1.本发明涉及生猪养殖废物处理技术领域,特别是涉及一种有机肥生产车间设备集成控制的系统。
背景技术:
2.由于在养殖过程中会产生大量的粪便以及其它废物,如果直接排放会造成水体污染、大气污染以及其它污染等。由于其是随着规模化养殖的不断推进,对养殖产生的废水、废物进行处理后排放成为必然的选择。
3.由于养殖业的特殊性,其养殖产生废物中含有大量的对植物生长有利的物质,只需要进行一定的处理,就可以成为优质的肥料。因此,一般会为养殖场配套一定规模的有机肥生产车间。有机肥生产车间,是将接收到的粪水,进行固液分离,然后将得到的粪肥制作成有机肥料。具体的车间生产流程如下:
4.首先,在高温发酵车间,进行固液分离,得到粪肥,翻抛车接收粪肥,根据导航制定好的路线,将粪肥放置在车间内,利用排湿风机和曝气风机控制发酵环境,对粪肥进行高温的发酵;
5.待发酵完成后,打开车间之间的隔断设备,翻抛车将粪肥翻抛至另外的一个风干车间,根据导航制定好的路线放置粪肥,利用排湿风机和曝气风机控制车间环境,对粪肥进行风干;
6.待完成风干区的工作后,打开车间之间的隔断设备,翻抛车将粪肥翻抛,放置在仓储区域。
7.有机肥生产车间内,设备众多,每个设备是独立的,操作每个设备时,需要到设备所在处单独操作,需要进行手动操作。不能实现远程的控制和自动控制,效率较低,耗费人力,并且有机肥生产车间环境恶劣,工人体验感受差。
技术实现要素:
8.本发明的目的是提供了一种有机肥生产车间设备集成控制的系统,实现远程控制,提高了控制效率。
9.为解决上述技术问题,本发明实施例提供了一种有机肥生产车间设备集成控制的系统,包括与固液分离机、排湿风机、曝气风机、隔断帘、抛翻车连接的集成控制器,所述集成控制器接收所述固液分离机、所述排湿风机、所述曝气风机、所述隔断帘、所述抛翻车的状态并反馈控制指令进行状态控制。
10.其中,所述集成控制器与所述固液分离机、所述排湿风机、所述曝气风机、所述隔断帘通过网线、交换机进行有线通信。
11.其中,所述集成控制器与所述抛翻车通过lora模块、4f模块或5g模块连接。
12.其中,还包括与所述集成控制器连接的集成显示屏,用于显示所述固液分离机、所述排湿风机、所述曝气风机、所述隔断帘、所述抛翻车的工作状态或所述集成控制器发出的
控制指令。
13.其中,还包括与所述集成控制器连接的通信模块,用于向外输出所述集成控制器获得的设备状态数据或接收外部的控制指令。
14.其中,所述集成显示屏为设置在车间外的集成触控显示屏,所述集成触控显示屏用于向所述集成控制器发送控制指令,并通过所述集成控制器所述固液分离机、所述排湿风机、所述曝气风机、所述隔断帘、所述抛翻车的工作状态。
15.其中,还包括设置在所述排湿风机、所述曝气风机的温湿度传感器,所述集成控制器通过采集所述排湿风机、所述曝气风机的温湿度数据进行工作状态控制。
16.其中,还包括与所述集成控制器连接的定时状态检测器,用于定时向所述集成控制器发起状态请求指令并获取所述固液分离机、所述排湿风机、所述曝气风机、所述隔断帘、所述抛翻车的状态。
17.其中,还包括与所述定时状态检测器连接的故障报警器,用于在判定所述固液分离机、所述排湿风机、所述曝气风机、所述隔断帘、所述抛翻车的状态超出预设阈值范围后,向指定维护人员发送异常设备的工作主句并发出警报。
18.本发明实施例所提供的有机肥生产车间设备集成控制的系统,与现有技术相比,具有以下优点:
19.本发明实施例提供的有机肥生产车间设备集成控制的系统,通过采用集成控制器对生产车间的各个设备进行集中控制,并且可以对每个设备进行远程控制,不需要工人在进入车间进行设备的操作,节省了人力的成本,提高了操作的效率。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
