布h退卷时进行观察,结果是,即使在卷取时并未观察到卷绕褶皱的卷内层部,也存在伴有凹凸的深褶皱。
[0179]
<比较例2>
[0180]
将初始卷取张力设为200n、将最终卷取张力设为160n,除此以外通过与比较例1相同的方法进行玻璃布的制作及卷取,得到厚度29μm、烧灼失重0.58%、宽度1,290mm、长度2,000m的卷状的玻璃布i。
[0181]
卷状的玻璃布i中,在卷芯侧1400m~最外层产生了轻微的卷绕褶皱。
[0182]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布i退卷时进行观察,结果是,即使是卷取时并未观察到卷绕褶皱的卷内层部,也在卷内层部存在深的卷绕褶皱。
[0183]
<比较例3>
[0184]
将初始卷取张力设为100n、将最终卷取张力设为80n,除此以外通过与比较例1相同的方法进行玻璃布的制作及卷取,得到厚度29μm、烧灼失重0.60%、宽度1,290mm、长度2,000m的卷状的玻璃布j。
[0185]
卷状的玻璃布j的外观无卷绕褶皱、散卷等品质不良,为均匀的卷形状。
[0186]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布j退卷时进行观察,结果是,虽然在卷取时未观察到,但是在卷内层部存在轻微的卷绕褶皱。
[0187]
<实施例3>
[0188]
作为经纱、纬纱,均使用平均长丝直径5.0μm、长丝数200条、加捻数1.0z、每单位长度的重量9.78
×
10-6
kg/m的低介电玻璃纱(弹性模量61gpa、硼含量23.2%、磷含量0.1%),使用喷气织机,以经纱52.5条/25mm、纬纱52.5条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0189]
将该玻璃布用扩展辊扩展之后,在初始卷取张力260n、最终卷取张力100n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取轴上施加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度46μm、烧灼失重0.56%、宽度1,290mm、长度2,000m的卷状的玻璃布c。
[0190]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0191]
卷状的玻璃布c的外观无卷绕褶皱、散卷等品质不良,为均匀的卷形状。
[0192]
另外,在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布c退卷时进行观察,结果是,在直至卷内层部的整个层中,无卷绕褶皱、凹凸,为均匀的状态。
[0193]
<实施例4>
[0194]
将初始卷取张力设为450n、将最终卷取张力设为150n,除此以外通过与实施例3相同的方法进行玻璃布的制作、卷取,得到厚度44μm、烧灼失重0.54%、宽度1,290mm、长度2,000m的卷状的玻璃布d。
[0195]
卷状的玻璃布d的外观无卷绕褶皱、散卷等品质不良,为均匀的卷形状。另外,卷状的玻璃布d的缩幅量为-0.08%,卷绕硬度的平均值为53,卷绕硬度的变动率为0.007,卷绕硬度差为1。
[0196]
另外,在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布d退卷时进行观察,结果是,在直至卷内层部的整个层中,无卷绕褶皱、凹凸,为均匀的状态。
[0197]
<比较例4>
[0198]
通过与实施例3相同的方法制作玻璃布,得到玻璃布。
[0199]
将该玻璃布用扩展辊扩展之后,按照初始卷取张力为450n、最终卷取张力达到360n的方式对卷取张力进行线性梯度控制,并且用sus制的轧辊施加挤压压力,以不能充分进行卷密度的控制的状态卷取在直径240mm的卷芯管上,得到厚度44μm、烧灼失重0.57%、宽度1,290mm、长度2,000m的卷状的玻璃布k。
[0200]
卷状的玻璃布k中,在卷芯侧500m~最外层产生了深的卷绕褶皱。
[0201]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布k退卷时进行观察,结果是,即使在卷取时并未观察到卷绕褶皱的卷内层部,也存在伴有凹凸的深褶皱。
[0202]
<比较例5>
[0203]
将初始卷取张力设为200n、将最终卷取张力设为160n,除此以外通过与比较例4相
同的方法进行玻璃布的制作及卷取,得到厚度44μm、烧灼失重0.55%、宽度1,290mm、长度2,000m的卷状的玻璃布l。
[0204]
卷状的玻璃布l中,在卷芯侧800m~最外层产生了轻微的卷绕褶皱。
[0205]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布l退卷时进行观察,结果是,即使在卷取时并未观察到卷绕褶皱的卷内层部,也存在伴有凹凸的深褶皱。
[0206]
<比较例6>
[0207]
将初始卷取张力设为100n、将最终卷取张力设为80n,除此以外通过与比较例1相同的方法进行玻璃布的制作及卷取,得到厚度44μm、烧灼失重0.56%、宽度1,290mm、长度2,000m的卷状的玻璃布m。
[0208]
卷状的玻璃布m的外观无卷绕褶皱、散卷等品质不良,为均匀的卷形状。
[0209]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布m退卷时进行观察,结果是,虽然在卷取时未观察到,但是在卷内层部存在轻微的卷绕褶皱。
[0210]
<实施例5>
[0211]
作为经纱、纬纱,均使用平均长丝直径5.0μm、长丝数200条、加捻数1.0z、每单位长度的重量9.55
×
10-6
