1.本发明涉及食品加工技术领域,具体涉及一种高效环保食品加工污水处理系统及除酸方法。
背景技术:
2.食品蜜饯等食品加工过程中,在清洗糖渍等工艺过程中,一般都有加工污水产生,这类污水一般含有果酸,杂质,油污,清洗机,含糖等成分复杂,颜色深,浓度大的特点,属于难处理的工业污水。
3.现有的食品加工厂污水处理工艺中未考虑果酸对降解菌类的影响,污水中果酸和糖类降解不完全,菌类生长环境得不到保持,循环处理利用率不达标,最终导致污排排放指标超标,破坏环境耗时耗力耗财。
技术实现要素:
4.针对上述技术背景中的问题,本发明的一个目的在于提供一种高效环保食品加工污水处理系统及除酸方法,创新工艺流程,提高污水污染物降解率,保护环境和节约成本。
5.为了实现以上目的,本发明采用的技术方案为:
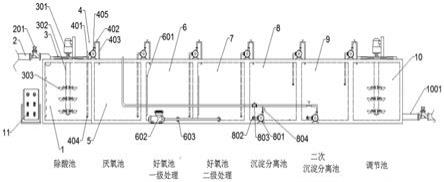
6.一种高效环保食品加工污水处理系统,包括除酸池、有机降解区与沉淀分离区,所述有机降解区包括厌氧池、好氧一级池和好氧二级池,所述沉淀分离区包括沉淀分离池和二次沉淀分离池,所述沉淀分离区一侧连接调节池,所述除酸池、所述有机降解区、所述沉淀分离区和所述调节池依次串接,各水池处理后的污水通过污水输送系统进行传输至下一水池,所述沉淀分离池与所述二次沉淀分离池下层通过污泥泵经管道传输至厌氧池循环处理,处理完成污水经过调节池处理后经排放管排放。
7.进一步地,所述除酸池顶部一侧固定有污水入管,所述污水入管上安装有电磁阀,所述除酸池与所述调节池顶部均安装有搅拌系统,所述搅拌系统主要由第一电机、第一搅拌柱和第一搅拌叶组成,所述搅拌系统由自动控制盘控制。
8.进一步地,所述除酸池右侧与所述厌氧池连接,在连接壁上安装有污水输送系统,所述污水输送系统主要由抽液管、第一手阀、排液管、过滤网、污水泵组成,所述抽液管一端连接污水泵另一端安装有过滤网并置于除酸池靠近底部一侧,所述排液管一端连接污水泵另一端置于厌氧池顶部一侧且管上安装有第一手阀,所述污水输送系统由自动控制盘控制。
9.进一步地,所述沉淀分离池与所述二次沉淀分离池内的所述抽液管的底部位于水池上层,即所述沉淀分离池上层经污水输送系统传送至所述二次沉淀分离池,所述二次沉淀分离池上层经污水输送系统传送至调节池。
10.更进一步地,所述沉淀分离池与所述二次沉淀分离池内的底部一侧分别设有池底污泥管预留孔,所述池底污泥管预留孔分别通过管道连接有污泥泵,所述污泥泵出管上分别设有第二手阀,且在汇集管道上安装有止回阀,所述污泥泵由自动控制盘控制。
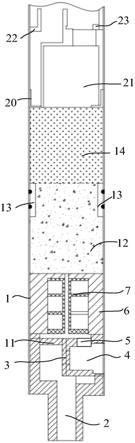
11.进一步地,所述好氧一级池和所述好氧二级池底部装有曝气系统,曝气系统主要由高压气体泵、气管安装预留孔、气管手阀、气管单向阀、放散管和微型放散孔,所述好氧一级池和所述好氧二级池池底分别并排布设有放散管,所述放散管上密集设有微型放散孔,所述放散管汇集管分别穿过所述好氧一级池和所述好氧二级池底部同侧并在外侧分别安装气管单向阀,所述高压气体泵气体出管上安装有气管手阀,所述高压气体泵由自动控制盘控制。
12.更进一步地,所述除酸池、所述好氧一级池和所述好氧二级池内一侧分别安装温控板,所述温控板由自动控制盘控制,所述自动控制盘位于除酸池一侧。
13.本发明的另一目的,提供一种高效环保食品加工污水除酸方法,具体包括以下步骤:
14.s1、食品加工含果酸污水经除酸池(1)除酸后ph至调节为6.0
‑
6.5,输送至厌氧池;
15.s2、通过在厌氧池内(5)投放活性污泥,活性污泥内主要含酵母菌,温度调节为28
‑
30℃,污水含氧量为≤0.01mg/l,经厌氧池生物降解5
‑
6h后将未完全降解的污水输送至好氧一级池(6)内;
16.s3、通过在好氧一级池(6)投放活性污泥,活性污泥内主要含酵母菌,温度调节为28
‑
30℃,通过曝气系统提升污水含氧量为4.0
‑
4.5mg/l,经好氧池生物降解5
‑
6h后将未完全降解的污水输送至好氧二级池(7)内;
17.s4、通过在好氧二级池(7)投放活性污泥,活性污泥内主要含降酵母菌,温度调节为28
‑
