1.本公开涉及船舶设计制造领域,尤其涉及一种单元快速组装式的内河电动游览船。
背景技术:
2.目前常规的船舶建造是在造船厂整体建造完成,通过水路航行到使用水域的。对于没用水路与造船厂通连航行的湖泊和水库用船,当船舶尺度超过公路运输限制条件时,只能在湖泊和水库边就地平整场地搭建临时工地进行建造。按照传统的船舶设计建造方法,在工地上存在船舶建造必需的打磨、焊接、涂漆等污染环境的情况,同时由于临时工地的制造设备和建造人员有限,造成生产效率低下,经济性差。随着环保意识的进步和环保法规严格执法,许多湖泊和水库区已不允许搭建临时工地,无法按传统方法就地建造船舶。另外,内河小型船舶对重量重心很敏感,对其控制要求高,设计难度大。绝大部分设计建造单位对重量重心无法做到精准预估。目前的船舶设计完成时,重量重心都是固化的,当实船建造与设计估算的重量重心不一致且必须调整时,只能采取增加额外的压载来调整。
技术实现要素:
3.本公开的目的在于提供一种单元快速组装式的内河电动游览船,独立部分,尺寸减小了,可以各自运输。
4.为实现上述目的,本公开提供如下技术方案:一种单元快速组装式的内河电动游览船,包括主船体、驾驶室单元、电控室单元、卫生间单元、动力电池集成单元和顶棚造型单元,
5.所述驾驶室单元位于所述主船体首部,所述动力电池集成单元位于所述主船体中部,所述电控室单元和所述卫生间单元设置于所述主船体尾部中轴线两侧;
6.所述驾驶室单元、所述电控室单元、所述卫生间单元均由四围壁、顶板和底板构成,所述底板通过锁扣快接固定在所述主船体甲板上;所述动力电池集成单元固定安装在所述主船体内部;
7.所述顶棚造型单元固定设置于所述主船体上方,所述顶棚造型单元的造型边板与所述主船体的舷边通过螺栓固定连接。
8.所述底板设有集装箱固定脚,所述主船体甲板上设有集装箱锁扣,所述主船体甲板集装箱锁扣与所述底板集装箱固定脚通过快速锁固方式连接。
9.所述驾驶室单元、所述电控室单元、所述卫生间单元的顶部与所述顶棚造型单元通过螺栓连接。
10.所述主船体内部设有电池舱,所述电池舱底部设有集装箱锁扣,所述动力电池集成单元底部设有集装箱固定脚,所述电池舱底部集装箱锁扣与所述动力电池集成单元底部集装箱固定脚固定连接。
11.所述顶棚造型单元与所述驾驶室单元、所述电控室单元、所述卫生间单元之间的
空隙采用装修板封闭。
12.所述顶棚造型单元的边板开口采用粘贴幕墙玻璃封闭。
13.所述底板集装箱固定脚数量为1
‑
10组。
14.所述主船体甲板上集装箱锁扣的数量为1
‑
10组。
15.所述底板设有集装箱紧固扭锁,所述主船体甲板上设有集装箱扭锁孔,所述主船体甲板集装箱扭锁孔与所述底板集装箱紧固扭锁通过快速锁固方式连接。
16.所述电池舱底部集装箱锁扣的数量为1
‑
10组。
17.与现有技术相比,本公开的有益效果如下:
18.现有的船舶设计建造技术方案是主船体和上建外围壁焊接在一起,上建内部通过横、纵舱壁的与主船体甲板和上建外围壁焊接分隔成驾驶室、游客舱、卫生间、电控室等,然后进行涂漆,并在主船体和上建舱室已焊接基座上安装推进器、电控箱、动力电池、驾控台等设备,最后进行设备调试试验交船。船舶在造船厂整体建造后,若整体船舶尺度超过公路运输的限制条件,难以交到内湖和库区使用。在内湖和库区就地临时分段组装建造,焊接、除锈打磨和油漆将对受保护的水体造成污染,不被允许,即使某些允许就地建造的湖泊和库区,也因临时场地的制造设备和人员的限制,造成效率低下,临时场地的额外建设投入也造成经济损失。船体结构的重心和设备的重心位置在设计时都是固定的,建造后难以移动。
19.相比之下,本公开的有益效果有:
20.1.解决公路运输限制:整船分为主船体、驾驶室、电控室、卫生间、顶棚造型单元各个独立部分,尺寸减小了,可以各自运输,通过大部分公路上限高限宽。
21.2.建造效率提高:所有的单元可以在设备人员条件充备的造船厂内完整制造,全部预涂油漆,各单元内的设备安装好,无疑比设备人员受限的临时工地效率高。由于电控室、动力电池集成单元、驾驶室的设备都已经安装完整,可以在造船厂内预先对这些电动船最主要的设备进行联调,发现问题可以得到快速处理。
22.3.降低建造成本费用:在船舶使用水域,不再需要建设临时工地,派出的人员也很少。不需要派出焊接工、打磨工、油漆工。只需借用当地的吊机将各单元吊装组合就位,安排电气人员进行电气接线。人工场地费用大大降低。
23.4.方便调整重心位置。本方案中驾驶室单元位于船的首部,动力电池集成单元位于船的中部,电控室和卫生间单元一左一右位于船的尾部。调节任何一个单元的锁扣位置,就可实现整船重心移动。
附图说明
24.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
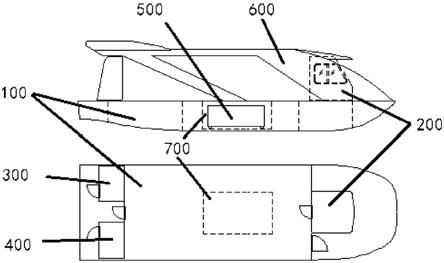
25.图1为本公开一种单元快速组装式的内河电动游览船的总装结构示意图。
26.图2为本公开一种单元快速组装式的内河电动游览船的部件结构示意图。
27.图3为本公开集装箱紧固扭锁示意图。
28.图中:底板集装箱固定脚
‑
