1.本发明涉及例如高楼空调用风门致动器等电动机的驱动源所使用的外转子型电动机。
背景技术:
2.外转子型的直流无刷电动机中,在例如黄铜等金属制轴承外壳支承有金属制安装板,在该金属制安装板一体地组装有基板。在轴承外壳内组装有含油轴承,转子轴可旋转地支承于含油轴承。
3.转子轴的一端一体地连结到保持转子轭的转子轮毂。转子轮毂使用黄铜制成等的金属部件,与杯状的转子轭铆接而一体地组装。此外,在转子轴的另一端(输出端)压入金属制的电动机齿轮。
4.定子一体地组装于轴承外壳。具体地,定子铁芯的环状芯背部压入粘接到轴承外壳的外周并进行组装。此外,线圈经由绝缘体卷绕于从芯背部向径向外侧延伸设置的极齿。极齿的齿顶即磁通作用面以与设于转子轭的内周的环状的转子磁体相对的方式进行组装。上述电动机为了维持转子轴的轴直角度,将定子铁芯固定于金属制成的电动机壳体、轴承外壳等刚度较高的构件。此外,从卷绕于定子极齿的线圈引出的线圈引线连接到电路基板而被控制通电,或者设有霍尔ic等传感器基板,通过外部连接端子从电路基板、传感器基板与上位设备的控制基板电配线连接。
5.外转子型电动机的定子侧的结构部件即轴承外壳、轴承使用金属部件,可旋转地支承于轴承的转子侧的结构部件即转子轴、转子轭等也使用金属部件,转子轮毂和转子轴通过压入等一体地组装(参照专利文献1:日本专利特开2001
‑
298893号公报、专利文献2:日本专利特开2014
‑
18068号公报)现有技术文献专利文献
6.专利文献1:日本专利特开2001
‑
298893号公报专利文献2:日本专利特开2014
‑
18068号公报
7.然而,上述电动机中,需要与电动机侧的电路基板等和装设设备侧的控制基板的多个基板的配置配线连接,从而固定定子铁芯的轴承外壳、电动机壳体等部件数量变多,使制造成本提高。因此,为了降低生产成本,考虑通过嵌件成型使转子轴和定子铁芯一体成型,并将定子铁芯装设于一元化的电路基板,从而减少部件数量并降低成本。在这种情况下,会在电动机部件的树脂化时存在以下担心事项。
8.(1)可能会使定子铁芯和转子轴的轴直角度降低,从而使电动机性能降低。(2)可能会使定子铁芯和基板的轴直角度降低,从而使电动机性能降低。
技术实现要素:
9.本发明是为了解决上述技术问题而作出的,其目的提供一种外转子型电动机,能抑制电动机部件的加工成本并且减少部件数量、减少组装工序,能在不降低定子铁芯与转子轴的轴直角度、定子铁芯与基板的轴直角度的情况下维持电动机性能。
10.为了解决上述技术问题,本发明至少包括以下结构。一种外转子型电动机,该外转子型电动机的转子能旋转地组装于定子的径向外侧,包括:定子单元,该定子单元具有定子铁芯、绝缘体以及基板,上述定子铁芯具有从形成为环状的芯背部向径向外侧突出设置的多个极齿,上述绝缘体通过覆盖上述定子铁芯的第一树脂构件而一体成型有插入到上述芯背部的中心孔的固定轴,上述基板经由上述绝缘体组装有上述定子铁芯,并与经由上述绝缘体卷绕于极齿的磁线电连接;以及转子单元,该转子单元在形成为杯状的转子轭的内周面设有环状的转子磁体,并且与至少由第二树脂构件构成的转子轮毂一体成型,使突出设置于上述绝缘体的轴向输出相反端侧的多个基板插入片嵌合于基板插入孔而使上述定子铁芯与上述基板一体地组装,在上述转子轮毂的筒孔插入有上述固定轴并以使上述转子磁体和上述极齿相对的方式组装上述定子单元和上述转子单元,上述转子单元被组装成能够以上述固定轴为中心滑动旋转。
11.根据上述结构,通过使轴承、轴承外壳、安装板、电动机齿轮等通常使用了金属产品的电动机结构部件树脂化,能尽可能地减少部件数量并降低制造成本。此外,通过使插入到芯背部的中心孔的固定轴与覆盖定子铁芯的第一树脂构件即绝缘体一体成型,能在不降低定子铁芯和组装有转子单元的固定轴的轴直角度的情况下维持电动机性能。使突出设置于绝缘体的轴向输出相反端侧的多个基板插入片嵌合于基板插入孔而使定子铁芯和基板一体地组装,从而能在不降低定子铁芯和基板的轴直角度的情况下维持电动机性能。
