1.本实用新型涉及计量检测技术领域,具体的,涉及一种膜式燃气表检定装置。
背景技术:
2.燃气表是燃气公司、燃气用户间贸易结算的主要凭据,直接影响供用气双方切身利益,因而燃气表的计量准确性就显得非常重要,直接影响经济社会的和谐稳定;对燃气表进行计量检定是保障燃气表计量准确性的重要手段。目前,大部分燃气表生产厂家和法定计量检定机构的检定装置采用人工操作或者半自动方式检定燃气表,如依靠检定人员对被检燃气表的累积流量、温度、压力等进行人工抄录,在燃气表的检定过程中容易出现各种误差事故;燃气表的检定装置、检定工作人员的操作以及周围环境影响等,都是引入检定不确定度的重要来源,因此,对检定装置进行升级和改造,采用准确度等级更高、自动化程度更高的、抗干扰能力更强的检定装置可降低各不确定度分量,最终实现高效、精准检定。
3.目前,在示值误差检定项目的被检表累积流量检测环节,自动检测方式不太理想。已有的自动检测方式主要为对燃气表计数器末位字轮进行光电采样,或对计数器字轮字符进行图像识别,这两种方式均存在检测精度不够高、读数成功率偏低等问题,检定的质量和效率还有待提高,急需对现有的自动检定技术进行改进提高。对于燃气表计数器末位字轮图像识别相同字符的检定方式,也存在检定结束时必须等待末位字轮转过整数圈的问题,同样降低了检定效率。若采用读取字轮图像转换为初始数值或终止数值的图像识别方式,由于检定过程中计数器字轮不停转动,拍摄的字轮数字可能是相邻2个半字符而不是一个完整的字符(表盘跳表间隙上下数字不全),难以与字符库进行字符匹配,这就给图像识别带来较大的难度和识别不准确的情况,另外存在较大的外界干扰,比如光线变化等会影响图像识别的成功率。
4.中国专利,公开号:cn103278220b,公开日:2015年9月30日,公开一种对膜式燃气表基本误差进行快速检定的方法,包括如下步骤:进行膜表大流量点检定;进行中流量点检定;进行小流量点检定;根据大流量点、中流量点、小流量点三个流量点的检点结果,对被检燃气表进行合格判定,最后得出检定证书并保存。本发明进行膜式燃气表基本误差检定时,需对被检燃气表的大流量点、中流量点以及最小流量点分别进行检定,在大流量点检定时,采用常规方法获得检定结果,同时获得当量回转体积值;在小流量点检定时,利用大流量点检定中得到的当量回转体积值,以一个当量回转体积作为检定体积,以此来大幅缩短小流量点的检定时间。该方案采取的方式见说明书0009段:“进行膜表大流量点检定,其中,光电传感器检测膜式燃气表字轮式计数器最小读数盘上的反光标识,反光标识每转一圈产生一个脉冲,光电传感器采集并记录该脉冲的个数及脉冲产生时间;数据采集处理模块利用差压传感器采集膜表进气口与出气口的压差,并记录该周期性变化差压值,通过信号处理获得当量回转体积值送给计算机;计算机通过计算光电传感器检测脉冲得到被检燃气表的体积示值,再与标准表的实际流量值进行数据运算,得出大流量点的基本误差并保存数据”,采用光电传感器检定最小度盘上的反光标识(其中最小度盘上只有一个反光标识),其检测
精度不高。
技术实现要素:
5.本实用新型的目的是解决传统膜式燃气表出厂检定精度不高导致的次品率过高的问题,提出了一种膜式燃气表检定装置,该方案设计有翻转式检定装置便于安装在检测台上同时对多组膜式燃气表进行检测,同时采用色标传感器监测检定的是末位字轮的刻度线,检定的精度高。
6.为实现上述技术目的,本实用新型提供的一种技术方案是,一种膜式燃气表检定装置,包括有与微处理器电性连接的翻转式检定装置,所述翻转式检定装置包括有安装在检定台上的翻转机构、一端与翻转机构的活动部连接的支撑杆、与支撑杆另一端连接的微调机构以及与微调机构连接的检定器,所述翻转机构的控制端以及检定器的信号采集端分别与微处理器电连接。
