1.本发明涉及设置在车辆的排气管中的催化剂的制造方法及催化剂。
背景技术:
2.为了除去废气中含有的碳氢化合物(hc)、一氧化碳(co)以及氧化氮(no
x
),在车辆的排气管设置有三效催化剂(例如,专利文献1)。三效催化剂将碳氢化合物氧化而形成水和二氧化碳(co2),将一氧化碳氧化而形成二氧化碳,将氧化氮还原而形成氮(n2)。
3.另外,近年来,开发出能够执行使燃料以比理论空燃比(理想配比)更稀薄的空燃比燃烧的稀薄燃烧的发动机。稀薄燃烧与理想配比下的燃烧相比较,从发动机排出的废气中含有的氧化氮的量多。因此,在安装有能够执行稀薄燃烧的发动机的车辆的排气管中设置有no
x
吸收储存还原催化剂,该no
x
吸收储存还原催化剂临时吸收储存氧化氮,并在预定的定时将吸收储存的氧化氮还原(净化)。
4.专利文献1:日本特开2010
‑
253447号公报
技术实现要素:
5.希望开发出能够提高利用上述三效催化剂、no
x
吸收储存还原催化剂等催化剂进行的废气的净化效率的技术。
6.本发明鉴于这样的课题而提出,其目的在于提供能够提高废气的净化效率的催化剂的制造方法及催化剂。
7.为了解决上述课题,本发明的催化剂的制造方法包括:使至少含有金属催化剂及水的催化剂浆体附着于载体的工序;使吸水性聚合物的粒子附着于催化剂浆体的表面的工序;利用催化剂浆体中含有的水使粒子膨胀到预定的大小的工序;以及对附着有催化剂浆体及粒子的载体进行烧制的工序。
8.另外,可以是,载体具有被分隔壁划分的多个单元,在使催化剂浆体附着于载体的工序中,向载体中的至少一个单元供应催化剂浆体,在使粒子附着于催化剂浆体的表面的工序中,向供应有催化剂浆体的单元填充多个粒子,在膨胀的工序中,利用催化剂浆体中含有的水使多个粒子膨胀到预定的大小,通过膨胀的多个粒子按压催化剂浆体。
9.另外,可以是,载体具有被分隔壁划分的多个单元,在使催化剂浆体附着于载体的工序中,向载体中的至少一个单元供应催化剂浆体,在使粒子附着于催化剂浆体的表面的工序中,向供应有催化剂浆体的单元以使粒子彼此非接触的方式供应多个粒子,在膨胀的工序中,通过粒子吸收催化剂浆体中含有的水。
10.为了解决上述课题,本发明的催化剂通过上述的催化剂的制造方法制造。
11.根据本发明,能够提高废气的净化效率。
附图说明
12.图1是示出第一实施方式的发动机系统的结构的概略图。
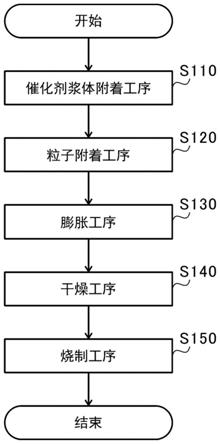
13.图2是示出第一实施方式的催化剂的制造方法的处理流程的流程图。
14.图3a、图3b、图3c是说明第一实施方式的催化剂浆体附着工序及粒子附着工序的图。
15.图4a、图4b、图4c、图4d是说明第一实施方式的催化剂浆体附着工序、粒子附着工序、膨胀工序以及烧制工序的单元内部的图。
16.图5是示出第二实施方式的催化剂的制造方法的处理流程的流程图。
17.图6a、图6b、图6c、图6d是说明第二实施方式的催化剂浆体附着工序、粒子附着工序、膨胀工序以及烧制工序的单元内部的图。
18.图7a、图7b是说明执行变形例的粒子附着工序之后的单元内部的图。
19.(附图标记说明)
20.r
ꢀꢀ
吸水粒子(粒子)
21.sl
ꢀꢀ
浆体层(催化剂浆体)
22.s110
ꢀꢀ
催化剂浆体附着工序
23.s120、s220
ꢀꢀ
粒子附着工序
24.s130
ꢀꢀ
膨胀工序
25.s150
ꢀꢀ
烧制工序
26.130
ꢀꢀ
催化剂
27.132
ꢀꢀ
载体
28.134
ꢀꢀ
分隔壁
29.136
ꢀꢀ
单元
具体实施方式
30.下面,一边参照附图,一边详细地说明本发明的优选实施方式。本实施方式中所示的尺寸、材料、其他具体的数值等只不过是用于容易理解发明的例示,除了特别解释的情况,不对本发明进行限定。此外,在本说明书及附图中,对实质上具有相同功能、结构的要件标注相同的附图标记并省略重复说明,另外省略图示与本发明没有直接关系的要件。