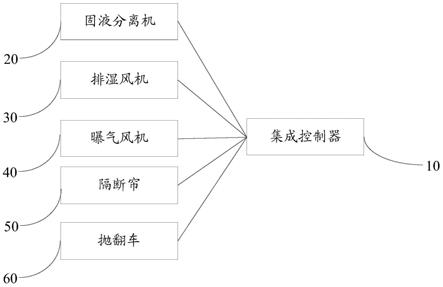
21.图1为本发明实施例提供的有机肥生产车间设备集成控制的系统的一种具体实施方式的结构示意图。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.请参考图1,图1为本发明实施例提供的有机肥生产车间设备集成控制的系统的一种具体实施方式的结构示意图。
24.在一种具体实施方式中,所述有机肥生产车间设备集成控制的系统,包括与固液分离机20、排湿风机30、曝气风机40、隔断帘50、抛翻车60连接的集成控制器10,所述集成控制器10接收所述固液分离机20、所述排湿风机30、所述曝气风机40、所述隔断帘50、所述抛翻车60的状态并反馈控制指令进行状态控制。
25.通过采用集成控制器10对生产车间的各个设备进行集中控制,并且可以对每个设备进行远程控制,不需要工人在进入车间进行设备的操作,节省了人力的成本,提高了操作的效率。
26.本发明中采用集成控制器10对车间内的所有设备进行控制,但是由于采用远程空桌子,不能直接在设备上直接进行操作,因而需要进行通信从而保证数据传输,所述集成控制器10与所述固液分离机20、所述排湿风机30、所述曝气风机40、所述隔断帘50通过网线、交换机进行有线通信。
27.采用有线通信是由于这些设备主要是在固定位置进行工作,不会发生移动,采用有线通信能够保证通信质量,保证控制效果,而且通信成本较低。
28.需要指出的是,本技术中包括但是不局限于上述的采用网线和交换机进行通信,也可以采用其它的方式进行有线通信,甚至还可以采用无线通信。
29.本发明对于其通信协议不做限定,可以使用modbus tp/ip(网络通信的一种连接方式)进行连接通信,也可以采用其它的通信协议。
30.而由于抛翻车60需要不断进行移动,但是如果采用有线通信,可能会造成通信线路发生损坏而造成通信质量无法保证,因此一般采用无线的方式进行通信,所述集成控制器10与所述抛翻车60可以通过lora模块、4f模块或5g模块接而进行通信,也可以采用其它方式如wifi进行通信。
31.相应的lora进行通信需要设置对应的lora模块,如lora电台,而4f模块或5g模块可以设置对应的基站以及通信器。
32.为了进一步提高控制效率,在一个实施例中,所述有机肥生产车间设备集成控制的系统还包括与所述集成控制器10连接的集成显示屏,用于显示所述固液分离机20、所述排湿风机30、所述曝气风机40、所述隔断帘50、所述抛翻车60的工作状态或所述集成控制器10发出的控制指令。
33.通过集成显示屏,工作人员也可以实时获得各个设备的工作状态。
34.本发明对于集成显示屏以及设置位置不做限定。
35.为了进一步提高控制效率,在一个实施例中,所述有机肥生产车间设备集成控制的系统还包括与所述集成控制器10连接的通信模块,用于向外输出所述集成控制器10获得的设备状态数据或接收外部的控制指令。
36.通过通信模块,整个生产车间的控制可以通过外部的移动客户端实现,从而可以在生产之外的地方不受限制的进行设备控制。
37.本技术对于通信模块以及其通信协议不做限定。
38.为了进一步提高控制效率,在一个实施例中,所述集成显示屏为设置在车间外的集成触控显示屏,所述集成触控显示屏用于向所述集成控制器10发送控制指令,并通过所述集成控制器10所述固液分离机20、所述排湿风机30、所述曝气风机40、所述隔断帘50、所述抛翻车60的工作状态。
39.工作人员可以通过集成触控显示屏向集成控制器10进行指令输出以及设备状态获取,从而提高了控制效率。
40.为了进一步提高控制精确度,在一个实施例中,所述有机肥生产车间设备集成控制的系统还包括设置在所述排湿风机30、所述曝气风机40的温湿度传感器,所述集成控制
