本实用新型属于锅炉设备制造技术领域,具体涉及一种带热旋压水压封头的锅炉集箱接管。
背景技术:
锅炉设备是将水加热变成高温高压蒸汽的设备,集箱作为锅炉设备中的关键部件,其结构形式为在大口径管道上焊接敞口的小口径的接管,集箱接管在锅炉安装现场与受热面管子进行焊接。集箱在制造厂内加工完成后需进行水压试验检验产品的可靠性。水压试验时需对所有集箱接管进行封堵,一般集箱上的接管有几十个至上百个,多的甚至有上千个。现有的封堵方法为在集箱接管上焊接圆形的堵板。该方法首先必须在集箱接管内壁加工一个台阶放入圆钢板,然后采用焊接的方法将圆钢与接管沿管壁一周完全封焊,水压试验结束后切除封堵端。采用该方法要对接管内壁加工台阶,而且需要采购与小口径接管同等级材质的圆钢板,由于要整圈封焊,焊接工作量大;同时因为封堵的圆钢板为临时装配件,工人焊接时较为随意,导致在进行水压试验时经常出现泄漏现象,严重影响生产效率;再者切除的封堵端圆钢板已经与管壁熔融在一起,不能重复利用。
技术实现要素:
为了解决上述现有技术中存在的缺陷,本实用新型的目的在于提供一种带热旋压水压封头的锅炉集箱接管,提高了集箱的生产效率,降低了成本。
本实用新型通过以下技术方案来实现:
本实用新型公开了一种带热旋压水压封头的锅炉集箱接管,包括接管本体,接管本体的一端热旋压成型有水压封头,另一端设有焊接坡口;水压封头上留有热旋压工艺孔;
水压试验时,接管本体与集箱本体焊接固定,热旋压工艺孔封堵。
优选地,水压封头为半球体。
优选地,水压封头的轴向长度为接管本体的50%。
优选地,水压封头的厚度>接管本体壁厚的90%。
优选地,热旋压工艺孔的圆心位于接管本体的轴线上。
优选地,热旋压工艺孔的直径为3~8mm。
优选地,接管本体与水压封头连接处设有指示标识。
与现有技术相比,本实用新型具有以下有益的技术效果:
本实用新型公开的一种带热旋压水压封头的锅炉集箱接管,接管本体的一端为热旋压成型的一体式水压封头,避免了加工堵板焊接坡口、加工堵板、封焊堵板等繁琐的工序,避免了额外加工堵板的原材料浪费。与接管本体一体式的水压封头,牢固可靠,避免了水压试验泄露的问题。热旋压成型工艺遗留的工艺孔,只需利用电弧焊等方法封堵后其强度就能满足目前所有超超临界机组锅炉集箱水压试验要求,试验后只需割除水压封头即可,节省了大量的人力物力,提高了生产效率,显著降低了企业的成本。
进一步地,水压封头为半球体,热旋压成型简单,且水压试验时受力均匀,安全性和可靠性好。
进一步地,水压封头的厚度>接管本体壁厚的90%,避免出现过度薄弱的部位,影响强度。
进一步地,热旋压工艺孔的圆心位于接管本体的轴线上,工艺易控制,且孔内的形状规则,便于进行焊接封堵。
进一步地,热旋压工艺孔的直径为3~8mm,一方面工艺容易控制,另一方面便于进行焊接封堵。
进一步地,接管本体与水压封头连接处设有指示标识,便于在水压试验后进行割除,避免伤及接管本体,同时提高施工效率。
附图说明
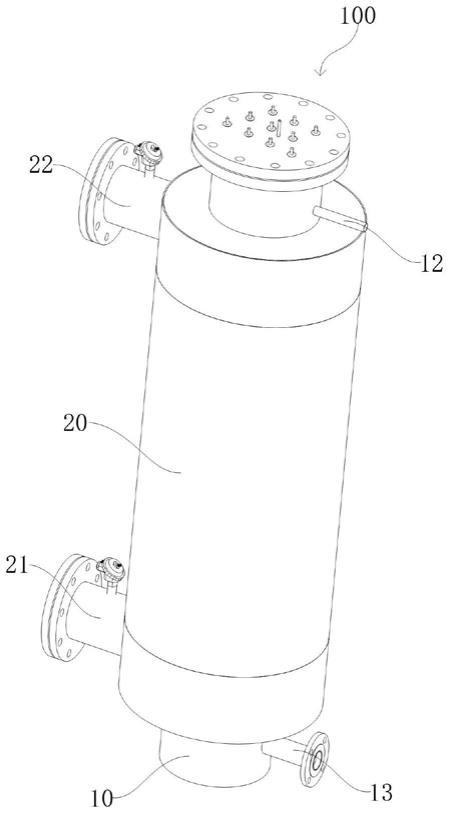
图1为本实用新型的带热旋压水压封头的锅炉集箱接管的整体结构示意图。
图中:1-接管本体,2-集箱本体,3-水压封头,4-热旋压工艺孔。
具体实施方式
下面结合附图和具体实施例对本实用新型做进一步详细描述,其内容是对本实用新型的解释而不是限定:
如图1,本实用新型的带热旋压水压封头的锅炉集箱接管,包括接管本体1,接管本体1的一端热旋压成型有水压封头3,水压封头3为半球体,水压封头3的轴向长度为接管本体1的50%,水压封头3的厚度>接管本体1壁厚的90%。水压封头3上留有热旋压工艺孔4,热旋压工艺孔4的圆心位于接管本体1的轴线上,热旋压工艺孔4的直径为3~8mm。水压试验时,热旋压工艺孔4采用电弧焊焊接封堵,电弧封焊使用与接管本体1材质相同的焊材。