31.[第一实施方式]
[0032]
图1是示出第一实施方式的发动机系统100的结构的概略图。发动机系统100安装于车辆。如图1所示,发动机系统100包括发动机110、排气管120、催化剂130、过滤器140以及消音器150。
[0033]
发动机110例如是汽油发动机。发动机110利用使燃料燃烧而获得的动能使车辆行驶。在发动机110的排气口经由排气歧管连接有排气管120。从发动机110的排气口排出的废气引导至排气管120。
[0034]
催化剂130设置于排气管120。催化剂130是三效催化剂(twc:three
‑
way catalyst)。催化剂130将废气中含有的碳氢化合物、一氧化碳以及氧化氮净化(除去)。催化剂130包含金属催化剂。金属催化剂是铂(pt)、钯(pd)以及铑(rh)中的任意一个或多个。
[0035]
过滤器140设置于排气管120中催化剂130的下游侧。换言之,过滤器140设置于排气管120中催化剂130与消音器150之间。过滤器140是gpf(gasoline particulate filter:汽油颗粒滤清器)。过滤器140捕捉废气中含有的粒子状物质(pm:particulate matter(微
粒物质))。
[0036]
被催化剂130净化且被过滤器140除去粒子状物质的废气穿过消音器150排出到外部。
[0037]
[催化剂130的制造方法]
[0038]
接着,说明上述催化剂130的制造方法。图2是示出第一实施方式的催化剂130的制造方法的处理流程的流程图。如图2所示,第一实施方式的催化剂130的制造方法包括催化剂浆体附着工序(s110)、粒子附着工序(s120)、膨胀工序(s130)、干燥工序(s140)以及烧制工序(s150)。下面,说明各工序。
[0039]
[催化剂浆体附着工序(s110)]
[0040]
催化剂浆体附着工序(s110)是使催化剂浆体附着于载体来制造浆体附着载体250的工序。催化剂浆体含有金属催化剂、粘接剂、基材以及水。
[0041]
图3a、图3b、图3c是说明第一实施方式的催化剂浆体附着工序(s110)及粒子附着工序(s120)的图。图3a是说明载体132的图。图3b是说明催化剂浆体附着工序(s110)的图。图3c是说明粒子附着工序(s120)的图。
[0042]
如图3a所示,在本实施方式中,载体132是外形为圆筒形状的蜂窝构造体。载体132具有被分隔壁134划分的多个单元136。此外,对单元136的数量没有限定。
[0043]
如图3b所示,在催化剂浆体附着工序(s110)中,使用供应装置210,将催化剂浆体附着于构成载体132的单元136的分隔壁134的表面。供应装置210包括引导筒212、浆体供应部220、抽吸部230以及粒子供应部240(参照图3c)。
[0044]
引导筒212是圆筒形状的构件。引导筒212嵌合于载体132的一端侧。引导筒212的内径稍大于载体132的外径。引导筒212形成为当嵌合于载体132时在引导筒212与载体132之间不能形成间隙的尺寸。
[0045]
浆体供应部220经由引导筒212向载体132(单元136)供应催化剂浆体。在本实施方式中,浆体供应部220包括浆体贮存部222、浆体供应管224、浆体供应泵226以及浆体喷嘴228。
[0046]
浆体贮存部222贮存催化剂浆体。浆体供应管224将浆体贮存部222和浆体供应泵226的吸入侧连接。浆体供应泵226的吸入侧经由浆体供应管224与浆体贮存部222连接。浆体供应泵226的喷出侧与浆体喷嘴228连接。浆体喷嘴228与引导筒212连接。浆体供应泵226抽吸贮存于浆体贮存部222中的催化剂浆体并从浆体喷嘴228朝向载体132喷射。
[0047]
抽吸部230从载体132的另一端侧抽吸催化剂浆体。在本实施方式中,抽吸部230包括抽吸筒232、抽吸管234以及抽吸泵236。