30℃,通过曝气系统提升污水含氧量为4.5
‑
5.0mg/l,经好氧二级池(7)生物降解5
‑
6h后将降解的污水输送至沉淀分离池(8);
18.s5、经沉淀分离池(8)2.5
‑
3.0h沉淀分离后,上层输送至二次沉淀分离池(9),下层抽至厌氧池内(5)重复s2步骤;
19.s6、经二次沉淀分离池(9)3.0
‑
4.0h沉淀分离后,上层输送至调节池(10),下层下层抽至厌氧池内(5)重复s2步骤;
20.s7、测得调节池(10)cod≤300mg/l,经排放管排出。
21.更进一步地,在步骤s1中,本发明提供一种除酸方法,具体包括以下步骤:
22.1)将食品加工含果酸污水加入除酸池内,通过自动控制盘控制电磁阀达到控制进入除酸池污水量,通过温控系统控制整个搅拌除酸温度在20
‑
30℃;
23.2)通过ph值监测计计算加入nahco3的量,向含果酸污水中缓慢加入nahco3粉末,搅拌至ph值监测计显示中和ph=6.0
‑
6.5,搅拌过程中会有热量放出。
24.3)在ph值大于5.0的溶液中,大多数的果酸分子都已经解离,对中和后的污水持续搅拌0.5
‑
1h,促使果酸充分解离,并观察ph值监测计变化;
25.4)向含果酸污水中加入少量nahco3,持续搅拌0.5
‑
1h观察ph=6.0
‑
6.5后将污水抽至厌氧池处理,如未达到则重复2)。
26.更进一步地,在步骤2)中,搅拌过程中会有热量对水温的变化,温控板根据检测污水温度进行升温或降温。
27.与现有技术相比,本发明具有以下优点:
28.1)本发明中设置除酸池,考虑到污水中果酸的浓度在5%以下时,ph值在3以上,因酵母菌最适应繁殖ph值为6.0
‑
6.5,若不提前通过除酸池中和会导致酵母菌繁殖速度较慢
且活性低下或降解效率低下,首先将污水ph值调节至菌群适应范围,再经降解区菌群生物分解,大大提高了菌群的存活率和降解能力,同时在ph值大于5的溶液中,大多数的果酸分子都已经解离。
29.2)本发明中设置多个降解池,充分利用酵母菌同时具备在厌氧与好氧环境中良好的降解特性,在缺氧的情况下,酵母菌把糖分解成酒精和二氧化碳,在有氧的情况下,它把糖分解成二氧化碳和水,对设置好氧一级池与好氧二级池充分分解污水中糖类、果酸等,大大提高了对污水生物降解处理效率。
30.3)在本发明中在沉淀分离区设置沉淀分离池和二次沉淀分离池,双层沉淀减少降解污水中杂质,通过将沉淀层活性泥和沉淀物抽回厌氧池循环利用,节约了成本,增加了系统运转循环利用率。
31.4)在本发明中设置自动控制盘控制污水输送系统、温控板、曝气系统、污泥泵和电磁阀等,大大降低了人力成本,实现了系统集成化运转。
附图说明
32.图1为本发明污水处理系统及除酸方法结构示意图;
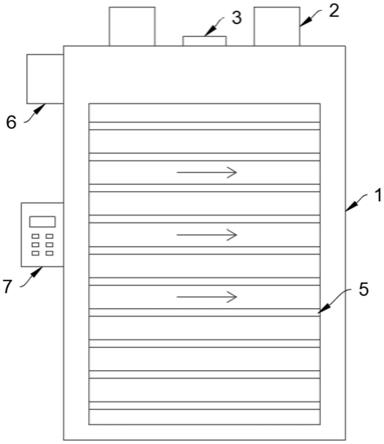
33.图2为本发明曝气系统的结构示意图;
34.其中,除酸池1、污水入管2、电磁阀201、搅拌系统3、第一电机301、第一搅拌柱302、第一搅拌叶303、污水输送系统4、抽液管401、第一手阀402、排液管403、过滤网404、污水泵405、厌氧池5、好氧一级池6、温控板601、高压气体泵602、气管安装预留孔603、气管手阀604、气管单向阀605、放散管606、微型放散孔607、好氧二级池7、沉淀分离池8、污泥泵801、池底污泥管预留孔802、止回阀803、第二手阀804、二次沉淀分离池9、调节池10、排放管1001、自动控制盘11。
具体实施方式
35.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
36.实施例1
37.如图1
‑
2所示,一种高效环保食品加工污水处理系统及除酸方法及除酸方法,包括除酸池1、有机降解区与沉淀分离区,有机降解区包括厌氧池5、好氧一级池6和好氧二级池7,沉淀分离区包括沉淀分离池8和二次沉淀分离池9,沉淀分离区一侧连接调节池10,除酸池1、有机降解区、沉淀分离区和调节池10依次串接,各水池处理后的污水通过污水输送系统4进行传输至下一水池,沉淀分离池8与二次沉淀分离池9下层通过污泥泵801经管道传输至厌氧池5循环处理,处理完成污水经过调节池10处理后经排放管1001排放,设置多个降解池,充分利用酵母菌在厌氧和好氧条件下良好的降解特性,对设置好氧一级池与好氧二级池充分分解污水中糖类、果酸等,大大提高了对污水生物降解处理效率。
