1.本发明涉及燃气燃烧换热器生产工艺,尤其涉及一种燃烧换热器的铝涂层附着固化工艺。
背景技术:
2.本产品主要适用于燃气热水器和燃气壁挂取暖炉;现有燃气燃烧换热器的吸热片为铜或铝制造,铜/铝为公认的换热散热首选材料,但是选用的铜、铝一定要是耐高温的高品质材料,高品质的原材料价格更高,按近几年的铜、铝的原材料价格走势,年年上涨,有时上涨1~2倍,价格有时波动大,不稳定,为此,为了企业和产品都能比较稳定地发展,所以要研发新的技术替代方案。
技术实现要素:
3.为了解决上述技术问题,本发明提供一种从选材和工艺作出改变,选用不锈钢片作为基材,喷涂铝层增加导热率的燃烧换热器的铝涂层附着固化工艺。
4.解决上述技术问题的方案为:
5.一种燃烧换热器的铝涂层附着固化工艺,燃烧换热器为已经成型的产品,燃烧换热器的吸热片为不锈钢制造,其的铝涂层附着固化工艺如下:步骤1,喷砂,用自动传输设备将燃烧换热器送入喷砂设备,对燃烧换热器的吸热片表面喷砂处理,使吸热片的表面形成粗糙的磨砂面;
6.步骤2,配制浆料,浆料配方包括有机硅树脂、铝粉浆、稀释剂,按重量比如下:有机硅树脂:1份~2份,铝粉浆:0.8份~1.5份,稀释剂:2.5份~3.5份;根据所需要选取相应份数的有机硅树脂、铝粉浆、稀释剂三种原料放入专用的搅拌槽并搅拌均匀,得出它们的混合液;
7.步骤3,浸涂,将步骤1得到的燃烧换热器放入搅拌槽的混合液浸涂,燃烧换热器整体浸入在混合液里并浸涂均匀;
8.步骤4,甩干,从搅拌槽里取出燃烧换热器并放入甩干机,用甩干机将粘在燃烧换热器表面多余的粘液甩掉,保留液粘涂层;
9.步骤5,固化,送入烘干机将液粘涂层烘干,燃烧换热器烘干经过四个温区,分别是进炉时逐渐升温的低温区、逐渐升温的中温区、恒温的高温区、逐渐降温出炉温区,温度从进炉逐渐升高,然后又降温再出炉,烘干温度包括经历常温~400℃,烘干时间为20分钟~40分钟,最终涂层固化于吸热片的表面。
10.步骤6,出炉降温,通过自然降温或风扇降温,使产品温度变为常温,然后包装得出所需的成品。
11.本发明的一种燃烧换热器的铝涂层附着固化工艺有益效果为:1、本产品燃烧换热器的吸热片为不锈钢制造,吸热片通过喷砂处理增强附着力,用自制的有机硅树脂、铝粉浆、稀释剂混合液浸涂燃烧换热器,通过烘干使涂层全部包裹含不锈钢吸热片在内的换热
器整体,由于有铝涂层的包裹,燃烧换热器表面不会被氧化,又不会在燃烧过程被烟气物质化学腐蚀,整体接近铝的换热效果,有效节省了生产成本;2、耐温更高,耐腐蚀性更强;改变了传统的铜/铝做法,更加适应新的发展趋势。
附图说明
12.图1为本发明产品的燃烧换热器经过四个温区的温度曲线图;
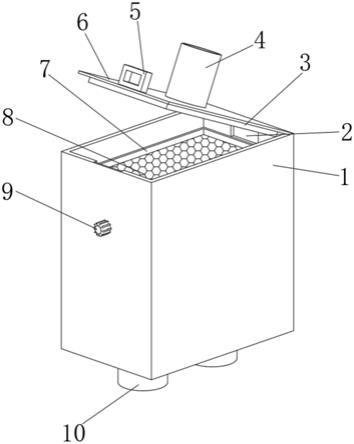
13.图2、图3为本发明产品燃烧换热器的立体图;
14.图4为本发明产品燃烧换热器的主视图;
15.图5为本发明产品燃烧换热器的仰视图;
16.图6为本发明产品燃烧换热器的俯视图;
17.图7为本发明产品燃烧换热器的左视图;
18.图8为本发明产品燃烧换热器的右视图。
具体实施方式
19.一种燃烧换热器的铝涂层附着固化工艺,燃烧换热器为已经成型的产品,燃烧换热器的吸热片为不锈钢制造,其的铝涂层附着固化工艺如下:步骤1,喷砂,用自动传输设备将燃烧换热器送入喷砂设备,对燃烧换热器的吸热片表面喷砂处理,使吸热片的表面形成粗糙的磨砂面;
20.步骤2,配制浆料,浆料配方包括有机硅树脂、铝粉浆、稀释剂,按重量比如下:有机硅树脂:1份~2份,铝粉浆:0.8份~1.5份,稀释剂:2.5份~3.5份;根据所需要选取相应份数的有机硅树脂、铝粉浆、稀释剂三种原料放入专用的搅拌槽并搅拌均匀,得出它们的混合液;
21.步骤3,浸涂,将步骤1得到的燃烧换热器放入搅拌槽的混合液浸涂,燃烧换热器整体浸入在混合液里并浸涂均匀;