kg/m的玻璃纱(弹性模量56gpa、硼含量23.0%、磷含量4.1%),使用喷气织机,以经纱52.5条/25mm、纬纱52.5条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0212]
将该玻璃布用扩展辊扩展之后,在初始卷取张力450n、最终卷取张力150n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取轴上施加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度45μm、烧灼失重0.89%、宽度1,290mm、长度2,000m的卷状的玻璃布e。
[0213]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0214]
卷状的玻璃布e的外观无卷绕褶皱、散卷等品质不良,为均匀的卷形状。
[0215]
另外,在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布e退卷时进行观察,结果是,在直至卷内层部的整个层中,无卷绕褶皱、凹凸,为均匀的状态。
[0216]
<实施例6>
[0217]
作为经纱、纬纱,均使用平均长丝直径5.0μm、长丝数100条、加捻数1.0z、每单位长度的重量4.71
×
10-6
kg/m的玻璃纱(弹性模量56gpa、硼含量23.0%、磷含量4.1%),使用喷气织机,以经纱65.0条/25mm、纬纱67.0条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0218]
将该玻璃布用扩展辊扩展之后,在初始卷取张力450n、最终卷取张力150n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取轴上施
加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度28μm、烧灼失重0.91%、宽度1,290mm、长度2,000m的卷状的玻璃布f。
[0219]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0220]
卷状的玻璃布f的外观无卷绕褶皱、散卷等品质不良,为均匀的卷形状。
[0221]
另外,在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布f退卷时进行观察,结果是,在直至卷内层部的整个层中,无卷绕褶皱、凹凸,为均匀的状态。
[0222]
<比较例7>
[0223]
作为经纱、纬纱,均使用平均长丝直径5.0μm、长丝数200条、加捻数1.0z、每单位长度的重量10.82
×
10-6
kg/m的e玻璃纱(弹性模量73gpa、硼含量6.2%、磷含量0.1%),使用喷气织机,以经纱52.5条/25mm、纬纱52.5条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0224]
将该玻璃布用扩展辊扩展之后,在初始卷取张力450n、最终卷取张力150n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取轴上施加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度45μm、烧灼失重0.16%、宽度1,290mm、长度2,000m的卷状的玻璃布n。
[0225]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0226]
卷状的玻璃布n中,在卷芯侧100m~最外层产生了轻微的卷绕褶皱。
[0227]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布n退卷时进行观察,结果是,在卷内层部存在伴有比卷取时观察到的卷绕褶皱更深的凹凸的褶皱。
[0228]
<比较例8>
[0229]
作为经纱、纬纱,均使用平均长丝直径5.0μm、长丝数200条、加捻数1.0z、每单位长度的重量9.55
×
10-6
kg/m的低介电玻璃纱(弹性模量48gpa、b2o3含量29.8%、p2o5含量6.1%),使用喷气织机,以经纱52.5条/25mm、纬纱52.5条/25mm的织物密度织造玻璃布,得到宽度1,350mm的坯布。以400℃加热处理24小时而对该坯布进行脱浆,然后将玻璃布浸渍在使用了作为硅烷偶联剂的n-β-(n-乙烯基苄基氨基乙基)-γ-氨基丙基三甲氧基硅烷;sz6032(东丽
·
道康宁公司制)的处理液中,压浆后,以120℃干燥1分钟,再利用高压水喷射实施开纤,然后进行宽度加工,得到玻璃布。
[0230]
将该玻璃布用扩展辊扩展之后,在初始卷取张力450n、最终卷取张力150n的卷取张力条件下,一边用肖氏硬度30的具有橡胶弹性的轧辊沿着宽度方向均匀地在卷取轴上施加挤压压力,一边卷取到直径240mm的卷芯管上,得到厚度45μm、烧灼失重0.19%、宽度1,290mm、长度2,000m的卷状的玻璃布o。
[0231]
需要说明的是,在上述卷取过程工序中,一边监视卷密度的变化一边调整卷取张力和挤压压力而进行卷内部的应力分布和卷密度的控制,从而实施卷取。
[0232]
卷状的玻璃布o中,在卷芯侧100m~最外层产生了深褶皱。
[0233]
在为了制作尺寸稳定性评价用的试验基板而将卷状的玻璃布o退卷时进行观察,结果是,在卷内层部存在伴有比卷取时观察到的卷绕褶皱更深的凹凸的褶皱。
[0234]
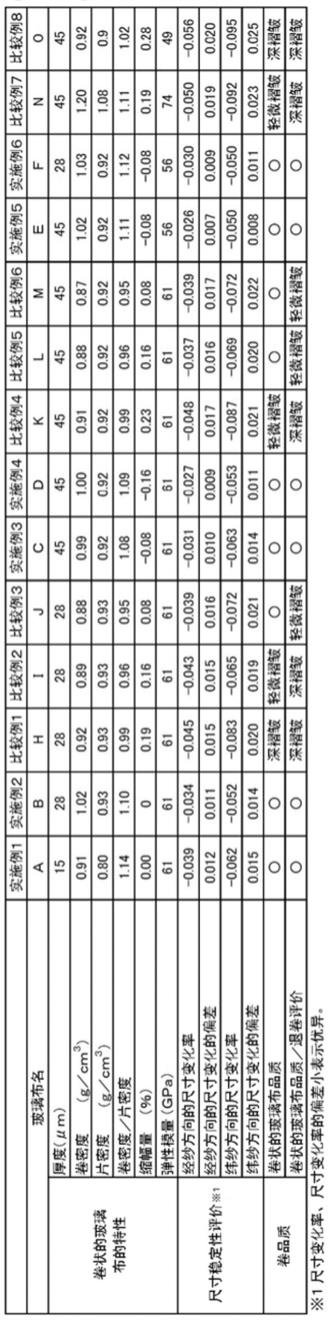
【表1】
[0235]
[0236]
产业上的可利用性
[0237]
本发明作为用于预浸料等的玻璃布具有产业上的可利用性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