38.如图1所示,在本实施例中,除酸池1顶部一侧固定有污水入管2,污水入管2上安装有电磁阀201,除酸池1与调节池10顶部均安装有搅拌系统3,搅拌系统3主要由第一电机301、第一搅拌柱302和第一搅拌叶303组成,搅拌系统3由自动控制盘(11)控制,添加搅拌系统是为了提升污水ph值中和调节的速率。
39.其中,除酸池1与调节池10顶部均安装有搅拌系统3,污水入管2与排放管1001的电磁阀201开关均由自动控制盘(11)控制,搅拌系统3通过安装架安装在除酸池1顶部中心位置,第一搅拌柱302位于除酸池1与调节池10中部,且通过轴套连接竖向安装在第一电机301输出端,第一搅拌柱302上安装有第一搅拌叶303。
40.如图1所示,在本实施例中,除酸池1右侧与厌氧池5连接,在连接壁上安装有污水输送系统4,污水输送系统4主要由抽液管401、第一手阀402、排液管403、过滤网404、污水泵405组成,抽液管401一端连接污水泵405另一端安装有过滤网404并置于除酸池1靠近底部一侧,排液管403一端连接污水泵405另一端置于厌氧池5顶部一侧且管上安装有第一手阀402,
41.其中,通过在除酸池1与厌氧池5、厌氧池5与好氧一级池6、好氧一级池6与好氧二级池7、好氧二级池7与沉淀分离池8、沉淀分离池8与二次沉淀分离池9、二次沉淀分离池9与调节池10连接壁上安装污水输送系统4,且除酸池1、厌氧池5、好氧一级池6与好氧二级池7内抽液管401安装有过滤网404一段均设置在一侧下方;通过安装污水输送系统4实现污水逐级处理,通过自动控制盘11实现自动控制。
42.如图1所示,在本实施例中,沉淀分离池8与二次沉淀分离池9内的抽液管401的底部位于水池上层,即沉淀分离池8上层经污水输送系统4传送至所述二次沉淀分离池9,二次沉淀分离池9上层经污水输送系统4传送至调节池10。
43.如图1所示,在本实施例中,沉淀分离池8与二次沉淀分离池9内的底部一侧分别设有池底污泥管预留孔802,池底污泥管预留孔802分别通过管道连接有污泥泵801,污泥泵801出管上分别设有第二手阀804,且在汇集管道上安装有止回阀803,污泥泵801由自动控制盘11控制,开启污泥泵801及第二手阀804将沉淀分离池8与二次沉淀分离池9内的底部活性污泥及沉淀物抽送至厌氧池1内,通过将沉淀层含酵母菌的活性泥和沉淀物抽回厌氧池循环利用,节约了成本,增加了系统运转循环利用率。
44.如图1、2所示,在本实施例中,好氧一级池6和好氧二级池7底部装有曝气系统,曝气系统主要由高压气体泵602、气管安装预留孔603、气管手阀604、气管单向阀605、放散管606和微型放散孔607,好氧一级池6和好氧二级池7池底分别并排布设有放散管606,放散管606上密集设有微型放散孔607,放散管606汇集管分别穿过好氧一级池6和好氧二级池7底部同侧并在外侧分别安装气管单向阀605,高压气体泵602气体出管上安装有气管手阀604,高压气体泵602由自动控制盘11控制,通过自动控制盘11开启高压气体泵602向汇集管及池底的放散管内输送压缩空气,压缩空气通过微型放散孔607向好氧一级池6和好氧二级池7充入压缩空气,空气中的氧不断地溶入水中,增加了水中氧浓度,为酵母菌降解糖类提供了良好的生存环境。
45.如图1、2所示,除酸池1、好氧一级池6和好氧二级池7内一侧分别安装温控板601,温控板601由自动控制盘11控制,自动控制盘11位于除酸池1一侧,设置自动控制盘11控制污水输送系统、温控板、曝气系统、污泥泵和电磁阀等,大大降低了人力成本,实现了系统集成化运转。
46.如图1所示,在本实施例中,一种高效环保食品加工污水处理系统及除酸方法具体包括以下步骤:
47.s1、食品加工含果酸污水经除酸池除酸后ph至调节为6.0
‑
6.5,应在ph值大于5.0
的溶液中,大多数的果酸分子都已经解离,后将调节过的污水输送至厌氧池;