12.也可以是,在上述基板插入片形成有:插通于上述基板的基板插入孔并抵靠于插入面侧的台阶部、以及前端部延伸设置到相反面侧并被固定的基板固定部。由此,通过将绝缘体的多个基板插入片插入基板插入孔并使台阶部抵靠于插入面,将定子铁芯相对于基板的高度位置确定为相同,并且通过在相反面侧固定前端部来定位并组装定子铁芯和基板。因此,维持了定子铁芯和基板的轴直角度,也提高了组装性。
13.也可以是,在上述绝缘体中,与上述定子铁芯的极齿对应地设有上述基板插入片,并在上述基板插入片彼此之间与上述极齿对应地设有抵靠于上述基板而进行支承的支承腿。由此,由于与定子铁芯的极齿对应地设有基板插入片,因此能以维持轴直角度的方式将定子铁芯平行地组装于基板,当在基板插入片彼此之间与极齿对应地设有抵接于基板而进行支承的支承腿时,能使定子铁芯组装于基板的组装姿势稳定。
14.可以提供一种外转子型电动机,能抑制电动机部件的加工成本并且减少部件数量、减少组装工序,能在不降低定子铁芯与组装有转子单元的转子轴的轴直角度、定子铁芯与基板的轴直角度的情况下维持电动机性能。
附图说明
15.图1是定子单元的立体图。图2是转子单元的立体图。图3是外转子型电动机的立体图。图4是图3的转子型电动机的轴向剖视图。图5是表示定子单元和基板的组装状态的主视图、右视图以及立体图。图6是另一例的转子单元的立体图。图7是另一例的转子单元的立体图。
具体实施方式
16.以下,参照附图对外转子型电动机的一例进行说明。外转子型电动机是指转子可旋转地组装于定子的径向外侧且在转子的输出轴设有齿轮的电动机。
17.在图1中,定子单元1包括定子铁芯2,该定子铁芯2具有从形成为环状的芯背部2a向径向外侧突出设置的极齿2b。在定子铁芯2的芯背部2a的中心孔2c插入固定轴3,通过第一树脂构件(绝缘性树脂构件,例如pbt:聚对苯二甲酸丁二醇酯树脂)嵌件成型而形成定子单元1。具体地,芯背部2a和极齿2b的周围被绝缘体4覆盖并且使固定轴3与绝缘体4一体化。上述固定轴3如后所述地成为转子单元5的旋转中心,从而实现了转子轴的固定轴化。
18.如图4所示,定子铁芯2的轴向一端侧的芯背部2a的中心孔2c被与固定轴3连结的绝缘体4封闭。这样,由于定子铁芯2和固定轴3嵌件成型而使芯背部2a的中心孔2c被绝缘体4封闭,因此不需要像以往那样将定子铁芯2组装于轴承保持部等的组装作业,由于芯背部2a和极齿2b的周围被绝缘体4覆盖,因此也不需要在此后将绝缘体4组装于定子铁芯2的作业,减少了部件数量,还提高了组装性。
19.此外,定子铁芯2和固定轴3一起通过绝缘性树脂构件进行嵌件成型,并在被绝缘体4覆盖的状态下一体地组装。因此,维持了通过嵌件成型而一体化的固定轴3和定子铁芯2的轴直角度。在由绝缘体4覆盖的定子铁芯2的极齿2b卷绕有磁线2d,从而组装好定子单元1。这样,定子铁芯2和插入到芯背部2a的中心孔2c的固定轴3一起使用绝缘性树脂构件与绝缘体4一体成型,从而能在不降低定子铁芯2和组装有转子单元5的固定轴3的轴直角度的情况下,维持电动机性能。
20.此外,如图1所示,覆盖定子铁芯2的各极齿2b的绝缘体4的输出相反侧端部插入基板9的基板插入孔9a(参照图5的(b)、图5的(c)),前端被焊接的基板插入片4a等角度地配置于多个部位(至少三个部位以上)。在各基板插入片4a分别形成有抵靠于基板9的台阶部4b和插入到基板插入孔9a并且延伸设置到基板9的相反面并被焊接的焊接部4c(基板固定部)。经由绝缘体4卷绕于定子铁芯2的极齿2b的磁线2d与后述的基板9(参照图5)的基板端子电连接。
21.这样,将突出设置于绝缘体4的轴向输出相反端侧的多个基板插入片4a嵌合于基板插入孔9a以使定子铁芯2和基板9一体地组装,从而能在不降低定子铁芯2和基板9的轴直角度的情况下维持电动机性能。此外,通过将绝缘体4的多个基板插入片4a插入基板插入孔9a并使台阶部4b抵靠于插入面,会使定子铁芯2对于基板9的高度位置确定为相同,通过使前端侧的焊接部4c在相反面侧焊接,从而使定子铁芯2和基板9定位并进行组装。另外,基板
