1.本实用新型涉及储液技术领域,特别是涉及一种储液器及其空调系统。
背景技术:
2.储液器为空调系统的常用部件之一,现有储液器包括筒体、第二接管以及第一接管等部件,第一接管设于筒体内,并与筒体之间的焊接,第二接管的一端连接与第一接管。而目前第一接管与筒体焊接时,存在焊料难以渗透、焊接不良以及焊接时,第一接管与筒体之间的空气不易排出,出现气孔等问题。
技术实现要素:
3.有鉴于此,有必要提供一种能够提高第一接管和筒体之间焊接质量的储液器及其空调系统。
4.本实用新型提供的一种储液器,包括筒体以及第一接管,所述筒体内具有储存腔,所述筒体的一端具有第一开口,所述第一接管收容在所述储存腔内,且所述第一接管的一端伸入第一开口中,并与所述筒体焊接;
5.沿所述筒体的轴线,所述第一开口的外端的内壁上具有向所述储存腔方向延伸的让位沉槽,所述第一接管伸入所述第一开口中的一端外侧壁上设有沿所述第一接管径向凹陷的并沿所述筒体的轴线延伸的出气槽,且所述出气槽的部分位于所述让位沉槽处。
6.可以理解的是,本技术通过设置让位沉槽,从而使得第一接管与筒体之间可以围成一个更大的,用于收容焊料的料槽,以使得焊料能够更好的堆积并填充在让位沉槽处,进而便于焊料渗透至第一接管和第一开口的孔壁之间,不存在死角问题,提高焊接的牢靠性;同时,由于出气槽的部分位于让位沉槽内,从而在焊接时,出气槽可以引导焊料中的空气排出,以避免憋死而出现气孔的问题,提高焊接质量,降低泄漏率。
7.在其中一个实施例中,所述出气槽的数量为多条,多条所述出气槽沿所述第一接管的外侧壁周向间隔设置。
8.可以理解的是,设置多条出气槽,从而可以多个方向将空气引出,进一步地提高焊接质量。
9.在其中一个实施例中,所述第一接管的内壁上形成有与所述出气槽对应并凸出的连接筋;
10.所述储液器还包括第二接管,所述第二接管的一端伸入所述第一接管,并与所述连接筋之间形成过盈配合,且所述第二接管与所述第一接管焊接连接。
11.可以理解的是,连接筋的设置,不仅可以使得第二接管与第一接管之间的连接更加牢固,而且,在第二接管的一端伸入第一接管内后,可以使得第二接管与第一接管之间形成间隙,以便于焊接时焊料的渗入,提高焊接质量。
12.在其中一个实施例中,沿所述筒体的轴线方向,所述让位沉槽的深度为3mm
‑
4.5mm。
13.在其中一个实施例中,所述出气槽的延伸方向平行于所述筒体的轴线;或者,所述出气槽的延伸方向与所述筒体的轴线之间具有一定夹角;
14.所述让位沉槽的延伸方向平行于所述筒体的轴线;或者,所述让位沉槽的延伸方向与所述筒体的轴线之间具有一定夹角。
15.在其中一个实施例中,所述第一接管的一端具有扩径段,所述扩径段伸入所述第一开口,并与所述筒体焊接;
16.所述出气槽位于所述扩径段的外侧壁上。
17.如此设置,可便于第一接管与筒体的连接。
18.在其中一个实施例中,所述扩径段的壁厚大于所述第二接管的壁厚。
19.如此设置,不仅可以便于出气槽的加工,且能够提高第一接管与筒体之间的连接强度。
20.在其中一个实施例中,所述储液器还包括过滤组件,所述筒体远离所述第一开口的一端开设有第二开口,所述过滤组件安装于所述储存腔内,并靠近所述第二开口设置,用于过滤从所述第二开口处进来的制冷剂。
21.在其中一个实施例中,所述过滤组件包括滤网以及连接座,所述连接座安装于所述储存腔内,并与所述储存腔的腔壁密封连接,所述滤网固定于所述连接座上;
22.所述连接座上设有通孔,所述通孔的轴线与所述第一接管的轴线相交,且所述通孔的轴线与所述第一接管的轴线之间的夹角大于0度且小于90度。
23.可以理解的是,通孔的轴线与所述第一接管的轴线之间的夹角大于0度且小于90度,从而可以使得通孔背离第一接管设置,从而避免液态制冷剂进入第一接管。
24.本实用新型还提供如下技术方案:
25.一种空调系统,包括上述的储液器。