[0048]
抽吸筒232是圆筒形状的构件。抽吸筒232的一端侧开口,另一端侧封闭。抽吸筒232的开口嵌合于载体132的另一端侧。抽吸筒232的开口稍大于载体132的外径。抽吸筒232形成为当嵌合于载体132时在抽吸筒232与载体132之间不能形成间隙的尺寸。
[0049]
抽吸管234将抽吸筒232和抽吸泵236连接。抽吸泵236的吸入侧经由抽吸管234与抽吸筒232连接。抽吸泵236的喷出侧与外部(例如,浆体贮存部222)连接。
[0050]
在催化剂浆体附着工序(s110)中,在载体132的一端侧嵌合有引导筒212,在另一端侧嵌合有抽吸筒232。另外,在引导筒212连接有浆体喷嘴228。而且,驱动浆体供应泵226及抽吸泵236,另外通过未图示的旋转装置使载体132旋转(在图3b中,用虚线箭头表示)。由
此,催化剂浆体被无遗漏地供应至载体132的单元136。
[0051]
图4a、图4b、图4c、图4d是说明第一实施方式的催化剂浆体附着工序(s110)、粒子附着工序(s120)、膨胀工序(s130)以及烧制工序(s150)的单元136内部的图。图4a是说明在执行催化剂浆体附着工序(s110)之后的单元136内部的图。图4b是说明执行粒子附着工序(s120)之后的单元136内部的图。图4c是说明执行膨胀工序(s130)之后的单元136内部的图。图4d是说明执行烧制工序(s150)之后的单元136内部的图。
[0052]
通过执行催化剂浆体附着工序(s110),催化剂浆体供应至载体132的各单元136,如图4a所示,在构成单元136的分隔壁134的表面形成催化剂浆体的层(浆体层sl)。
[0053]
然后,如果浆体层sl的厚度(从分隔壁134的表面到浆体层sl的表面的高度)成为预定的厚度,则将浆体供应泵226及抽吸泵236停止。这样,制造出在构成单元136的分隔壁134的表面形成有浆体层sl的浆体附着载体250。
[0054]
[粒子附着工序(s120)]
[0055]
粒子附着工序(s120)是使吸水性聚合物(superabsorbent polymer)的粒子(下面,称为“吸水粒子”)附着于浆体附着载体250的浆体层sl的表面的工序。吸水性聚合物也称为高吸水性高分子、高吸水性树脂、高分子吸收体。吸水性聚合物例如是聚丙烯酸钠。
[0056]
返回图3a、图3b、图3c进行说明,如图3c所示,在本实施方式中,在粒子附着工序(s120)中,使用供应装置210,向浆体附着载体250的单元136填充多个吸水粒子。
[0057]
粒子供应部240经由引导筒212向浆体附着载体250(载体132)供应吸水粒子。在本实施方式中,粒子供应部240包括吸水粒子贮存部242、吸水粒子供应管244、进料器246以以及吸水粒子喷嘴248。
[0058]
吸水粒子贮存部242贮存吸水粒子。吸水粒子供应管244将吸水粒子贮存部242和进料器246的入口连接。进料器246的入口经由吸水粒子供应管244与吸水粒子贮存部242连接。进料器246的出口与吸水粒子喷嘴248连接。进料器246例如是螺旋进料器。吸水粒子喷嘴248与引导筒212连接。进料器246将贮存于吸水粒子贮存部242中的吸水粒子通过吸水粒子喷嘴248供应至浆体附着载体250。
[0059]
在粒子附着工序(s120)中,首先,从引导筒212拆下浆体喷嘴228。接着,代替浆体喷嘴228,在引导筒212连接吸水粒子喷嘴248。
[0060]
然后,驱动进料器246,另外通过未图示的旋转装置使浆体附着载体250旋转(在图3c中,用虚线箭头表示)。由此,吸水粒子无遗漏地填充到浆体附着载体250的单元136。此外,在本实施方式的粒子附着工序(s120)中,抽吸泵236处于停止。
[0061]