7.本方案中,微处理器控制翻转机构动作,翻转机构与支撑杆连接实现转动,控制支撑杆下端的检测器到达检测区域,通过调节微调机构准确定位到检测区域实现检定。上位机为计算机,下位机为微处理器(具有控制功能的单片机即可);在检定开始时,微处理器控制翻转机构向下翻转,带动整个翻转式检定装置翻转到待检定的区域,进行检定装置粗定位;当色标传感器的光束偏离机械计数器末位字轮的刻度线所在圆环区域时,通过微调机构中的垂直方向微调装置和水平方向微调装置灵活地进行定位微调以实现更精确的定位。检定器包括色标传感器和脉冲计数器,色标传感器可在很宽范围上检测颜色的微小变化,检测电路简单,可获得极快的响应速度;机械计数器末位字轮的底色为红色,刻度线的颜色为白色,色标传感器所获得的红、白两色数据不同以进行颜色识别;当检测到白色刻度线时,色标传感器发送一个脉冲给脉冲计数器,脉冲计数器把采集到的脉冲数传输到下位机,通过计算公式计算出被检表累积流量示值v。
8.作为优选,所述翻转机构包括有翻转盒、设置在翻转盒内的舵机以及与舵机输出轴可拆卸连接的套杆,所述套杆与支撑杆固定连接,所述翻转机构通过螺钉固定设置在检测台的横臂上,所述舵机的控制端与微处理器的控制端电连接。
9.本方案中,舵机的控制简单,可以实现90度到180度的回复翻转运动,可以使得检定器到达检测区域的任一位置,适用性强。
10.作为优选,所述微调机构包括有凸型的空心套以及与空心套活动连接的检定支架;所述检定支架上安装有检定器,空心套与支撑杆固定连接,所述空心套内设置有纵向调节机构。
11.本方案中,纵向调节机构用于微调检定器的纵向高度。
12.作为优选,所述纵向调节机构包括有与空心套套接的底座、设置在底座上的凸杆、弹簧、贯穿空心套侧端的螺杆、设置在螺杆两端的调节旋钮、对称螺接在螺杆上的第一夹片以及第二夹片、贯穿空心套侧端并与第一夹片和第二夹片套接的限位杆,所述弹簧的一端与凸杆的顶端连接,所述弹簧的另一端与空心套的顶端连接。
13.本方案中,通过转动调节旋钮,可以调节第一夹片与第二夹片之间的距离,可以调节第一夹片与第二夹片使其夹紧凸杆进行固定,也可以调节第一夹片与第二夹片使凸杆上下移动进行高度调节。
14.作为优选,所述螺杆以中心对称两端设置有方向相反的螺纹,第一夹片和第二夹片分别与螺纹螺接,所述第一夹片和第二夹片与凸杆的接触面设置有橡胶垫片,所述凸杆周身设置有螺纹。
15.本方案中,第一夹片和第二夹片与凸杆的接触面设置有橡胶垫片以及凸杆周身设置有螺纹可以保证紧固效果更好。
16.作为优选,所述底座与检定支架的底板之间设置有用于水平限位的水平调节机构,所述底座和底板的边缘套接使其可以水平转动,所述水平调节机构包括多个成圆周径向设置在底座底面上的槽孔,所述槽孔内设置有回复弹簧,所述回复弹簧的下端设置有钢球,所述底板的上端面设置有若干个匹配钢球的凹坑,所述钢球直径的三分之一落入凹坑内。
17.本方案中,当纵向调节机构调整完毕后,通过调节水平调节机构可以转动检定器的检定角度,具体方式为,人工手动转动检定支架,检定支架相对于底座转动,由于转动力的作用,钢球在凹坑内滚动压缩回复弹簧,钢球轻易的落入相邻的凹坑实现限位作用,凹坑设置在远离检定支架中心点的周向位置,凹坑的尺寸和分布密度直接决定了水平角度调节的精度,因此,本文周向设置的凹坑至少为五十个,相邻凹坑的相对角度为7.2
°
。
18.作为优选,所述检定器为色标传感器,膜式燃气表的计数器的末位字轮边缘设置有若干刻度线,检定时,色标传感器的检测端正对末位字轮包含刻度线的区域。
19.本方案中,利用色标传感器可识别不同颜色的原理,区分机械计数器末位字轮的白色刻度线和红色底盘,实现自动化的读数检定工作,提高燃气表自动检定的读数准确率和可靠性;采用色标传感器的颜色识别技术,识别机械计数器末位字轮的刻度线,刻度盘底色为红色,刻度线为白色,两者的颜色不同,计数字轮转动时色标传感器所测得的颜色数据发生变化,区分是否检测到有刻度线和计数。即当燃气表以一定的速度运转,流量稳定在检定流量点后开始检定,控制盒发送启动指令给色标传感器和脉冲计数器,脉冲计数器清零,色标传感器开始识别末位字轮刻度线,当检测到有一条白色的刻度线经过,置为高电平,通过信号线向脉冲计数器发送一个计数脉冲,检测到字轮底色红色,即没有检测到有刻度线,置为低电平,不发送脉冲。脉冲计数器位于控制盒中,累计检定过程中的脉冲量,进而计算出被检表累积流量示值。根据上述描述的计数原理,获得燃气表气体累积流量示值计算公式如下:
20.式中,v为被检表通过气体累计流量示值,单位为升,l;v0为机械计数器末位字轮转动一圈的体积值;n为末位字轮的刻度线数量;n为计数脉冲数。
21.本实用新型的有益效果:该方案设计有翻转式检定装置便于安装在检测台上同时对多组膜式燃气表进行检测,应用色标传感器的颜色识别原理进行检测,可在很宽范围上检测颜色的微小变化,相较于传统的检定方式,提出色标传感器识别燃气表计数器末位字轮刻度线的方式,将可以随时进行检定,不受限于某一开始或者某一结束位置,有利于提高检定效率,节省检定所需时间。
附图说明
22.图1为本实用新型的一种膜式燃气表检定装置的安装结构示意图。
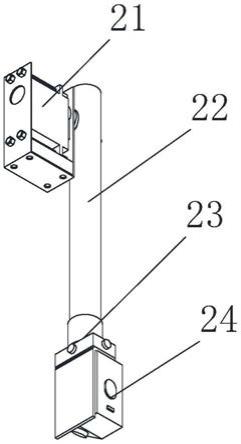
23.图2为本实用新型的翻转式检定装置结构示意图。
24.图3为本实用新型的微调机构的结构示意图。
25.图4为本实用新型的微调机构的局部结构示意图。
26.图5为本实用新型的水平调节机构的结构示意图。
27.图中标记说明:1
‑
检定台、2
‑
翻转式检定装置、3
‑
膜式燃气表,21
‑
翻转机构、22
‑
支撑杆、23
‑
微调机构、24
‑
检定器、231
‑
空心套、232
‑
底座、233
‑
凸杆、234
‑
弹簧、235
‑
螺杆、236
‑
调节旋钮、237
‑
水平调节机构、238
‑
限位杆、239
‑
第一夹片、240
‑
第二夹片;2371
‑
槽孔、2372
‑
回复弹簧、2373
‑
钢球、2374
‑
凹坑。
具体实施方式
28.为使本实用新型的目的、技术方案以及优点更加清楚明白,下面结合附图和实施例对本实用新型作进一步详细说明,应当理解的是,此处所描述的具体实施方式仅是本实用新型的一种最佳实施例,仅用以解释本实用新型,并不限定本实用新型的保护范围,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.如图1和图2所示,一种膜式燃气表检定装置的安装结构示意图,包括与微处理器(未示出)电性连接的翻转式检定装置2,所述翻转式检定装置包括有安装在检定台1上的翻转机构21、一端与翻转机构的活动部连接的支撑杆22、与支撑杆另一端连接的微调机构23以及与微调机构连接的检定器24,所述翻转机构的控制端以及检定器的信号采集端分别与微处理器电连接。
30.本实施例中,微处理器控制翻转机构动作,翻转机构与支撑杆连接实现转动,控制支撑杆下端的检测器到达检测区域,通过调节微调机构准确定位到检测区域实现检定。上位机为计算机,下位机为微处理器(具有控制功能的单片机即可);在检定开始时,微处理器控制翻转机构向下翻转,带动整个翻转式检定装置翻转到待检定的区域,进行检定装置粗定位;当色标传感器的光束偏离机械计数器末位字轮的刻度线所在圆环区域时,通过微调机构中的垂直方向微调装置和水平方向微调装置灵活地进行定位微调以实现更精确的定位。检定器包括色标传感器和脉冲计数器,色标传感器可在很宽范围上检测颜色的微小变化,检测电路简单,可获得极快的响应速度;机械计数器末位字轮的底色为红色,刻度线的颜色为白色,色标传感器所获得的红、白两色数据不同以进行颜色识别;当检测到白色刻度线时,色标传感器发送一个脉冲给脉冲计数器,脉冲计数器把采集到的脉冲数传输到下位机,通过计算公式计算出被检表累积流量示值v。
