1.本实用新型涉及玻璃吹制领域,具体涉及玻璃制品吹制模具的自动开合装置。
背景技术:
2.在玻璃制品吹制成型的过程中,玻璃制品需要放在吹制模具里吹制成型。现有的吹制模具是包括左模和右模,在吹制过程中需要将左模和右模合拢后进行玻璃制品的制作。但是由于左模和右模在反复合拢的过程中容易对吹制模具造成磨损,久而久之会导致左模和右模合拢后形成的吹制模具发生形变,而且现有吹制模具的左模和右模合拢后需要外力对左模和右模进行支撑,才能确保左模和右模的紧密贴合。
技术实现要素:
3.本实用新型的目的在于提供一种有利于降低吹制模具磨损、同时在外力消失后也能够使吹制模具保持紧密贴合的装置。
4.为达到上述目的,本实用新型的技术方案提供玻璃制品吹制模具的自动开合装置,包括机架、支撑条以及相互贴合的两个半模,至少一个半模滑动设置于支撑条上,两个半模的一个侧壁上均设有凸块,凸块上设有盲孔,盲孔内连接有弹簧,弹簧的自由端连接有球体;两个半模的另一个侧壁上均设有凹槽,凸块上设有软质层,两个半模的侧壁贴合时,软质层受压于凸块和凹槽的底部之间,凹槽的侧壁设有能容纳球体的容纳槽。
5.本方案的技术效果是:在制作玻璃制品时,移动半模使两个半模靠拢组成吹制模具,两个半模的侧壁在贴合的过程中,凸块插入凹槽内并使软质层与凹槽的底部接触,在半模继续移动的过程中,软质层受到挤压产生形变,形变过程中产生的缓冲效果有利于缓解两个半模侧壁之间的撞击,从而有利于降低两个半模侧壁的磨损;而且凸块插入凹槽的过程中,有利于对合拢的半模进行导向,从而提高吹制模具的拼装精度;另外球体进入凹槽并移动至容纳槽处时,盲孔内的球体在弹簧的弹力下进入容纳槽内,从而使两个半模牢固地拼接呈一体,在失去压紧两个半模的外力的情况下,两个半模仍然能保持紧密贴合,避免两个半模之间产生缝隙,有利于提高玻璃制品的成型质量。
6.进一步的,其中一个半模滑动设置于支撑条上,另一个半模固定设置于机架上。本方案的技术效果是:有利于提高半模的稳定性,降低两个半模都移动情况下无法准确贴合的几率。
7.进一步的,半模的一个侧壁设有弧形槽,半模的另一个侧壁设有弧形凸起。本方案的技术效果是:一方面两个半模在贴合时弧形槽能对弧形凸起进行导向,确保两个半模准确拼合,另一方面除软质层与凹槽的底部接触后产生缓冲外,弧形凸起与弧形槽接触后也有利于降低两个半模侧壁之间的撞击力,从而降低两个半模的磨损。
8.进一步的,凹槽的侧壁与弧形槽的侧壁圆弧过渡。本方案的技术效果是:便于凸块插入凹槽内。
9.进一步的,凹槽的侧壁设有用于对球体进行导向的导向槽。本方案的技术效果是:
球体在进入凹槽的过程中即有部分球体位于导向槽内,当球体移动至容纳槽处时,便于球体快速进入容纳槽内实现两个半模的紧密贴合。
10.进一步的,其中一个半模的底部设有滑槽,支撑条位于滑槽内。本方案的技术效果是:有利于提高半模移动的稳定性。
附图说明
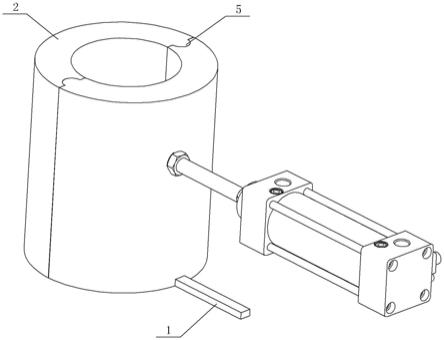
11.图1为本实用新型实施例的三维示意图;
12.图2为半模的三维示意图;
13.图3为凸块和球体的剖视图。
具体实施方式
14.下面通过具体实施方式进一步详细说明:
15.说明书附图中的附图标记包括:支撑条1、半模2、滑槽3、弧形槽4、弧形凸起5、凸块6、盲孔7、弹簧8、球体9、凹槽10、导向槽11、容纳槽12、海绵层13。
16.实施例:
17.实施例基本如附图1
‑
3所示:如图1所示的玻璃制品吹制模具的自动开合装置,包括机架、支撑条1两个半模2,支撑条1与机架焊接,两个半模2的侧壁相互贴合后形成吹制模具。
18.如图2所示,其中一个半模2的底部开有滑槽3,支撑条1位于滑槽3内,即该半模2滑动设置于支撑条1上;当然,为方便该半模2的滑动,在机架上通过螺栓安装有气缸,气缸的输出轴与该半模2的侧壁焊接或通过法兰连接,气缸可以选用亚德客型sc气缸。