通过执行粒子附着工序(s120),向单元136填充吸水粒子r,如图4b所示,在浆体层sl的表面附着有吸水粒子r。这样,制造出在浆体附着载体250的浆体层sl的表面附着有吸水粒子r的粒子附着载体252。此外,在本实施方式的粒子附着工序(s120)中,吸水粒子r被填充成在单元136中吸水粒子r彼此接触的状态。
[0062]
[膨胀工序(s130)]
[0063]
膨胀工序(s130)是利用浆体层sl(催化剂浆体)中含有的水使多个吸水粒子r膨胀到预定大小的工序。在膨胀工序(s130)中,将粒子附着载体252放置预定时间。
[0064]
通过执行膨胀工序(s130),吸水粒子r吸收浆体层sl中含有的水而膨胀(膨润)。于是,如图4c所示,浆体层sl被膨胀的多个吸水粒子r按压,吸水粒子r嵌入浆体层sl。由此,在
浆体层sl的表面形成比初始状态(浆体附着载体250的浆体层sl,在图4c中用虚线表示)更凹陷或者凸起的部位。这样,制造出在浆体层sl的表面嵌入有吸水粒子r的粒子膨胀载体254。
[0065]
[干燥工序(s140)]
[0066]
干燥工序(s140)是使浆体层sl(粒子膨胀载体254)干燥预定时间的工序。
[0067]
[烧制工序(s150)]
[0068]
烧制工序(s150)是对执行干燥工序(s140)之后的粒子膨胀载体254进行烧制的工序。通过执行烧制工序(s150),吸水粒子r被燃烧并烧尽。于是,如图4d所示,制造出在单元136内部(分隔壁134的表面)形成有催化剂层tl的催化剂130,该催化剂层tl在表面具有凸起部p及凹陷部q。
[0069]
如此,本实施方式的催化剂130的制造方法通过执行催化剂浆体附着工序(s110)、粒子附着工序(s120)、膨胀工序(s130)、干燥工序(s140)以及烧制工序(s150),能够制造催化剂130。
[0070]
[吸水粒子r的大小设定]
[0071]
接着,说明在上述粒子附着工序(s120)中填充的吸水粒子r的大小(初始大小m)及填充率n(堆积密度)设定。
[0072]
首先,基于从发动机110排出的废气的量、废气的流速、催化剂130的大小、废气的目标净化率以及催化剂130的目标压力损失,决定催化剂层tl的凸起部p及凹陷部q的大小。例如,在使目标净化率高的情况下,使凸起部p及凹陷部q大,在使目标压力损失小的情况下,使凸起部p及凹陷部q小。而且,基于所决定的凸起部p及凹陷部q的大小,导出膨胀后(执行膨胀工序(s130)后)的吸水粒子r的大小m及吸水粒子r的填充率n。
[0073]
膨胀后的吸水粒子r的大小m基于催化剂浆体(浆体层sl)的含水量(含水率)、初始(吸水前)的吸水粒子r的大小m及吸水量导出。因此,在上述粒子附着工序(s120)中填充的、初始的吸水粒子r的大小m基于初始的吸水粒子r的吸水量、催化剂浆体的含水量以及所导出的膨胀后的吸水粒子r的大小m设定。
[0074]
另外,粒子附着工序(s120)中的吸水粒子r的填充率n基于所导出的膨胀后的吸水粒子r的填充率n设定。
[0075]
如以上所说明那样,本实施方式的催化剂130的制造方法包括粒子附着工序(s120)及膨胀工序(s130)。由此,在单元136内部,使吸水粒子r吸收浆体层sl中含有的水,能够使吸水粒子r膨胀。于是,在单元136内部,吸水粒子r之间相互挤压,能够使附着于浆体层sl的表面上的吸水粒子r嵌入浆体层sl。由此,本实施方式的催化剂130的制造方法能够通过膨胀了的吸水粒子r在浆体层sl的表面形成凹陷部q及凸起部p(凹起)。
[0076]
而且,通过执行烧制工序(s150),本实施方式的催化剂130的制造方法能够在维持凹凸形状的情况下烧制浆体层sl。另外,利用吸水性聚合物形成吸水粒子r,所以通过执行烧制工序(s150),能够使吸水粒子r烧尽。由此,本实施方式的催化剂130的制造方法能够制造在单元136内部形成有在表面具有凸起部p及凹陷部q的催化剂层tl的催化剂130。
