1.本发明涉及废水处理技术领域,具体地说是涉及一种微纳米气泡高温类芬顿水处理工艺及其设备。
背景技术:
2.工业有机废水主要来源于医药、化工、纺织和印染等,此类废水通常有机物浓度高并且可生化性较差,难以直接利用生化的工艺进行处理。针对这种废水通常使用物理化学的方法进行预处理,降低其cod浓度和提高其生化性后再进行生化处理,这种方式通常较为经济合理。
3.现今多数废水处理通常将芬顿氧化法作为预处理技术,芬顿氧化法是指在废水中加入双氧水和二价铁离子,利用双氧水和二价铁离子的反应生成羟基自由基,从而氧化处理有机物。
4.但是常规的芬顿水处理技术双氧水利用率不高,铁泥产生量巨大,而且针对于高浓工业废水效果较差。基于此问题,研究一种适宜处理高浓度工业废水的芬顿水处理方法和设备具有重要的意义。
技术实现要素:
5.本发明的目的是提供一种微纳米气泡高温类芬顿水处理工艺及其设备,以解决现有芬顿水处理技术双氧水利用率不高,铁泥产生量巨大,而且针对于高浓工业废水效果较差的问题。
6.本发明技术方案为:一种微纳米气泡高温类芬顿水处理工艺,包括以下步骤:
7.s1.将废水输入造泡罐,打开与造泡罐相连接的微纳米气泡发生器,使造泡罐中的废水充满微纳米气泡;
8.s2.在步骤s1所得废水加入酸液,调节废水ph为2
‑
4;
9.s3.将步骤s2所得废水输入预热器中进行预加热;
10.s4.将步骤s3所得废水输入蒸汽加热器中加热到115
‑
150℃;
11.s5.将步骤s4所得废水通过微纳米气泡喷头喷射进入高温反应釜中;
12.s6.在高温反应釜中加入氧化剂、催化剂,补加酸液保持废水ph在2
‑
4,然后在温度130
‑
150℃、压力0.5
‑
0.7mpa条件下反应15
‑
60min;
13.s7.将步骤s6所得废水输入中和絮凝沉淀器中,调节ph至中性,加入絮凝剂;
14.s8.将步骤s7所得上清液输送至后续处理单元,沉淀污泥转移至污泥收集池。
15.步骤s1中,所述微纳米气泡发生器从造泡罐中循环抽水,微纳米气泡发生器的进液泵为气液混合泵,气液比为1:30~1:20。
16.步骤s5中,所述高温反应釜为双层釜,外层为蒸汽层,内层为反应空间,反应空间设有搅拌机。
17.步骤s6中,所述氧化剂为浓度为27.5%的双氧水,氧化剂加入量为10
‑
100ml/l,所
述催化剂为fe/mn氧化物
‑
分子筛或者七水合硫酸亚铁,fe/mn
‑
分子筛的铁锰氧化物负载含量为18%,fe/mn
‑
分子筛催化剂加入量为2g/l
‑
5g/l。
18.步骤s7中,所述絮凝剂为聚合氯化铝,絮凝剂加入量为100
‑
200g/m3。
19.一种微纳米气泡高温类芬顿水处理设备,包括依次相连的造泡罐、管道混合器、预热器、蒸汽加热器、高温反应釜和絮凝沉淀器,所述造泡罐连接有微纳米气泡发生器,所述管道混合器与稀酸储罐相连,所述高温反应釜分别与双氧水罐和催化剂罐相连,所述蒸汽加热器通过微纳米气泡喷头将废水喷射进入所述高温反应釜中。
20.所述微纳米气泡发生器从造泡罐中循环抽水,微纳米气泡发生器的进液泵为气液混合泵,气液比为1:30~1:20。
21.所述高温反应釜为双层釜,外层为蒸汽层,内层为反应空间,反应空间设有搅拌机。
22.所述微纳米气泡发生器的出液管道上设有射流器。
23.所述管道混合器的出液管道上设置有ph计和止回阀,所述ph计与酸液加药泵连锁。
24.本发明提供的废水处理方法的有益效果在于:
25.1、相比常温下常规芬顿反应,本发明中的类芬顿反应在高温高压下进行,效果远优于常规芬顿反应,尤其适合处理高浓度有机废水。
26.2、将类芬顿氧化与微纳米气泡技术相结合,充满微纳米气泡的水在流经加热单元时,大部分微纳米气泡在高温下溃灭产生大量羟基自由基并产生局部高温,既可以初步处理废水中的有机物,还可以辅助加热废水,从而节省热能。
27.3、废水通过微纳米气泡喷头进入反应釜中,微纳米气泡二次作用产生大量羟基自由基,羟基自由基又可以促进双氧水与催化剂反应继续产生羟基自由基,从而达到一个很好的废水处理效果,针对于高浓废水处理效果比传统芬顿法高50%以上;去除cod的同时,能够将废水中的有机氮转化为氨氮,降低了药剂添加量和铁泥的产生。
附图说明
28.图1是本发明工艺流程图。
具体实施方式
29.下面结合实施例对本发明做进一步的详细阐述,下述实施例仅作为说明,并不以任何方式限制本发明。
30.实施例中所用试剂均可市购或者通过本领域普通技术人员熟知的方法制备。下述实施例均实现了本发明的目的。
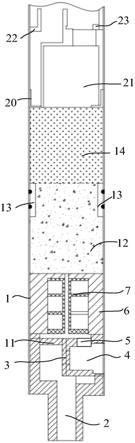
31.如图1所示,本发明设备包括微纳米气泡发生器v
‑
1、造泡罐v