10,主船体
‑
100,驾驶室单元
‑
200,电控室单元
‑
300,卫生间单元
‑
400,动力电池集成单元
‑
500,动力电池集成单元底部集装箱固定脚
‑
501,顶棚造
型单元
‑
600,电池舱
‑
700,集装箱紧固扭锁
‑
800,锁舌
‑
801,操作杆
‑
802。
具体实施方式
29.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
30.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开。
31.请参阅图1
‑
3,本公开提供一种技术方案:
32.实施例一
33.一种单元快速组装式的内河电动游览船,包括主船体100、驾驶室单元200、电控室单元300、卫生间单元400、动力电池集成单元500和顶棚造型单元600,
34.驾驶室单元200位于主船体100首部,动力电池集成单元500位于主船体100中部,电控室单元300和卫生间单元400设置于主船体100尾部中轴线两侧;其中电控室单元300和卫生间单元400的分布位置可以左右对调。
35.驾驶室单元200、电控室单元300、卫生间单元400均由四围壁、顶板和底板构成,底板通过锁扣快接固定在主船体100甲板上。
36.锁扣快接的连接方式,选用常用的快接连接结构,实施方式之一为:底板设有集装箱固定脚10,主船体100甲板上设有集装箱锁扣,主船体100甲板集装箱锁扣与底板集装箱固定脚10通过快速锁固方式连接。
37.为方便调节重心,在甲板上预设多组快接组装配合位置,甲板上集装箱锁扣的数量1
‑
10组,底板集装箱固定脚数量为1
‑
10组,方便装配时调整安装位置。
38.动力电池集成单元500固定安装在主船体100内部。
39.主船体100内部设有电池舱700,电池舱700底部设有集装箱锁扣,动力电池集成单元500底部设有集装箱固定脚501,电池舱700底部集装箱锁扣与动力电池集成单元底部集装箱固定脚501固定连接。为方便调节重心,预设多组快接组装配合位置:设置1
‑
10组动力电池集成单元底部集装箱固定脚501,设置1
‑
10组电池舱700底部集装箱锁扣,方便装配时调整安装位置。
40.顶棚造型单元600固定设置于主船体100上方,顶棚造型单元600的造型边板与主船体100的舷边通过螺栓固定连接。
41.驾驶室单元200、电控室单元300、卫生间单元400的顶部与顶棚造型单元600通过螺栓固定连接。
42.顶棚造型单元600与驾驶室单元200、电控室单元300、卫生间单元400之间的空隙采用装修板封闭。
43.顶棚造型单元600的边板开口采用粘贴幕墙玻璃封闭。
44.主船体100、驾驶室单元200、电控室单元300、卫生间单元400、顶棚造型单元600预装完整,预装内饰、预涂油漆等。
45.锁扣快接的连接方式有很多中,常用的快接连接结构有集装箱角锁机构,常用安装的方式也是有许多。例如采用图3所示的集装箱紧固扭锁,连接示例如下:驾驶室单元
200、电控室单元300、卫生间单元400的底板设置有集装箱紧固扭锁800,集装箱紧固扭锁800的锁体与底板固定连接。主船体100甲板上设有集装箱扭锁孔。安装时,将集装箱紧固扭锁的锁舌801插入主船体100甲板上的集装箱扭锁孔,然后扭动操作杆802,锁舌801发生转动,将底板锁固在主船体100甲板上。
46.本公开建造方法,包括以下步骤:
47.步骤1:主船体100、驾驶室单元200、电控室单元300、卫生间单元400、动力电池集成单元500和顶棚造型单元600在工厂内独立进行制造,并完成内外饰安装。
48.焊接、打磨、油漆以及内外饰件安装等工作均在工厂内进行。
49.步骤2:对驾驶室单元200、电控室单元300、动力电池集成单元500进行联调测试。
50.在工厂内预先对这些电动船最主要的设备进行联调,发现问题可以得到快速处理,减少现场调试处理时间。工厂内设施完备,人员充足,能提高效率,减少故障。
51.步骤3:将主船体100、驾驶室单元200、电控室单元300、卫生间单元400、动力电池集成单元500和顶棚造型单元600运输至船的使用水域。
52.各单元体积较小,方便陆运,将个单元运输到船只的使用水域进行安装,解决了水路运输不通、水路运输难、水路运输不便、需要拖船牵引等问题。
53.步骤4:使用吊装设备,将主船体100、驾驶室单元200、电控室单元300、卫生间单元400、动力电池集成单元500和顶棚造型单元600吊装组装;调整合适的安装位置以调节船的重心;进行电气接线作业。各单元底板以及甲板上可以预设多个快速连接机构的对接位置,方便更换对接口,以调节重心。
54.通过以上步骤完成船只的建造。
55.在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
56.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
57.本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