48.s2、通过在厌氧池内投放含酵母菌的活性污泥,酵母菌在厌氧环境下能够对糖类进行分解并产生二氧化碳和酒精,温度调节为适合酵母菌生长的28
‑
30℃,污水进入厌氧池后刚开始会进行有氧分解,将水中氧气消耗完毕后,污水含氧量为≤0.01mg/l,再进行无氧降解5
‑
6h后污水输送至好氧一级池内;
49.s3、通过在好氧一级池投放含酵母菌的活性污泥,酵母菌在有氧环境下能够对糖类进行分解并产生二氧化碳和水同时会快速繁殖,温度调节为适合酵母菌繁殖生长的28
‑
30℃,通过曝气系统提升污水含氧量为4.0
‑
4.5mg/l,经好氧池生物降解5
‑
6h后将未完全降解的污水输送至好氧二级池内;
50.s4、通过在好氧二级池(7)投放含酵母菌的活性污泥温度调节为28
‑
30℃,通过曝气系统提升污水含氧量为4.5
‑
5.0mg/l,经好氧二级池(7)生物降解5
‑
6h后将降解的污水输送至沉淀分离池(8);
51.s5、经沉淀分离池(8)2.5
‑
3h沉淀分离后,上层输送至二次沉淀分离池(9),下层抽至厌氧池内(5)重复s2步骤;
52.s6、经二次沉淀分离池(9)3.0
‑
4.0h沉淀分离后,上层输送至调节池(10),下层下层抽至厌氧池内(5)重复s2步骤;
53.s7、测得调节池(10)cod≤300mg/l,经排放管排除。
54.其中,步骤s1中具体包含以下步骤:
55.1)将食品加工含果酸污水加入除酸池内,通过自动控制盘控制电磁阀达到控制进入除酸池污水量,通过温控系统控制整个搅拌除酸温度在20
‑
30℃;
56.2)通过ph值监测计计算加入nahco3的量,向含果酸污水中缓慢加入nahco3粉末,搅拌至ph值监测计显示中和ph=6.0
‑
6.5,搅拌过程中会有热量放出,温控板根据检测污水温度进行升温或降温;
57.3)因果酸属于弱酸,对中和后的污水持续搅拌0.5
‑
1h,促使果酸充分解离,并观察ph值监测计变化;
58.4)向含果酸污水中加入少量nahco3,持续搅拌0.5
‑
1h观察ph=6.0
‑
6.5后将污水抽至厌氧池(5)处理,如未达到则重复2)。
59.实施例2
60.取实施例1工艺流程处理后的污水,同时以未设置除酸池工艺处理含果酸污水为对照组,进行含cod含量检测。
61.将施例1工艺流程处理后的污水取样6次并分别检测cod含量,同时对未设置除酸池工艺处理含果酸污水进行6次取样检测cod含量,检测结果如下表:
62.表1 cod含量检测
[0063][0064]
由表1可知,对照组直接对污水进行简易工艺处理得到的cod含量较高,逼近排放
限值,水体污染较严重,处理效果不佳,通过创新工艺流程处理后cod含量锐减,处理效率高。
[0065]
实施例3
[0066]
取实施例1工艺流程中对除酸池进行中和ph值分别为ph=6.0、ph=6.3和ph=6.5处理过的污水排扣进行抽样检测,对照组实施例1工艺流程中对除酸池进行中和ph值为ph=5.0处理过的污水排扣进行抽样检测,检测项目为cod含量检测。
[0067]
将实施1工艺流程中对除酸池进行中和ph值分别为ph=6.0、ph=6.3和ph=6.5处理过的污水取样6次并分别检测cod含量,同时对实施例1工艺流程中对除酸池进行中和ph值为ph=5.0处理过的污水进行6次取样检测cod含量,检测结果如下表:
[0068]
表2 cod含量检测
[0069][0070]
由表2可知,对照组污水经除酸池ph值中和至5.0再进行剩下工艺处理的污水排放cod含量较高,验证了ph值对酵母菌生存及降解能力的影响;通过污水经除酸池ph值中和至ph=6.0、ph=6.3和ph=6.5三组数据对比发现除酸池设置ph=6.0和ph=6.5工艺处理后的污水cod浓度接近,经除酸池处理后的污水对酵母菌影响相似,而除酸池设置ph=6.3时工艺处理后的污水cod浓度相对较低,说明酵母菌降解能力较强,本工艺设计酵母菌生存ph值宜为6.0
‑
6.5。
[0071]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。