1.本发明涉及工程施工技术领域,尤其涉及一种用于盾构机管片拼装的电气控制系统及其控制方法。
背景技术:
2.盾构机的管片拼装机,是一种设置在盾体部位、可以迅速把管片拼装成确定形式的起重机械。管片拼装机的回转机构将管片旋转到管片安装的径向位置,再由偏转油缸、仰俯油缸和举升油缸的不同步伸缩微调定位,使待装管片的螺栓孔与前一环、前一片管片的螺栓孔同时对齐。由于管片拼装精度要求较高,所以定位微调动作较为复杂,涉及的控制电路较为繁杂。而且,定位微调动作的电气控制线路需配合管片拼装的回转动作。此外,现阶段拼装机大臂提升、平移、小脚顶伸、侧摆、旋摆、俯仰的动作用是通过液压系统来控制,而液压驱动电机的380v动力源是由盾构机主电源供电;通过电缆卷筒来收、放电缆线的方式解决管片拼装机旋转与信号传输的机械矛盾,使得管片拼装机可以带着电缆旋转,但是旋转的方向、角度会受到了极大的限制。通过限位装置使得管片拼装机在正负210
°
范围内旋转;当限位装置发生故障时,会造成电缆线被拉断;当电缆卷筒故障时,无法正常收、放电缆线,导致电缆线过长或过短而被绞乱、拉断。由于电缆卷筒、电缆线成本过高;限位控制要求高;操作和维修技术难度大,维护成本高、安装繁琐、接线复杂、故障率高而带来安全隐患。
技术实现要素:
3.有鉴于此,本发明实施例提供一种用于盾构机管片拼装的电气控制系统及其控制方法,通过电池供电及无线传输来优化盾构管片拼装机,取代了原用的电缆卷筒、电缆线以及限位装置,解决了管片拼砖机旋转与信号传输的机械矛盾,使管片拼装能够同时实现无线传输、不受机械装置约束,同时增强了系统的灵活性和安全性。
4.为实现上述目的,根据本发明实施例的一方面,提供了一种用于盾构机管片拼装的电气控制系统,其特征在于,包括:盾构机的第一控制箱,所述盾构机的第一控制箱安装在盾构平台上,其中无线信号发射模块和控制器设置在所述第一控制箱中;无线信号发生器,所述无线信号发生器接收从所述无线信号发射模块输出的无线信号并发射;无线信号接收器,所述无线信号接收器接收从所述无线信号发生器发射的无线信号且输出;盾构机的第二控制箱,所述盾构机的第二控制箱安装在盾构机的管片拼装机上,其中无线信号接收模块安装在所述第二控制箱中,且所述无线信号接收模块接收从所述无线信号接收器输出的无线信号;以及管片拼装机的控制单元,其中所述无线信号接收模块将接收到的无线信号输出给管片拼装机的控制单元,其中,所述第一控制箱不随所述管片拼装机旋转而旋转,而所述第二控制箱随所述管片拼装机旋转而旋转。
5.优选地,所述无线信号发射模块接收由所述控制器发出的控制指令。
6.优选地,电气控制系统还包括:平移电机,所述平移电机安装在所述管片拼装机上;和电池,所述电池安装在所述管片拼装机上,并供电给所述平移电机和所述管片拼装机
的控制单元的控制电源。
7.优选地,电气控制系统还包括:还包括:自动充电装置,所述自动充电装置安装在所述管片拼装机上,当所述管片拼装机在“0”位时,所述自动充电装置自动给所述电池充电;和当所述管片拼装机旋转时,所述自动充电装置与所述电池自动断开充电。
8.优选地,当所述管片拼装机在“0”位时,所述自动充电装置的第一充电接触板与所述电池的第二充电接触板重合,所述自动充电装置的内部开关感应到位置信号后自动放电,所述电池进入充电状态;且当所述管片拼装机旋转时,所述位置信号断开,所述第一充电接触板和所述第二充电接触板不重合,所述自动充电装置和所述电池自动断开充电,且所述自动充电装置停止放电。