26.与现有技术相比,本实用新型提供的储液器通过设置让位沉槽,从而使得第一接管与筒体之间可以围成一个更大的,用于收容焊料的料槽,以使得焊料能够更好的堆积并填充在让位沉槽处,进而便于焊料渗透至第一接管和第一开口的孔壁之间,提高焊接的牢靠性;同时,由于出气槽的部分位于让位沉槽内,从而在焊接时,出气槽可以引导焊料中的空气排出,以避免憋死而出现气孔的问题,提高焊接质量,降低泄漏率。
附图说明
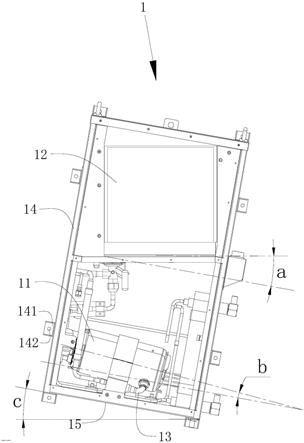
27.图1为本技术提供的储液器结构示意图。
28.图2为本技术提供的图1中a处放大图。
29.图3为本技术提供的第一接管的结构示意图。
30.其中,100、储液器;10、筒体;11、储存腔;12、第一开口;121、让位沉槽;13、中筒;14、盖体;15、第二开口;20、第一接管;21、出气槽;22、连接筋;23、扩径段;30、过滤组件;31、滤网;32、连接座;321、通孔。
具体实施方式
31.下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不
是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
32.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
34.如图1所示,本实用新型提供一种储液器100,储液器100应用于空调系统中,用于存储制冷剂和/或对制冷剂进行气液分离。
35.请继续参考图1
‑
图3,储液器100包括筒体10以及第一接管20,筒体10内具有储存腔11,筒体10的一端具有第一开口12,第一接管20收容在储存腔11内,且第一接管20的一端伸入第一开口12中并与筒体10焊接;并且,沿筒体10的轴线,第一开口12的外端的内壁上具有向储存腔11方向延伸的让位沉槽121,第一接管20伸入第一开口12中的一端外侧壁上设有沿第一接管20径向凹陷的并沿筒体10的轴线延伸的出气槽21,且出气槽21的部分位于让位沉槽121处。
36.现有一般是在第一接管的外侧壁上设置几条凸出外凸筋,当第一接管伸入第一开口12内是,外凸筋与第一开口的内壁过盈配合,然后将第一接管与筒体之间焊接。可以理解的是,由于外凸筋设于第一接管的外侧壁上,使得外凸筋处会有死角,焊接时焊料很难渗透,存在渗透不良风险;同时,接时里面的空气不易排出,容易产生气孔。而,本技术通过设置让位沉槽121,从而使得第一接管20与筒体10之间可以围成一个更大的,用于收容焊料的料槽,以使得焊料能够更好的堆积并填充在让位沉槽121处,不存在死角问题,进而便于焊料渗透至第一接管20和第一开口12的孔壁之间,提高焊接的牢靠性;同时,由于出气槽21的部分位于让位沉槽121内,从而在焊接时,出气槽21可以引导焊料中的空气排出,以避免憋死而出现气孔的问题,提高了焊接质量,降低泄漏率。
37.进一步地,出气槽21沿第一接管20的径向方向向第一接管20的轴心方向凹陷;出气槽21的延伸方向平行于筒体10的轴线,或者出气槽21的延伸方向与筒体10的轴线之间具有一定夹角。让位沉槽121沿筒体10的轴线方向延伸,让位沉槽121的延伸线与筒体10的轴线平行或有一定夹角。让位沉槽121的端面还设有倒角,便于安放焊料。
38.在一实施例中,如图1所示,筒体10包括中筒13和设置在中筒13两端的两个盖体14,筒体10通过旋压形成两端的两个盖体14,从而围成上述的储存腔11。第一开口12开设于其中一个盖体14上,第一接管20与盖体14焊接连接。当然,其中一个或两个盖体14也可以与中筒13分体设置,再通过焊接等方式固定连接。
39.进一步地,沿筒体10的轴线方向,让位沉槽121的深度为3mm
‑
4.5mm。可以理解的是,让位沉槽121的深度的太浅,不便于焊料的收容,而太深又不便于让位沉槽121的加工。故将让位沉槽121的深度为3mm
