一种立式tv背板翘曲度检查机
技术领域
1.本发明涉及一种翘曲度检查机,尤其涉及一种用于立式tv背板的翘曲度检查机。
背景技术:
2.冲压及注塑tv电视背板在制程工艺过程中需要检测背板整体翘曲度,以便判定该背板在后续组装工艺中是否会造成其他元组件不良乃至损坏。
3.目前采用人工与检具结合测量方式,因产品需求在自然状态下放置,受重力及治具对产品贴合的干扰,往往判定不准确且生产效率低下,误判率高,不能给出具体翘曲度数值,继而无法为工厂找出工艺制程中的不足,严重制约tv背板品质的保证,给企业的生产加工带来了诸多不便。
技术实现要素:
4.本发明目的是为了克服现有技术的不足而提供一种能确定产品处于自然状态放置,能全自动完成产品翘曲度的检测,翘曲度检测精确和效率高,提升了产品良品率的立式tv背板翘曲度检查机。
5.为达到上述目的,本发明采用的技术方案是:一种立式tv背板翘曲度检查机,包括:
6.机架,所述机架上具有承载空间;
7.横移模组,所述横移模组设于所述机架的承载空间上;
8.激光检测组件,所述激光检测组件通过所述横移模组可在所述机架上进行横向移动;
9.产品定位机构,所述产品定位机构固设于所述横移模组上,用于定位产品后使产品处于自然放置;
10.其中,所述激光检测组件通过所述横移模组对位于所述产品定位机构内的产品进行多点翘曲度的检测。
11.进一步的,所述横移模组包括上下设置的两个分别可在第一导轨和第二导轨上滑动的移动滑轨,所述移动滑轨经由伺服电机驱动;所述第一导轨和第二导轨的一端固定在机架上,另一端通过固定板相连,所述固定板设置在所述机架上;两个所述移动滑轨之间通过共线连接板相连,且所述共线连接板通过两个移动滑轨可在机架内横向移动。
12.进一步的,所述激光检测组件包括传感器安装支架,所述传感器安装支架设于所述共线连接板上;所述传感器安装支架上设有若干个独立安装板,独立安装板上设有激光位移传感器,用于对产品的翘曲度测量。
13.进一步的,所述激光位移传感器上还设有保护罩。
14.进一步的,所述产品定位机构包括x向定位基准块、y向定位基准块和非接触式真空吸盘;若干个所述x向定位基准块设于所述第二导轨上,且所述x向定位基准块上设有适配产品的卡槽;所述y向定位基准块设于所述固定板上;所述非接触式真空吸盘通过辅助定
位支架设于所述第一导轨上。
15.进一步的,还包括控制系统,用于接收激光位移传感器测量的翘曲度后结合测量软件算法量化给出翘曲度数参考值。
16.进一步的,所述机架上设有显示器和触摸屏。
17.由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
18.本发明方案的立式tv背板翘曲度检查机,采用多个激光位移传感器针对产品的翘曲度进行量测,以便克服接触测量时对产品翘曲度的干扰;另外利用非接触式真空吸盘对产品进行吸附,以便克服产品定位时因自身重力及外在压力导致的翘曲度不准确问题;同时其通过对多个激光位移传感器测量的翘曲度进行相关算法后给出翘曲度参考值,提高检测效率,提升检测良率,实现制程中或出货前全检,实现了全自动检测模式,消除因人为因素对产品品质的干扰,可快速适应多产品类变的切换。
附图说明
19.下面结合附图对本发明技术方案作进一步说明:
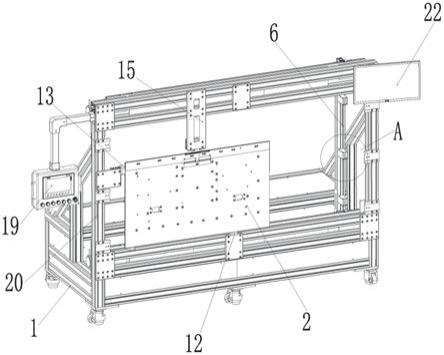
20.附图1为本实验小学的立体结构示意图;
21.附图2为附图1中a部的放大图;
22.附图3为附图1的另一视角的立体结构示意图;
23.附图4为激光检测组件、产品定位机构和横移模组配合的结构示意图;附图5为附图4中b部的放大图;
24.其中:机架1、产品2、第一导轨3、第二导轨4、伺服电机5、多自由度激光位移传感器安装支架6、激光位移传感器独立安装板7、激光位移传感器8、保护罩9、共线连接板10、x向定位基准块12、y向定位基准块12、辅助定位支架15、正压非接触真空吸盘16、触摸屏19、固定板20、显示器22、移动滑轨30、卡槽120。
具体实施方式