9.为实现上述目的,根据本发明实施例的另一方面,提供了一种用于盾构机管片拼装的电气控制方法,其特征在于,包括:控制器向无线信号发射模块发射控制信号;所述无线信号发射模块将控制信号转换成无线信号并输出到无线信号发生器;所述无线信号发生器将输出的无线信号发射到无线信号接收器;所述无线信号接收器将接收到的无线信号输出到无线信号接收模块;以及所述无线信号接收模块将无线信号输出给盾构机的管片拼装机的控制单元,其中,所述无线信号发射模块和所述控制器设置在安装在盾构平台上的盾构机的第一控制箱中,其中所述无线信号接收模块设置在安装在盾构机的管片拼装机上的盾构机的第二控制箱中,以及其中,所述第一控制箱不随所述管片拼装机旋转而旋转,而所述第二控制箱随所述管片拼装机旋转而旋转。
10.优选地,电气控制方法还包括:利用电池向平移电机和所述管片拼装机的控制单元的控制电源供电。
11.优选地,电气控制方法还包括:当所述管片拼装机在“0”位时,利用自动充电装置自动给所述电池充电;和当所述管片拼装机旋转时,所述自动充电装置与所述电池自动断开充电。
12.优选地,当所述管片拼装机在“0”位时,所述自动充电装置的第一充电接触板与所述电池的第二充电接触板重合,所述自动充电装置的内部开关感应到位置信号后自动放电,自动对所述电池进行充电;且当所述管片拼装机旋转时,所述位置信号断开,所述第一充电接触板和所述第二充电接触板不重合,所述自动充电装置和所述电池自动断开充电,且所述自动充电装置停止放电。
13.优选地,电气控制方法还包括:电池充电的步骤,所述电池充电的步骤包含以下的步骤:当盾构机推进状态时,所述电池充电;当管片拼装状态时,所述电池停止充电;当管片拼装系统工作时,所述电池放电;当管片拼装完成时,所述管片拼装机旋转至“0”位,所述电池自动充电;所述电池充电确认;以及所述盾构机继续推进。
14.上述发明中的一个或多个实施例至少具有如下优点或有益效果:
15.1、以电池作为拼装机液压控制电机的动力源,取代了原用的电缆卷筒、电缆线以及限位装置;
16.2、通过无线控制和电池供电可以摆脱电缆卷筒有线束缚,达到任意角度旋转;
17.3、整个系统安装方便,节约了人工和成本;
18.4、维修、保养方便,大大节约了使用过程中维保的成本;
19.5、大大降低了故障率,减少了因为故障影响盾构正常推进的停机时间,节约了盾
构掘进的施工成本;
20.6、提高了使用的安全性;
21.7、大大的提高了用电的安全性;
22.8、具有自动充放电的功能;
23.9、采用了先进的无线信号,例如蓝牙模块传输;
24.10、通过plc(可编程控制系统)控制信号传输来实现;
25.11、控制系统采用先进的控制方法,可以达到点对点,多点对多点,点对多点的信号接收;
26.12、无线信号接收器及各控制单元安装于管片拼装机上,随管片拼装机旋转,可以360
°
内任意角度接收控制信号;
27.13、当电池无电时,液压系统会保持当前状态,保证了拼装的安全性;以及
28.14、当断电时,电池会保持20%的余电量,确保拼装机可以恢复到安全状态。
29.上述的非惯用的可选方式所具有的进一步效果将在下文中结合具体实施方式加以说明。
附图说明
30.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。在附图中:
31.图1是根据本发明实施例的用于盾构机管片拼装的电气控制系统的主要结构示意图。
32.图2是根据本发明实施例的无线信号传输原理示意图。
33.图3是传统信号传输电路示意图。
34.图4是根据本发明实施例的无线信号传输原理图示意图。
35.图5是根据本发明实施例的直流电机充电和电路控制电路示意图。
36.图6是根据本发明实施例的电池组工作原理图。
37.图7是根据本发明实施例的电池充电流程图。
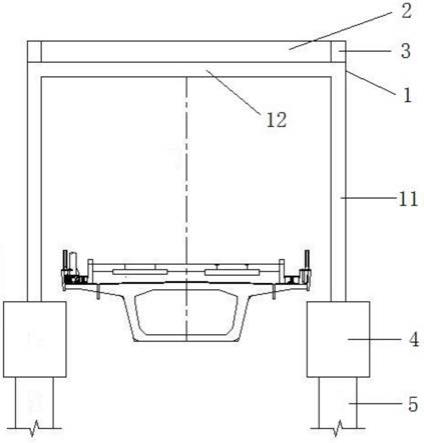
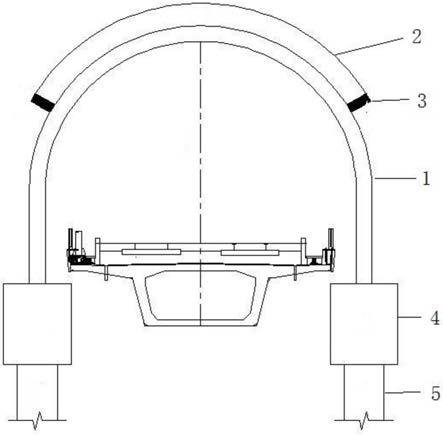
38.图8a和图8b是根据本发明实施例的电气控制系统的主要结构的安装示意图。
39.图9是根据本发明发明实施例的用于盾构机管片拼装的电气控制方法的主要步骤的示意图。
具体实施方式
40.以下结合附图对本发明的示范性实施例做出说明,其中包括本发明实施例的各种细节以助于理解,应当将它们认为仅仅是示范性的。因此,本领域普通技术人员应当认识到,可以对这里描述的实施例做出各种改变和修改,而不会背离本发明的范围和精神。同样,为了清楚和简明,以下的描述中省略了对公知功能和结构的描述。
41.盾构机的管片拼装机是能够迅速将管片拼装成确定形式的起重机械。管片拼装机安装在尾盾,由平移机构、回转机构、举升机构、举重钳、管路支架等组成。管片拼装机的回
转机构将管片旋转到管片安装的径向位置,再由偏转油缸、仰俯油缸和举升油缸的不同步伸缩微调定位,使待装管片的螺栓孔与前一环、前一片管片的螺栓孔同时对齐。根据本发明的实施例,本发明采用无线信号发射器及无线信号接收器完成无线信号的传输。盾构机plc发出控制指令给无线信号发射器,例如无线信号发射天线。无线信号发射天线负责接收控制指令,并将该控制指令通过例如,蓝牙信号传输的方式传送给无线信号接收器,例如无线信号接收天线。无线信号接收天线接收无线传输到的控制指令,并将控制指令下达到各控制单元,其中各控制单元包括管片拼装机控制单元。此外,根据本发明的实施例,本发明以电池,例如锂电池为动力源,结合无线控制液压泵组,达到管片拼装机大臂提升、平移、小脚顶伸、侧摆、旋摆、俯仰的动作。
42.根据本发明实施例的一个方面,本发明基于图1至图8提供了一种用于盾构机管片拼装的电气控制系统。本发明的用于盾构机管片拼装的电气控制系统,主要包括:安装在盾构平台上的盾构机的第一控制箱,其中无线信号发射模块和控制器设置在第一控制箱中;无线信号发生器,该无线信号发生器接收从无线信号发射模块输出的无线信号并发射;无线信号接收器,该无线信号接收器接收从无线信号发生器发射的无线信号且输出;安装在盾构机的管片拼装机上的盾构机的第二控制箱,其中无线信号接收模块安装在第二控制箱中,且无线信号接收模块接收从无线信号接收器输出的无线信号;以及管片拼装机的控制单元,其中无线信号接收模块将接收到的无线信号输出给管片拼装机的控制单元,其中,第一控制箱不随管片拼装机旋转而旋转,而第二控制箱随管片拼装机旋转而旋转。
43.图1是根据本发明实施例的用于盾构机管片拼装的电气控制系统的主要结构示意图。图2是根据本发明实施例的无线信号传输原理示意图。图8a和图8b是根据本发明实施例的电气控制系统的主要结构的安装示意图,其中图8a是根据本发明实施例的电气控制系统的主要结构的安装示意图的正视图,以及图8b是根据本发明实施例的电气控制系统的主要结构的安装示意图的侧视图。