31.翻转机构包括有翻转盒(未示出)、设置在翻转盒内的舵机(未示出)以及与舵机输出轴可拆卸连接的套杆(未示出),所述套杆与支撑杆固定连接,所述翻转机构通过螺钉固定设置在检测台的横臂上,所述舵机的控制端与微处理器的控制端电连接。舵机的控制简单,可以实现90度到180度的回复翻转运动,可以使得检定器到达检测区域的任一位置,适用性强。
32.微调机构包括有凸型的空心套231以及与空心套活动连接的检定支架(未示出);所述检定支架上安装有检定器,空心套与支撑杆固定连接,所述空心套内设置有纵向调节机构。纵向调节机构用于微调检定器的纵向高度。
33.如图3和图4所示,所述纵向调节机构包括有与空心套套接的底座232、设置在底座上的凸杆233、弹簧234、贯穿空心套侧端的螺杆235、设置在螺杆两端的调节旋钮236、对称螺接在螺杆上的第一夹片239以及第二夹片240、贯穿空心套侧端并与第一夹片和第二夹片套接的限位杆238,所述弹簧的一端与凸杆的顶端连接,所述弹簧的另一端与空心套的顶端连接。
34.本实施例中,通过转动调节旋钮,可以调节第一夹片与第二夹片之间的距离,可以调节第一夹片与第二夹片使其夹紧凸杆进行固定,也可以调节第一夹片与第二夹片使凸杆上下移动进行高度调节。
35.螺杆以中心对称两端设置有方向相反的螺纹,第一夹片和第二夹片分别与螺纹螺接,所述第一夹片和第二夹片与凸杆的接触面设置有橡胶垫片,所述凸杆周身设置有螺纹。第一夹片和第二夹片与凸杆的接触面设置有橡胶垫片以及凸杆周身设置有螺纹可以保证紧固效果更好。
36.如图5所示,底座与检定支架的底板之间设置有用于水平限位的水平调节机构237,所述底座和底板的边缘套接使其可以水平转动,所述水平调节机构包括多个成圆周径向设置在底座底面上的槽孔2371,所述槽孔内设置有回复弹簧2372,所述回复弹簧的下端设置有钢球2373,所述底板的上端面设置有若干个匹配钢球的凹坑2374,所述钢球直径的三分之一落入凹坑内。
37.本实施例中,当纵向调节机构调整完毕后,通过调节水平调节机构可以转动检定器的检定角度,具体方式为,人工手动转动检定支架,检定支架相对于底座转动,由于转动力的作用,钢球在凹坑内滚动压缩回复弹簧,钢球轻易的落入相邻的凹坑实现限位作用,凹坑设置在远离检定支架中心点的周向位置,凹坑的尺寸和分布密度直接决定了水平角度调节的精度,因此,本文周向设置的凹坑至少为五十个,相邻凹坑的相对角度为7.2
°
。
38.所述检定器为色标传感器,膜式燃气表3的计数器的末位字轮边缘设置有若干刻度线,检定时,色标传感器的检测端正对末位字轮包含刻度线的区域。
39.本实施例中,利用色标传感器可识别不同颜色的原理,区分机械计数器末位字轮的白色刻度线和红色底盘,实现自动化的读数检定工作,提高燃气表自动检定的读数准确率和可靠性;采用色标传感器的颜色识别技术,识别机械计数器末位字轮的刻度线,刻度盘底色为红色,刻度线为白色,两者的颜色不同,计数字轮转动时色标传感器所测得的颜色数据发生变化,区分是否检测到有刻度线和计数。即当燃气表以一定的速度运转,流量稳定在检定流量点后开始检定,控制盒发送启动指令给色标传感器和脉冲计数器,脉冲计数器清零,色标传感器开始识别末位字轮刻度线,当检测到有一条白色的刻度线经过,置为高电平,通过信号线向脉冲计数器发送一个计数脉冲,检测到字轮底色红色,即没有检测到有刻度线,置为低电平,不发送脉冲。脉冲计数器位于控制盒中,累计检定过程中的脉冲量,进而计算出被检表累积流量示值。根据上述描述的计数原理,获得燃气表气体累积流量示值计算公式如下:
40.式中,v为被检表通过气体累计流量示值,单位为升,l;v0为机械计数器末位字轮转动一圈的体积值;n为末位字轮的刻度线数量;n为计数脉冲数。
41.以上所述之具体实施方式为本实用新型一种膜式燃气表检定装置的较佳实施方
式,并非以此限定本实用新型的具体实施范围,本实用新型的范围包括并不限于本具体实施方式,凡依照本实用新型之形状、结构所作的等效变化均在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