‑
4.5mm,不仅可以便于焊料的更好的堆积填充在让位沉槽121内,且让位沉槽121的加工也更加方便。
40.作为优选地,让位沉槽121即为设置在第一开口12处的台阶,当第一接管20伸入到第一开口12内后,与第一开口12的孔壁之间围成上述的让位沉槽121。
41.在一实施例中,出气槽21的数量为多条,多条出气槽21沿第一接管20的外侧壁周向间隔设置。可以理解的是,设置多条出气槽21,从而可以多个方向将空气引出,进一步地提高焊接质量。
42.作为优选地,出气槽21的数量为2
‑
6条。2
‑
6条出气槽21间隔均匀地布设在第一接管20的外侧壁周向。可以理解的是,均匀布设的出气槽21可以最大程度使每处空气被引出,有利于焊接质量的提高。同时,在本实施例中,出气槽21的数量可以为2条、4条、6条不等,在此不再赘述。
43.在一实施例中,如图3所示,第一接管20的内壁上形成有与出气槽21对应并凸出的连接筋22;储液器100还包括第二接管(图未示),第二接管的一端伸入第一接管20内,并与连接筋22之间形成过盈配合,且第二接管与第一接管20之间焊接连接。可以理解的是,连接筋22的设置,不仅可以使得第二接管与第一接管20之间的连接更加牢固,而且,在第二接管的一端伸入第一接管20内后,可以使得第二接管与第一接管20之间形成间隙,以便于焊接时焊料的渗入,提高焊接质量,同时便于自动化焊接,为全自动化提供了前提条件。此外,第二接管的一端也可与连接筋22之间间隙配合,然后进行焊接固定。
44.进一步地,第一接管20的一端具有扩径段23,扩径段23伸入第一开口12,并与筒体10焊接,出气槽21位于扩径段23的外侧壁上,第二接管伸入扩径段23内并与扩径段23焊接连接,如此可便于第一接管20与筒体10、第二接管之间的连接。
45.作为优选地,扩径段23的壁厚大于第二接管的壁厚。可以理解的是,通过设置较厚的扩径段23,可以便于出气槽21的加工,且能够提高第一接管20与筒体10之间的连接强度。
46.如图1所示,储液器100还包括过滤组件30,筒体10远离第一开口12的一端开设有第二开口15,过滤组件30安装于储存腔11内,并靠近第二开口15设置,用于过滤从第二开口15处进来的制冷剂。
47.具体地,过滤组件30包括滤网31以及连接座32,连接座32安装于储存腔11内,并与储存腔11的腔壁密封连接,以避免未经过过滤的制冷剂从连接座32与储存腔11内壁之间的间隙进入储存腔11,滤网31固定于连接座32上,用于过滤从第二开口15处进来的制冷剂。
48.作为优选地,如图1所示,连接座32上设有通孔321,通孔321将第二开口15与储存腔11连通,从而从第二开口15进入的制冷剂通过通孔321进入储存腔11内部。
49.进一步地,通孔321的轴线与第一接管20的轴线相交,且通孔321的轴线与第一接管20的轴线之间的夹角为θ,且θ大于0度且小于90度。可以理解的是,通孔321的轴线与第一接管20的轴线之间的夹角大于0度且小于90度,即通孔321的第二开口端是朝向第一接管20的轴线设置,从而可以使得通孔321背离第一接管20设置,进而使得从通孔321处的制冷被引导至背离第一接管20,避免液态制冷剂进入第一接管20,避免液态制冷剂通过第一接管20进入压缩机内。
50.本实用新型还提供一种空调系统(图未示),该空调系统包括上述的储液器100。
51.以上实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
52.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本实用新型要求保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。