44.从图1和图2可以看出,用于盾构机管片拼装的电气控制系统包括一套无线传输系统,该无线传输系统包括无线信号发射模块101和无线信号接收模块105。无线信号发射模块101和控制器(例如,图2的盾构plc模块201)设置在盾构机的第一控制箱102中,例如图1中的盾构机j04箱102中。无线信号接收模块105设置在盾构机的第二控制箱106中,例如图1的盾构机j05箱106中。无线信号发生器103(例如,图3中的蓝牙无线信号发射天线103)接收从无线信号发射模块101输出的无线信号并发射。无线信号接收器104(例如,图3中的蓝牙无线信号接收天线104)接收从无线信号发生器103发射的无线信号且输出。无线信号接收模块105接收从无线信号接收器104输出的无线信号,并将接收到的无线信号输出给管片拼装机的控制单元107。此外,根据本发明实施例的用于盾构机管片拼装的电气控制系统还包括人机交互界面装置(例如,遥控器,未示出)向盾构机plc 201发出指令信号,控制器根据根据该指令信号发出控制指令。plc程序运算后发出指令并输出信号。无线信号发射模块是接收盾构机plc的控制指令,并将控制指令转换成无线信号进行输出,无线接收模块进行远程信号处理后,将相应的电频信号输出给相应的动作控制单元,进行对盾构拼装机的控制。
45.如图8a和8b所示,盾构机的第二控制箱106安装在盾构机的管片拼装机上,且第二控制箱106随管片拼装机旋转而旋转。盾构机的第一控制箱102安装在盾构平台上,且不随管片拼装机旋转而旋转。具体的,j04箱102(对应于图8b所示的j04电箱102)和无线信号发
生器103安装于盾构平台,用于信号发送,而且不随管片拼装机旋转而旋转。盾构平台安装在盾构机靠近管片拼装机处。盾构平台相对于盾构机静止,不随管片拼装机旋转而旋转。j05箱106(对应于图8b所示的j05电箱106)安装于管片拼装机上,优选地,安装于管片拼装机的拼装回转体(即前述“回转机构”)上,用于信号接收,而且随管片拼装机旋转而旋转。此外,无线信号接收器104以及各控制单元107均安装在管片拼装机上,随管片拼装机旋转而旋转。
46.图3是传统信号传输电路示意图。图4是根据本发明实施例的无线信号传输原理图示意图。如图3所示,在传统用于管片拼装的系统和方法中,j04箱(对应于图3所示的j04接线箱)和j05箱(对应于图3所示的j05接线箱)都有拼装专用电缆,从而相应地具有上述电缆所带来的技术问题和安全隐患。管片拼装机控制单元所涉及的电信号包括:拼装机平移启动、平移加载、提升伸、提升缩、小节油缸1-6伸缩动作,共需20个点位。
47.而在本发明的用于盾构机管片拼装的电气控制系统及其控制方法中,从图4可以看出,添加了无线模块发生器103(对应于图1的无线信号发生器103)和无线模块接收器104(对应于图1的无线信号接收器104),实现了无线传输,减少了电线传输带来的技术问题。
48.进一步地,结合图1,图2,图4以及图8b,本发明的盾构机plc 201将控制指令传输给无线信号发射模块101,无线信号发射模块101安装于盾构平台的j04箱中(其中j04箱为固定接线箱,不随管片拼装机旋转而旋转),再由无线信号发射模块将盾构机plc的控制指令转换成无线信号(例如,蓝牙信号)传输至无线信号接收模块,由该无线信号接收模块将无线信号转换成指示信号输出给固定在管片拼装机上的j05箱(其中j05箱随管片拼装机旋转而旋转)各线圈端子,从而控制管片拼装机的各控制单元107,进而控制管片拼装机的动作。例如:当管片拼装机提升管片时,盾构plc将控制指令通过蓝牙传输给管片提升的控制单元的控制装置,控制装置接到信号后,根据指令进行相应的电气控制,管片开始提升。