固定部不限于焊接部4c,也可以是其他结构,例如也可以是由扣合件形成的卡合、螺栓紧固固定、或者粘接固定等。此外,在绝缘体4上设于多个部位的基板插入片4a也可以不必等角度地配置。
22.如图5的(a)~图5的(c)所示,焊接部4c延伸设置到基板9的与电动机装设面相反的面,对从基板9突出的焊接部4c的前端焊接。例如,在九个切槽的定子铁芯2的情况下,至少在三个部位设有基板插入片4a,其余六个部位设有抵接于基板面而进行支承的支承腿4d(参照图1、图4)。另外,也可以与覆盖定子铁芯2的绝缘体4的所有极齿2b对应地设置基板插入片4a。
23.由此,由于与定子铁芯2的极齿2b对应地等间隔地设置基板插入片4a,因此可以以维持轴直角度的方式将定子铁芯2平行地组装于基板9,当在基板插入片4a彼此之间与极齿2b对应地设置抵接于基板9而进行支承的支承腿4d时,可以使定子铁芯2组装于基板9的组装姿势稳定。
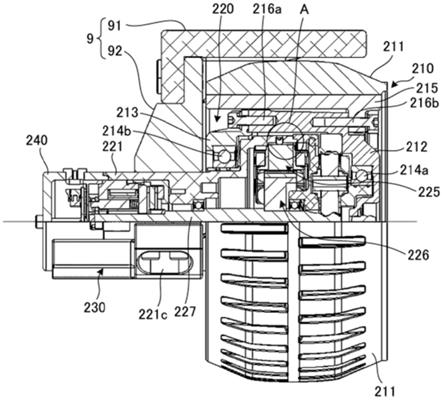
24.接着,参照图2和图4对转子单元5的结构进行说明。如图2所示,转子轭6由磁性体材料制成并且形成为杯状,形成有中心部被挖空的通孔6a(参照图4)。在转子轭6的内周面设置有环状的转子磁体7。转子磁体7被励磁成n极和s极在周向上交替地形成。
25.此外,如图4所示,在转子轭6的中心部形成有通孔6a,使用耐磨损性、滑动性较好的第二树脂构件、例如工程塑料树脂构件(pom:聚缩醛树脂等)对尽可能减少了金属部分的杯状的磁性体金属构件进行嵌件成型,从而一体成型有包括了后述的电动机齿轮8c的转子轮毂8。转子轮毂8穿过通孔6a在转子轭6的内表面侧和外表面侧沿轴向一体地延伸设置。
26.如图4所示,转子轮毂8在转子轭6的中央部一体成型为筒状,并具有在转子轭6的内表面侧沿轴向延伸设置的内侧筒状部8a和在转子轭6的外表面侧沿轴向延伸设置的外侧筒状部8b。在外侧筒状部8b的筒端部一体成型有电动机齿轮8c。另外,电动机齿轮8c不必一定设于外侧筒状部8b的筒端部,也可以例如如图6所示,在转子轭6的轴向外表面侧且在外侧筒状部8b的一部分与转子轮毂8一体成型。
27.转子单元5中,只要至少一体成型有电动机齿轮8c的转子轮毂8是树脂构件即可,也可以如图7所示,还包含杯状的转子轭6在内由例如工程塑料树脂构件一体成型。在这种情况下,环状的转子磁体7嵌件成型于杯状的转子轭6的内周面而一体地组装。
28.如图3所示,在筒状的转子轮毂8的筒孔8d插入有固定轴3并以使转子磁体7和极齿2b相对的方式在定子单元1组装有转子单元5,该转子单元5被组装成能够以固定轴3为中心滑动旋转。具体地,使转子轮毂8的内侧筒状部8a插入芯背部2a的轴向另一端侧的中心孔2c并使筒端部抵靠于绝缘体4,从而将转子单元5组装于定子单元1。
29.由此,能通过延长转子轮毂8的内侧筒状部8a的轴向长度来延长距电动机齿轮8c的轴向负载支点间距离d(参照图4),也能通过在转子轮毂8的外侧筒状部8b的筒端部设置电动机齿轮8c来延长从转子轮毂8的内侧筒状部8a到电动机齿轮8c的轴向负载支点间距离d(参照图4)。因此,可以维持电动机对于外部负载的耐负载性能以及寿命。
30.综上,通过使轴承、轴承外壳、安装板、电动机齿轮等通常使用了金属产品的电动机结构部件树脂化,能尽可能地减少部件数量并降低制造成本。此外,定子铁芯2和插入到芯背部2a的中心孔2c的固定轴3一起与使用了绝缘性树脂构件的绝缘体4一体成型,从而能在不降低定子铁芯2和组装有转子单元5的固定轴3的轴
直角度的情况下,维持电动机性能。使突出设置于绝缘体4的轴向输出相反端侧的多个基板插入片4a嵌合于基板插入孔9a并使定子铁芯2和基板9一体地组装,从而能在不降低定子铁芯2和基板9的轴直角度的情况下维持电动机性能。此外,通过使用最佳的树脂来对转子单元5和定子单元1嵌件成型,能减少结构部件,并廉价地提供组装性较好的外转子型电动机。另外,外转子型电动机中,也可以不必在转子轮毂8一体地形成有电动机齿轮8c。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。