[0077]
若在排气管120设置这样制造的催化剂130,则废气穿过单元136内部。也就是说,废气穿过形成有在表面具有凸起部p及凹陷部q的催化剂层tl的单元136内部。由此,与催化剂层的表面平坦的单元不同,催化剂130能够在单元136内部形成废气的紊流。因而,催化剂
130能够在单元136内部提高废气的扩散性。因此,与催化剂层的表面平坦的单元不同,催化剂130能够减少虽然被导入单元136但不与催化剂层tl接触(碰撞)就穿过的废气。因而,催化剂130能够提高废气的净化效率。
[0078]
另外,如上所述,在粒子附着工序(s120)中,供应装置210向单元136填充吸水粒子r。由此,能够使附着于浆体层sl的表面的吸水粒子r嵌入浆体层sl。因而,能够使催化剂层tl的凸起部p及凹陷部q变大。
[0079]
[第二实施方式]
[0080]
在上述第一实施方式的粒子附着工序(s120)中,例举了向被供应了催化剂浆体的单元136填充吸水粒子r的情况。但是,只要能够使吸水粒子r附着于催化剂浆体的表面,可以不填充吸水粒子r。
[0081]
图5是示出第二实施方式的催化剂130的制造方法的处理流程的流程图。如图5所示,第二实施方式的催化剂130的制造方法包括催化剂浆体附着工序(s110)、粒子附着工序(s220)、膨胀工序(s130)、干燥工序(s140)以及烧制工序(s150)。下面,说明与上述第一实施方式的催化剂130的制造方法实质上不同处理的粒子附着工序(s220)。
[0082]
粒子附着工序(s220)使用供应装置210向浆体附着载体250的单元136以吸水粒子r彼此非接触的方式供应多个吸水粒子r。
[0083]
图6a、图6b、图6c、图6d是说明第二实施方式的催化剂浆体附着工序(s110)、粒子附着工序(s220)、膨胀工序(s130)以及烧制工序(s150)的单元136内部的图。图6a是说明执行催化剂浆体附着工序(s110)之后的单元136内部的图。图6b是说明执行粒子附着工序(s220)之后的单元136内部的图。图6c是说明执行膨胀工序(s130)之后的单元136内部的图。图6d是说明执行烧制工序(s150)之后的单元136内部的图。
[0084]
如图6a所示,在第二实施方式中,通过执行催化剂浆体附着工序(s110),与第一实施方式同样地,制造出在构成单元136的分隔壁134的表面形成有浆体层sl的浆体附着载体250。
[0085]
然后,在粒子附着工序(s220)中,首先,从引导筒212拆下浆体喷嘴228。接着,代替浆体喷嘴228,在引导筒212连接吸水粒子喷嘴248(参照图3b、图3c)。
[0086]
然后,驱动进料器246及抽吸泵236,另外通过未图示的旋转装置使浆体附着载体250旋转。由此,吸水粒子r被无遗漏地供应至浆体附着载体250的单元136。此外,在第二实施方式中,供应至单元136的吸水粒子r的大小小于浆体层sl之间的距离。
[0087]
通过执行粒子附着工序(s220),向单元136供应吸水粒子r,如图6b所示,吸水粒子r相互隔开地附着于浆体层sl的表面。也就是说,在浆体层sl的表面设置附着有吸水粒子r的部位以及未附着吸水粒子r的部位。这样,制造出在浆体附着载体250的浆体层sl的表面附着有吸水粒子r的粒子附着载体262。
[0088]
然后,若执行膨胀工序(s130),则被吸水粒子r吸收浆体层sl(催化剂浆体)中含有的水。于是,如图6c所示,在浆体层sl的表面中附着有吸水粒子r的部位被吸水粒子r吸收水,在浆体层sl的表面形成比初始状态(浆体附着载体250的浆体层sl)更凹陷的部位。这样,制造出吸水粒子r的一部分埋入浆体层sl的表面的粒子膨胀载体264。
[0089]
然后,若执行干燥工序(s140)及烧制工序(s150),则吸水粒子r被燃烧并烧尽。于是,如图6d所示,制造出在单元136内部(分隔壁134的表面)形成有表面具有凹陷部q的催化