49.相对于传统的电缆控制的管片拼装,根据本发明实施例的管片拼装机无线连接装置安装非常简单,可以在无法布线或布线困难的场合收集信号。在多点连接的拼装机系统中拼装机无线连接装置可以达到点对点,多点对多点,点对多点的信号接收。且当给信号装置供电以后,无线连接自动建立,无需设置参数和编程。可节省大量的安装和维修时间,亦可节省大量的盾构空间。无线信号成功地解决了传统的盾构机接线繁杂,空间有限,时常出现虚接、错接、线路损坏,特别像管片拼装机这样的系统,各类电缆电线较多,拆接线及检修繁琐的技术问题。
50.如前所述,现阶段拼装机的液压驱动电机的380v动力源是由盾构机主电源供电,管片拼装机是一个旋转体,电缆无法跟随管片拼装机旋转,顾使用电卷筒等使之配合管片拼装机旋转。实际使用过程中电卷筒等故障,导致电缆拉断,直接影响设备人员的用电安全,也就是说,还存在电缆卷筒来收、放电缆线的方式而带来的技术问题,而且电缆随着旋转的方向、角度会受到了极大的限制。此外,当使得管片拼装机在正负210
°
范围内旋转的限位装置发生故障时,还会造成电缆线被拉断;当电缆卷筒故障时,无法正常收、放电缆线,导致电缆线过长或过短而被绞乱、拉断等等技术问题。
51.为此,本发明采用了电池作为拼装机液压控制电机的动力源,取代了原用的电缆卷筒、电缆线以及限位装置。下面,将具体结合图5至图7,以及参照图8a和图8b来说明电池供电的技术方案。图5是根据本发明实施例的直流电机充电和电路控制电路示意图。图6是
根据本发明实施例的电池组工作原理图。图7是根据本发明实施例的电池充电流程图。图8a和图8b是根据本发明实施例的电气控制系统的主要结构的安装示意图。
52.在本发明优选的实施例中,根据本发明的电气控制系统还包括:安装在管片拼装机上的平移电机;和安装在管片拼装机上的电池,该电池供电给平移电机和管片拼装机的动作控制单元的控制电源。
53.具体地,如图5所示,电池充电使用盾构机自带ac380v交流电经变压至ac220v交流电,给电池充电。而且,电池主要供电给平移电机(图5中的“m”)和控制电源(控制电源为各控制单元的电源)。管片拼装机的控制单元107至少包括控制电源和控制装置(未示出)。该控制装置例如包括:图8a所示的阀组,即电磁阀组。
54.此外,电池可以是蓄电池或者锂电池。更优选地,电池可以是锂电池。具体的,在本发明的一实施例中,上述电池可以如图5所示的蓄电池充电。也就是说,电池例如,可以配电蓄电池选型。例如,本发明根据施工要求,电池可以选用16kwh(千瓦时)的蓄电池,蓄电池输出dc96v直流电,额定电流为168a(两块电池并联输出电流可达到330a)。优选地,电池可以为电池组。根据本发明的另一实施例,如图6所示,电池也可以为锂电池。电池组可以为锂电池包。例如,如图6所示的96v86ah(安时)的锂电池包a和96v86ah锂电池包b。
55.优选地,原平移电机是传统电卷筒中的11kw的鼠笼式三相异步电机,由于传统电机不能满足本发明电池供电的使用要求,所以本发明尝试将传统的平移电机改为直流电机(对应于图5中的标记m),其中直流电机参数为:ac15kw、3000转/分。并将原平台上的电机控制电路改为直流控制电路,且移至盾体内部。