19.两个半模2的一个侧壁开有弧形槽4,半模2的另一个侧壁上一体铸造成型有弧形凸起5,两个半模2的弧形凸起5上均焊接有凸块6;如图3所示,凸块6上开有盲孔7,盲孔7的底部焊接有弹簧8,弹簧8的另一端焊接有球体9。
20.如图2所示,两个半模2的弧形槽4内均开有凹槽10,凹槽10的侧壁与弧形槽4的侧壁圆弧过渡,即图2中a所示位置;凹槽10的侧壁开有用于对球体9进行导向的导向槽11,凹槽10的侧壁还开有用于容纳球体9的容纳槽12,即凸块6插入凹槽10时,导向槽11用于对球体9进行导向,球体9移动至容纳槽12处时,在弹簧8的弹力作用下,球体9弹入容纳槽12内;凸块6上粘接有软质层,本实施例中选用海绵层13,凸块6插入凹槽10后两个半模2的侧壁贴合时,海绵层13受压于凸块6和凹槽10的底部之间。
21.具体实施过程如下:
22.在制作玻璃制品时,人工移动其中一个半模2、或人工启动气缸后移动其中一个半模2使两个半模2靠拢组成吹制模具,如图1所示;两个半模2的侧壁在贴合的过程中,图2的凸块6插入另一个半模2的凹槽10内并使海绵层13与凹槽10的底部接触,在半模2继续移动的过程中,海绵层13受到挤压产生形变,形变过程中产生的缓冲效果有利于缓解两个半模2侧壁之间的撞击,从而有利于降低两个半模2侧壁的磨损。
23.凸块6插入凹槽10的过程中,有利于对合拢的半模2进行导向,从而提高吹制模具的拼装精度。另外球体9进入凹槽10的导向槽11并移动至容纳槽12处时,盲孔7内的球体9在弹簧8的弹力下进入容纳槽12内,从而使两个半模2牢固地拼接呈一体,在不需要额外施力
压紧两个半模2的情况下,两个半模2仍然能保持紧密贴合,避免两个半模2之间产生缝隙,有利于提高玻璃制品的成型质量。
24.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
技术特征:
1.玻璃制品吹制模具的自动开合装置,其特征在于:包括机架、支撑条以及相互贴合的两个半模,支撑条与机架连接,至少一个半模滑动设置于支撑条上,两个半模的一个侧壁上均设有凸块,凸块上设有盲孔,盲孔内连接有弹簧,弹簧的自由端连接有球体;两个半模的另一个侧壁上均设有凹槽,凸块上设有软质层,两个半模的侧壁贴合时,软质层受压于凸块和凹槽的底部之间,凹槽的侧壁设有能容纳球体的容纳槽。2.根据权利要求1所述的玻璃制品吹制模具的自动开合装置,其特征在于:其中一个半模滑动设置于支撑条上,另一个半模固定设置于机架上。3.根据权利要求2所述的玻璃制品吹制模具的自动开合装置,其特征在于:半模的一个侧壁设有弧形槽,半模的另一个侧壁设有弧形凸起。4.根据权利要求3所述的玻璃制品吹制模具的自动开合装置,其特征在于:凹槽的侧壁与弧形槽的侧壁圆弧过渡。5.根据权利要求4所述的玻璃制品吹制模具的自动开合装置,其特征在于:凹槽的侧壁设有用于对球体进行导向的导向槽。6.根据权利要求5所述的玻璃制品吹制模具的自动开合装置,其特征在于:其中一个半模的底部设有滑槽,支撑条位于滑槽内。
技术总结
本实用新型涉及玻璃吹制领域,具体涉及玻璃制品吹制模具的自动开合装置,包括机架、支撑条以及相互贴合的两个半模,至少一个半模滑动设置于支撑条上,两个半模的一个侧壁上均设有凸块,凸块上设有盲孔,盲孔内连接有弹簧,弹簧的自由端连接有球体;两个半模的另一个侧壁上均设有凹槽,凸块上设有软质层,两个半模的侧壁贴合时,软质层受压于凸块和凹槽的底部之间,凹槽的侧壁设有能容纳球体的容纳槽。采用本技术方案时,有利于降低吹制模具磨损、同时在外力消失后也能够使吹制模具保持紧密贴合。在外力消失后也能够使吹制模具保持紧密贴合。在外力消失后也能够使吹制模具保持紧密贴合。
技术研发人员:唐中政
受保护的技术使用者:重庆星源玻璃器皿有限责任公司
技术研发日:2021.03.29
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