剂层tl的催化剂130。
[0090]
如以上所说明那样,第二实施方式的催化剂130的制造方法具备粒子附着工序(s220)及膨胀工序(s130)。由此,能够通过吸水粒子r在浆体层sl的表面形成凹陷部q。并且,第二实施方式的催化剂130的制造方法通过执行烧制工序(s150),能够在维持凹陷部q的情况下烧制浆体层sl。另外,利用吸水性聚合物形成吸水粒子r,所以通过执行烧制工序(s150),能够使吸水粒子r烧尽。由此,第二实施方式的催化剂130的制造方法能够制造在单元136内部形成有在表面具有凹陷部q的催化剂层tl的催化剂130。因而,通过第二实施方式的催化剂130的制造方法制造的催化剂130能够提高废气的净化效率。
[0091]
另外,与第一实施方式相比较,第二实施方式的催化剂130的制造方法能够制造形成有在表面具有平缓的凹凸形状的催化剂层tl的催化剂130。由此,与第一实施方式相比较,第二实施方式的催化剂130能够降低压力损失。
[0092]
以上,一边参照附图一边说明本发明的优选实施方式,但理所当然本发明不限于该实施方式。只要是本领域技术人员,在权利要求书记载的范畴内想到各种变更例或修改例是显而易见的,应理解为这些也当然属于本发明的技术范围。
[0093]
此外,在上述实施方式中,例举了催化剂130是三效催化剂的情况。但是,催化剂130也可以是其他的催化剂,例如no
x
吸收储存还原催化剂。
[0094]
另外,在上述实施方式中,例举了载体132是蜂窝构造体的情况。但是,载体132的形状不受限定。
[0095]
另外,在上述实施方式的催化剂浆体附着工序(s110)中,例举了使催化剂浆体附着于在载体132设置的全部单元136的情况。但是,催化剂浆体附着工序(s110)只要使催化剂浆体附着于载体132中的至少一个单元136即可。
[0096]
另外,在上述第一实施方式的粒子附着工序(s120)中,例举了以使吸水粒子r彼此接触的状态的方式向单元136填充吸水粒子r的情况。但是,在粒子附着工序(s120)中,可以以使吸水粒子r彼此非接触的状态的方式向单元136填充吸水粒子r。
[0097]
图7a、图7b是说明执行变形例的粒子附着工序(s120)之后的单元136内部的图。例如,如图7a所示,粒子附着工序(s120)可以将吸水粒子r呈一层填充到单元136。此时,吸水粒子r彼此即可以接触,也可以非接触。此外,在该情况下,吸水粒子r的大小可以是与浆体层sl间的距离实质上相同的大小。
[0098]
另外,在上述第一实施方式的粒子附着工序(s120)中,例举了全部的吸水粒子r与浆体层sl的表面接触的情况。但是,如图7b所示,可以在所填充的吸水粒子r中存在不与浆体层sl的表面接触的吸水粒子r。
[0099]
另外,在上述第一实施方式的粒子附着工序(s120)中,例举了遍布浆体附着载体250的单元136的全长而填充吸水粒子r的情况。但是,可以是首先执行第一实施方式的粒子附着工序(s120),向浆体附着载体250的单元136的一部分填充吸水粒子r,之后,执行第二实施方式的粒子附着工序(s220),向其他部分供应吸水粒子r。
[0100]
另外,在上述实施方式中,例举了供应装置210的粒子供应部240具备进料器246的情况。但是,粒子供应部240可以不具备进料器246。在该情况下,可以是,配置成浆体附着载体250的一端侧比另一端侧位于上方,将吸水粒子贮存部242设置于比吸水粒子喷嘴248靠上方处,使吸水粒子r在自重作用下从吸水粒子贮存部242向浆体附着载体250落下。
[0101]
产业可利用性
[0102]
本发明能够用于设置在车辆的排气管中的催化剂的制造方法及催化剂。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