56.此外,根据本发明实施例,本发明用于盾构机重要系统,系统所用电池需满足输出电压在dc96v以上,且与所选直流电机的电压等级相匹配。本发明将电池安装固定于管片拼装机上,与管片拼装机一同旋转,利用电池供电,则解决电缆拉断、损坏而带来的人员及设备的安全问题。也就是说,为解决及完善配电传输问题,需要将原有的交流配电方式改为直流输配电,并将蓄电池安装于管片拼装机上。此外,管片拼装机停止工作,拼装机“0”位时电池自动充电,以保证系统供电。
57.进一步地,利用管片拼装机停止工作时旋转位置不变的特点还设计出自动充电装置。也就是说,根据本发明实施例的电气控制系统还包括:安装在管片拼装机上的自动充电装置。具体的,当管片拼装机在“0”位时,自动充电装置自动给电池充电;和当管片拼装机旋转时,自动充电装置与电池自动断开充电。
58.进一步地,可以如下对充电进行设计。当盾构机推进时,管片拼装机停止位置固定不变的,即抓取位置停止于管片拼装机下方,我们称之为管片拼装机“0”位。当管片拼装机“0”位时,自动对电池进行充电,如图7所示。要求蓄电池充电的时间在30-45分钟范围内,而且要求电池充一次电可以满足管片拼装状态下,管片拼装电机工作,不能出现因供电不足而出现管片拼装机停机现象。据此要求,例如,管片拼装电源(例如,蓄电池组)充电30-45分钟,满足管片拼装机60-90分钟的正常使用。此外,当电池无电时,液压系统会保持当前状态,保证了管片拼装的安全性;当电池停止放电时,电池会保持20%的余电量,确保管片拼装机可以恢复到安全状态。
59.利用管片拼装机停止工作时旋转位置不变的特点设计出自动充电装置。具体地,管片拼装机停到位(即在“0”位时),自动充电装置(即图8a的自动“0”位充电装置)的充电接
触板与电池的充电接触板重合,此时自动充电装置的内部开关感应到位置信号后自动放电,电池进入充电状态,当管片拼装机旋转时,位置信号断开,自动充电装置的充电接触板与电池的充电接触板接触板不重合,此时自动充电装置与电池自动断开充电,且自动充电装置停止放电。也就是说,当管片拼装机在“0”位时,自动充电装置的第一充电接触板与电池的第二充电接触板重合,自动充电装置的内部开关感应到位置信号后自动放电,电池进入充电状态;且当管片拼装机旋转时,位置信号断开,第一充电接触板和第二充电接触板不重合,自动充电装置和电池自动断开充电,且自动充电装置停止放电。
60.更具体地,盾构机自带ac380v交流电经变压至ac220v给电池充电装置供电,电池充电装置与电池,例如以电刷的形式进行充电。电刷分为电刷板与电刷头,电刷板安装于盾构固定梁上,电刷头安装于管片拼装机的“0”位时管片拼装机于固定梁对应的位置。当管片拼装机处于“0”位时,电刷头与电刷板接触,此时电池充电装置感应机构感应到充电信号,电池充电装置通过电刷对电池进行充电。当管片拼装机不在“0”位时,电刷板与电刷头分离,此时电池充电装置不能给电池充电。其中,电刷例如是两块铜片,铜片可以导电,利用了两块铜片“分/合”的原理进行充电过程的充电和停止充电。电池和电池充电装置都有感应装置,只有电刷工作(电刷板和电刷头合上)后,电池充电装置才会放电,否则电池充电装置不会放电,这也是安全保护措施。