22.步骤4,甩干,从搅拌槽里取出燃烧换热器并放入甩干机,用甩干机将粘在燃烧换热器表面多余的粘液甩掉,保留液粘涂层;
23.步骤5,固化,送入烘干机将液粘涂层烘干,燃烧换热器烘干经过四个温区,分别是进炉时逐渐升温的低温区、逐渐升温的中温区、恒温的高温区、逐渐降温出炉温区,温度从进炉逐渐升高,然后又降温再出炉,烘干温度包括经历常温~400℃,烘干时间为20分钟~40分钟,最终涂层固化于吸热片的表面。常温的温度为10℃~40℃,根据气候变化决定。
24.步骤6,出炉降温,通过自然降温或风扇降温,使产品温度变为常温,然后包装得出所需的成品。
25.优选技术方案的进一步:所述有机硅树脂:1.5份,铝粉浆:1份,稀释剂:3份。
26.优选技术方案的进一步:所述步骤5的涂层固化后耐高温500℃以上。
27.优选技术方案的进一步:所述有机硅树脂的种类为w61
‑
51型质量或以上,耐高温500℃以上。
28.优选技术方案的进一步:所述有机硅树脂、铝粉浆、稀释剂三种原料的在常温下混合搅拌时间为:5分钟~15分钟,直到没有颗粒状为止。
29.优选技术方案的进一步:所述浸涂的时间为:5秒~8秒。
30.优选技术方案的进一步:所述甩干机的甩干工作时间为:10秒~15秒。
31.优选技术方案的进一步:所述燃烧换热器进入烘干机后包括经历低温区的室温常温~280℃、中温区的280℃~300℃、高温区的300℃~330℃、最后逐渐降温出炉温区的330℃~室温常温;
32.所述低温区的工作时间是3分钟~6分钟,中温区的工作时间是1分钟~3分钟,高温区的工作时间是15分钟~29分钟,逐渐降温出炉温区的工作时间是1分钟~2分钟;
33.优选技术方案的进一步:所述不锈钢吸热片的厚度为:0.2毫米~1毫米,固化后的铝涂层的厚度为:0.02毫米~0.1毫米,为单面的厚度。
34.优选技术方案的进一步:所述烘干机的长度30米~40米。
35.具体实施例1:
36.一种燃烧换热器的铝涂层附着固化工艺,燃烧换热器为已经成型的产品,燃烧换热器的吸热片为不锈钢制造,燃烧换热器如图2~图4所示,其的铝涂层附着固化工艺如下:
37.步骤1,喷砂,用自动传输设备将燃烧换热器送入喷砂设备,对燃烧换热器的吸热片表面喷砂处理,使吸热片的表面形成粗糙的磨砂面;
38.步骤2,配制浆料,浆料配方包括有机硅树脂、铝粉浆、稀释剂,按重量比如下:机硅树脂:1.5份,铝粉浆:1份,稀释剂:3份;选取前述份数的有机硅树脂、铝粉浆、稀释剂三种原料放入专用的搅拌槽并搅拌均匀,混合搅拌时间为:10分钟,直到没有颗粒状为止,最弱得出它们的混合液;步骤3,浸涂,将步骤1得到的燃烧换热器放入搅拌槽的混合液浸涂,燃烧换热器整体浸入在混合液里并浸涂均匀,浸涂的时间为:6秒;
39.步骤4,甩干,从搅拌槽里取出燃烧换热器并放入甩干机,用甩干机将粘在燃烧换热器表面多余的粘液甩掉,保留液粘涂层,甩干工作时间为:10秒;
40.步骤5,固化,送入烘干机将液粘涂层烘干,燃烧换热器烘干经过四个温区,分别是进炉时逐渐升温的低温区、逐渐升温的中温区、恒温的高温区、逐渐降温出炉温区,温度从进炉逐渐升高,然后又降温再出炉,烘干温度包括经历常温~300℃,烘干时间为30分钟,最终涂层固化于吸热片的表面;
41.所述燃烧换热器进入烘干机后包括经历低温区的室温常温~280℃、中温区的280℃~300℃、高温区的300℃、最后逐渐降温出炉温区的300℃~室温常温;
42.所述低温区的工作时间是4分钟,中温区的工作时间是2分钟,高温区的工作时间是22分钟,逐渐降温出炉温区的工作时间是2分钟;
43.四个温区的曲线图如图1所示;
44.步骤6,出炉降温,通过自然降温或风扇降温,使产品温度变为常温,然后包装得出所需的成品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。