‑
2、稀酸储罐v
‑
3、高温反应釜v
‑
4、双氧水罐v
‑
5、催化剂罐v
‑
6、絮凝沉淀器v
‑
7、管道混合器1、预热器2、蒸汽加热器3;另有ph计、压力表、流量计和调节阀若干。
32.微纳米气泡发生器是通过加压溶气,减压释放来制备微纳米气泡,微纳米气泡发生器的溶气罐通过气液混合泵与造泡罐底端相连接,微纳米气泡发生器的溶气罐出口与射流器连接,射流器再与造泡罐上端相连接。
33.造泡罐通过泵与管道混合器连接;管道混合器与稀硫酸罐相连接,管道混合器出口与预热器连接;预热器与蒸汽加热器连接,预热器还与高温反应釜的出水管道相连接。蒸汽加热器上有蒸汽进口管道,蒸汽加热器通过微纳米气泡喷头与高压反应釜连接。高温反应釜上配有氧化剂管道和催化剂管道,高温反应釜出水管道流经预热器和絮凝沉淀器连接;絮凝沉淀器配有加碱管道与液碱罐连接。
34.管道混合器后端管道上配有ph计,ph计与稀硫酸出液泵连锁;高温反应釜为内外双层结构,外层连通蒸汽保温加热。
35.通过上述设备进行废水处理,工艺如下:
36.所处理的废水由废水输入端23进入到造泡罐v
‑
2暂存,造泡罐的废水通过管道4与空气一同进入微纳米气泡发生器v
‑
1,微纳米气泡发生器v
‑
1又通过管道5输送回造泡罐v
‑
2中。所述造泡罐v
‑
2中充满富含微纳米气泡的废水。
37.造泡罐v
‑
2中的废水通过管道6送至管道混合器1中,管道混合器1又有管道7与稀酸储罐v
‑
3连接,稀酸储罐v
‑
3中的酸液在管道混合器中与废水混合,将废水的ph控制在2
‑
4之间。管道混合器v
‑
3的出口管道上设有ph计,且与稀酸储罐v
‑
3的出液泵连锁。
38.管道混合器1中的废水通过管道8输送到预热器中,废水在预热器2中初步升温。
39.蒸汽由蒸汽输入端13通过管道17进入蒸汽加热器,预热器2中的低温废水经过预升温后通过管道9输送到蒸汽加热器3中,加热温度到130℃。蒸汽加热器3中的高温废水通过管道10输送到高温反应釜中v
‑
4中,管道10接入高温反应釜中,管道10末端连接微纳米气泡喷头,再一次制造微纳米气泡。
40.高温反应釜v
‑
4设有管道19和催化剂罐相连接,设有管道20和双氧水罐相连接。充满微纳米气泡的废水和催化剂、氧化剂在高温反应釜中反应30min。高温反应釜还设有放空管道11,设有蒸汽管道18。
41.高温反应釜v
‑
4中处理后的废水通过管道12通向预热器2,从而利用余热加热废水。通向预热器2的高温反应釜v
‑
4出水再通过管道14输送到絮凝沉淀器v
‑
7中。絮凝沉淀器v
‑
7设有加碱管道15,设有排泥管道16和溢流出液管道22。反应釜通过管道21排放废气。
42.为了进一步验证本技术方案的效果,按照上述工艺进行试验,同时通过对比例进行说明(实施例和对比例工艺参数见表2所示,其他工艺参照上述),最终对出水进行指标检测。试验中所用氧化剂为双氧水(27.5%),所用催化剂为fe/mn
‑
分子筛。
43.实施例与对比例均采用同样的废水,该废水来自某制药厂的生产污水,主要成分是庆大霉素,具体水质指标见表1;
44.表1:
[0045][0046]
具体实施例和对比例的参数和出水水质指标如表2所示;
[0047]
表2:
[0048][0049]
如表2中对比例1所示,常温下的芬顿cod去除率仅有11%,实施例2中在对比例1的基础上增添了高温带压的反应条件,cod的去除率上升到了45.1%,实施例3和4则是本发明中描述的工艺技术,在实施例2的基础上增加了微纳米气泡(用溶氧含量表示微纳米气泡的含量),cod的去除率最高达到了75.5%,废水中的有机氮也基本完全转化为氨氮,氨氮含量接近有机氮1250mg/l。
[0050]
相对于实施例4,其余条件不变的情况提升反应温度,其处理效率提升不明显。相对于实施例4将反应时间提高到60min,其处理效率提升同样不明显。
[0051]
对比例1是为常规芬顿,实施例4是为本发明中的工艺方法。两者对比,本发明多处理了10840mg/l的cod,10840mg/lcod对应需要消耗的双氧水(27.5%)量为76ml/l,而多添加76ml/l的双氧水需要与之对应提高催化剂的量,催化剂的量需要增加5.6g/l。针对本实验水质的废水,本发明与常规芬顿技术对比,节省了76ml/l的双氧水,减少铁泥量1kg/m3,铁泥减小3倍以上。
[0052]
最后应说明的是:上述实施例仅为更加清楚的本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举,而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。