61.如图8a和图8b所示,在本发明的实施例中,管片拼装机为原型本体,盾构施工过程中,管片拼装机为整体的旋转体。平移电机,各动作阀组均集成在管片拼装机上,跟随管片拼装机回转,其中平移电机和各动作阀组位置上也无需作调整,均安装于原位,但对原平移电机进行更改,即例如更改为前述的直流电机。进一步地,在本发明的实施例中,电池安装于管片拼装机大臂后面,即安装于管片拼装机大臂较为隐蔽的地方,这样可有效保护电池,不影响使用空间,方便拆装维修。而且,电池安装的位置也是管片拼装机配重位置,这样考虑了电池自重可以作为管片拼装机配重的一部分。此外,自动充电装置安装于管片拼装机底部,这样不影响使用而且可以实现自动充电。
62.在本发明的实施例中,本发明通过无线控制和电池供电可以摆脱电缆卷筒有线束缚,达到任意角度旋转,这也相应地解决了现有技术管片拼装机在正负210
°
范围内旋转的技术限制;大大降低了故障率,减少了因为故障影响盾构正常推进的停机时间,节约了盾构掘进的施工成本;大大提高了使用和用电的安全性。更重要地是,本发明运用了电池供电,利用直流输配电及控制的理念,使得系统不再依赖于盾构机传统的380v交流传输,从而使得系统独立,实现了与盾构机分离使用。这样的独立系统意义在于,整个管片拼装机系统成为了一套盾构机施工模块,可以整体的拆装和独立工作,在盾构施工停电、电力故障等极端环境下,管片拼装机依然可以运转,保证盾构施工的安全。
63.接下来,根据本发明的实施例,本发明还提供一种用于盾构机管片拼装的电气控制方法。如图9所示,本发明的用于盾构机管片拼装的电气控制方法主要包括以下步骤:控制器向无线信号发射模块发射控制信号s901;无线信号发射模块将控制信号转换成无线信号并输出到无线信号发生器s902;无线信号发生器将输出的无线信号发射到无线信号接收器s903;无线信号接收器将接收到的无线信号输出到无线信号接收模块s904;以及无线信号接收模块将无线信号输出给盾构机的管片拼装机的控制单元s905,其中无线信号发射模块和控制器设置在安装在盾构平台上的盾构机的第一控制箱中,其中无线信号接收模块设
置在安装在盾构机的管片拼装机上的盾构机的第二控制箱中,以及其中第一控制箱不随管片拼装机旋转而旋转,而第二控制箱随管片拼装机旋转而旋转。
64.进一步地,根据本发明用于盾构机管片拼装的电气控制方法还包括:利用电池充电向平移电机和管片拼装机的控制单元的控制电源供电。其中,电池充电使用盾构机ac380v交流电经变压至ac220v交流电,给电池充电。而且,利用管片拼装机停止工作时旋转位置不变的特点设计出自动充电装置。其中,例如,平移电机为直流电机,直流电机参数为:ac15kw、3000转/分。例如,电池为电池组。具体相关内容可以参照前述在电子控制系统中已经阐述的内容,此不再重复讲述。
65.进一步地,根据本发明用于盾构机管片拼装的电气控制方法还包括:当管片拼装机在“0”位时,利用自动充电装置自动给电池充电;和当管片拼装机旋转时,自动充电装置与电池自动断开充电。具体的,当管片拼装机在“0”位时,自动充电装置的第一充电接触板与电池的第二充电接触板重合,自动充电装置的内部开关感应到位置信号后自动放电,自动对电池进行充电;且当管片拼装机旋转时,位置信号断开,第一充电接触板和第二充电接触板不重合,自动充电装置和电池自动断开充电,且自动充电装置停止放电。