接管本体1的另一端设有焊接坡口。接管本体1与水压封头3连接处设有指示标识,便于水压试验后进行切除。
上述带热旋压水压封头的锅炉集箱接管的加工方法,包括以下步骤:
1)加工接管本体1,接管本体1的一端预留用于加工水压封头3的长度,一般为60~80mm;
2)对接管本体1的预留部分采用高频电磁加热至950~1050℃后进行旋转挤压,成型后的水压封头3留有热旋压工艺孔4;水压封头3成型后可以对接管本体1进行弯管,以满足不同角度的需求;
3)在接管本体1另一端加工用于与集箱本体2连接的焊接坡口。
在本实用新型的一个实施例中,接管本体1的尺寸根据设计参数进行计算,接管本体1与设计值相比,留有70mm长度余量,接管本体1的材质为12cr1movg,规格:ф42×8.5mm。
步骤1:接管本体1一端采用高频电磁加热到950~1050℃后旋转挤压形成水压封头3,成型后的水压封头3留有热旋压工艺孔4,小孔直径4mm,热旋压工艺孔4位于接管本体1的中心轴线上;
步骤2:接管本体1另一端按照图纸要求机加工坡口,集箱本体2按照图纸钻孔。接管本体1与集箱本体2钻孔采用全熔透焊接,焊接后水压封头3端头的热旋压工艺孔4采用电弧焊焊接封堵。
需要说明的是,以上所述仅为本实用新型实施方式的一部分,根据本实用新型所描述的系统所做的等效变化,均包括在本实用新型的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实例做类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均属于本实用新型的保护范围。
技术特征:
1.一种带热旋压水压封头的锅炉集箱接管,其特征在于,包括接管本体(1),接管本体(1)的一端热旋压成型有水压封头(3),另一端设有焊接坡口;水压封头(3)上留有热旋压工艺孔(4);
水压试验时,接管本体(1)与集箱本体(2)焊接固定,热旋压工艺孔(4)封堵。
2.根据权利要求1所述的带热旋压水压封头的锅炉集箱接管,其特征在于,水压封头(3)为半球体。
3.根据权利要求1所述的带热旋压水压封头的锅炉集箱接管,其特征在于,水压封头(3)的轴向长度为接管本体(1)的50%。
4.根据权利要求1所述的带热旋压水压封头的锅炉集箱接管,其特征在于,水压封头(3)的厚度>接管本体(1)壁厚的90%。
5.根据权利要求1所述的带热旋压水压封头的锅炉集箱接管,其特征在于,热旋压工艺孔(4)的圆心位于接管本体(1)的轴线上。
6.根据权利要求1所述的带热旋压水压封头的锅炉集箱接管,其特征在于,热旋压工艺孔(4)的直径为3~8mm。
7.根据权利要求1所述的带热旋压水压封头的锅炉集箱接管,其特征在于,接管本体(1)与水压封头(3)连接处设有指示标识。
技术总结
本实用新型公开的一种带热旋压水压封头的锅炉集箱接管,属于锅炉设备制造技术领域。包括接管本体,接管本体的一端热旋压成型有水压封头,另一端设有焊接坡口;水压封头上留有热旋压工艺孔;水压试验时,接管本体与集箱本体焊接固定,热旋压工艺孔封堵。避免了加工堵板焊接坡口、加工堵板、封焊堵板等繁琐的工序,避免了额外加工堵板的原材料浪费。与接管本体一体式的水压封头,牢固可靠,避免了水压试验泄露的问题。热旋压成型工艺遗留的工艺孔,只需利用电弧焊等方法封堵后其强度就能满足目前所有超超临界机组锅炉集箱水压试验要求,试验后只需割除水压封头即可,节省了大量的人力物力,提高了生产效率,显著降低了企业的成本。
技术研发人员:刘响亮;任宁博;石伟栋;胡新元;郭通;刘朝;张捷;曹剑峰
受保护的技术使用者:西安热工研究院有限公司;华能秦煤瑞金发电有限责任公司
技术研发日:2020.11.09
技术公布日:2021.07.13
本文用于企业家、创业者技术爱好者查询,结果仅供参考。