25.下面结合附图及具体实施例对本发明作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,而不构成对本发明的限制。
26.请参阅附图1
‑
5,本发明所述的一种立式tv背板翘曲度检查机,包括机架1、横移模组、激光检测组件和产品定位机构;所述机架1上具有承载空间;所述横移模组设于所述机架1的承载空间上;所述激光检测组件通过所述横移模组可在所述机架1上进行横向移动;所述产品定位机构固设于所述横移模组上,用于定位产品后使产品处于自然放置的状态。
27.工作时,所述激光检测组件通过所述横移模组在机架内实现横向移动,从而可以对位于所述产品定位机构内的产品进行翘曲度的检测。
28.作为进一步的优选实施例,所述横移模组包括平行设置的两个分别可在第一导轨3和第二导轨4上横向滑动的移动滑轨30,所述移动滑轨30经由对应的伺服电机5驱动,并且所述第一导轨3和第二导轨4的一端设置在机架1上,另一端之间通过固定板20上下固定相连,所述固定板20设置在机架1上,这样在第一导轨3、第二导轨4、机架1以及固定板20之间围成了一个用于放置产品的容纳腔。
29.另外,两个所述移动滑轨30之间通过竖向设置的共线连接板10相连,所述共线连
接板10通过两个平行设置的移动滑轨30可在机架1的容纳腔内进行横向的移动。
30.作为进一步的优选实施例,所述激光检测组件包括传感器安装支架6,所述传感器安装支架6竖向设置在所述共线连接板10上;所述传感器安装支架6上设有三个平行设置的独立安装板7,独立安装板7上设有激光位移传感器8,激光位移传感器8用于对产品的翘曲度进行测量。
31.其中,为了保护激光位移传感器8,在所述激光位移传感器上还设有保护罩9。
32.作为进一步的优选实施例,所述产品定位机构包括x向定位基准块12、y向定位基准块13和非接触式真空吸盘16;具体的,两个所述x向定位基准块12设于所述第二导轨4上,且所述x向定位基准块12上设有适配产品的卡槽120,产品定位时可以倚靠在卡槽120上,x向定位基准块12用于产品x向定位承靠:所述y向定位基准块13设于所述固定板20上,所述y向定位基准块13用于产品y向定位承靠;所述非接触式真空吸盘16通过辅助定位支架15设于所述第一导轨3上,非接触式真空吸盘16用于无接触真空吸附产品;工作时,可以通过两个x向定位基准块12、y向定位基准块13和非接触式真空吸盘16对产品进行x向、y向的定位后进行吸附定位,从而确保产品处于自然放置的状态中。
33.作为进一步的优选实施例,还包括控制系统(图中未示出),用于接收激光位移传感器测量的翘曲度后结合测量软件算法量化给出翘曲度数参考值,从而判断产品是否合格。
34.作为进一步的优选实施例,所述机架1上设有显示器22和触摸屏19,其中,所述触摸屏用于整机人机交互控制,显示器22用于检测结果的输出显示。
35.工作流程:
36.01.产品放置于产品定位机构组成的区域内,并利用x向定位基准块、y向定位基准块和非接触式真空吸盘实现产品的定位,确保产品处于自然放置状态中。
37.02.三个激光位移传感器依照设定点位通过移动滑轨进行相关行走,对产品进行多点检测并将数据传送至控制系统进行计算。
38.03.控制系统根据点位数据拟合轮廓得出结论,参照设定数据给出比对至及良品不良品的判定,并通过显示器进行显示。
39.本发明的立式tv背板翘曲度检查机,采用多个激光位移传感器针对产品的翘曲度进行量测,以便克服接触测量时对产品翘曲度的干扰;另外利用非接触式真空吸盘对产品进行吸附,以便克服产品定位时因自身重力及外在压力导致的翘曲度不准确问题;同时其通过对多个激光位移传感器测量的翘曲度进行相关算法后给出翘曲度参考值,提高检测效率,提升检测良率,实现制程中或出货前全检,实现了全自动检测模式,消除因人为因素对产品品质的干扰,可快速适应多产品类变的切换。
40.以上仅是本发明的具体应用范例,对本发明的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本发明权利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