66.进一步地,根据本发明用于盾构机管片拼装的电气控制方法还包括:还包括电池充电的步骤。如图7所示,电池充电的步骤包含以下的步骤:当盾构机推进状态时,电池充电s701;当管片拼装状态时,电池停止充电s702;当管片拼装系统工作时,电池放电s703;当管片拼装完成时,管片拼装机旋转至“0”位,电池自动充电s704;电池充电确认s705;以及盾构机继续推进s706。
67.本发明用于盾构机管片拼装的电气控制方法与本发明用于盾构机管片拼装的电气控制系统相对应。
68.此外,为了安装本发明用于盾构机管片拼装的电气控制系统,本发明需要安装盾构拼装机无线信号连接装置,包括无线信号发射模块及无线信号接收模块。此外,本发明需要无线信号发射模块与管片拼装机的盾构plc连接,负责接收指令并将指令传输给无线信号接收模块,无线信号接收模块安装于管片拼装机,并与各动作控制单元的继电器连接,控制各动作单元。本发明需将原有的拼装机平移电机由鼠笼式三相异步电机改为ac15kw、3000转/分的直流电机,并将原平台上的电机控制电路改为直流控制电路移至盾体内部。为解决及完善配电传输问题,需要将原有的交流配电方式改为直流输配电,并将蓄电池安装于管片拼装机上。
69.根据本发明的实施例,本发明运用了无线传输应用于盾构机控制系统。实际上是优化了传统系统的布线杂论、空间的局限、维修繁琐的问题,其功能也可以解决信号传输点位局限性的问题(一个模块仅仅8个传输通道,既8个传输信号)。优化的盾构空间可以优化装配更多的盾构施工所需的传感器,并依然使用无线传输,增加施工数据。基于数据的增加,可能能够将更加详细的数据传输给相关技术部门进行分析整理,能够实现盾构机的自诊断,也就是在设备没有出现故障但即将出现故障时会通过数据准确预判故障点。如此会节省维修时间,降低停机率。最主要的便是降低现场备件数量(有充分的时间采购发货),大大节约了备件成本。
70.此外,本发明运用了直流输配电及控制的理念,使得系统不再依赖于盾构机传统的380v交流传输,从而使得系统独立。这样的独立系统意义在于,整个管片拼装机系统成为
了一套盾构机施工模块,可以整体的拆装与独立工作,在盾构施工停电、电力故障等极端环境下,管片拼装机依然可以运转,保证盾构施工的安全。
71.此外,本发明用于盾构机管片拼装的电子控制系统及其控制方法能够具有自动充放电的功能,而且可以360
°
内任意角度接收控制信号。而且,整个系统安装方便,节约了人工和成本;维修、保养方便,大大节约了使用过程中维保的成本;大大降低了故障率,减少了因为故障影响盾构正常推进的停机时间,节约了盾构掘进的施工成本;提高了使用的安全性;大大的提高了用电的安全性。而且,当电池无电时,液压系统会保持当前状态,保证了拼装的安全性;而当断电时,电池会保持20%的余电量,确保拼装机可以恢复到安全状态。
72.此外,本发明用于盾构机管片拼装的电子控制系统及其控制方法,具有:轻巧易换,拆装方便,无需布线,不必担心短线的情况。即使无线模块出现异常和故障,只需要更换无线模块,无需拆除其它部件,也大大减少了停机待修的时间,省时省力,节约成本和时间,也具有较大的经济价值。
73.根据本发明实施例的系统及其控制方法节约了成本,减少了故障,提高了施工安全系数。
74.上述具体实施方式,并不构成对本发明保护范围的限制。本领域技术人员应该明白的是,取决于设计要求和其他因素,可以发生各种各样的修改、组合、子组合和替代。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。