器10通过采集所述排湿风机30、所述曝气风机40的温湿度数据进行工作状态控制。
41.通过设置温湿度传感器,排湿风机30可以在高于湿度阈值后开始工作,曝气风机40可以在高于湿度阈值之后停止工作,这样就能够实现自动控制,减少指令的输出,降低控制的复杂度。在集成控制上,增加对排湿风机30、曝气风机40的自动控制,可以根据车间实时的环境情况,进行自动的调节;以及根据设定的时间,进行定时的开启关闭。
42.为了进一步提高控制效率,提高对设备的监控效率,在一个实施例中,所述有机肥生产车间设备集成控制的系统还包括与所述集成控制器10连接的定时状态检测器,用于定时向所述集成控制器10发起状态请求指令并获取所述固液分离机20、所述排湿风机30、所述曝气风机40、所述隔断帘50、所述抛翻车60的状态。
43.通过定时状态检测器,可以定时获得设备的状态工作参数,从而提高对整个设备的监控效率,从而提高对设备的维护效率,保证设备的运行可靠性。
44.本技术对于定时状态检测器不做限定,可以是设置在集成控制器10,即成为集成控制器10之外的一部分,也可以成为集成控制器10的一部分,二者的功能进行整个,在集成控制器10中设置计时电路,在达到时间阈值后自动进行触发。
45.更进一步,在一实施中,所述有机肥生产车间设备集成控制的系统还包括与所述定时状态检测器连接的故障报警器,用于在判定所述固液分离机20、所述排湿风机30、所述曝气风机40、所述隔断帘50、所述抛翻车60的状态超出预设阈值范围后,向指定维护人员发送异常设备的工作主句并发出警报。
46.通过故障报警器,可以实时进行设备的故障评估,在发现故障之后,可以自动完成报警以及向指定维护人员进行参数输出,可以使得工作人员无需进行故障判定,可以实现快速、精准的设备维护,从而提高设备的维护效率。
47.本技术对于集成控制器10的结构、形状不做限定,可以是集成控制板或者其它的形式。
48.本技术中,对车间的设备进行集中控制,一个实施例中,在门口处、车间外,可以对车间内的各个设备进行控制,可以远端控制;不需要工人在进入车间进行设备的操作,节省了人力的成本,提高了操作的效率;app控制平台,可以在手机上对各个设备进行操作,即使远离车间,在办公室、出差等情况下,也可以控制车间设备;对调节车间环境的设备,排湿风机30和曝气风机40,可以进行温度、湿度,时间的自动控制,只需要在集成控制面板,设置好相关参数。集成控制板收集各个设备的状态,将各个设备状态呈现在集成控制屏幕和app上,可以及时的看到设备的状态,如果设备一旦出现故障,可以及时发现,并可以采取进行相应的处理,避免产生损失。
49.一个实施例中,集成控制屏幕,可以在屏幕上对各个设备进行控制;增加集成控制板,与有机肥生产车间的各个设备相连接,可以控制车间的各个设备;各设备中的固液分离机、排湿风机、曝气风机通过有线连接与集成控制板相连接;翻抛机设备,通过lora数传电台,与集成控制板相连接。集成控屏幕与集成控制板连接,集成控制屏幕可以下发指令至集成控制板,集成控制板可以接收到集成控制屏幕下发的指令;在集中控制台处,发出的指令,传给集成控制板,集成控制板再对各个设备进行控制。通过手机app下发控制指令,集成控制板接收app下发的指令,根据收到的指令,控制各个车间的设备。
50.车间的各设备固液分离、排湿风机、曝气风机通过有线和交换机,将各自状态传给
集成控制板;翻抛机通过lora电台将自身状态传给集成控制板;集成控制板在将收集的各个设备状态,上传至app平台。
51.本技术中采用集成控制,将各个车间的设备控制,进行集成,通过嵌入式控制板,对各个设备连接、控制;集成控制板获取各个设备的状态;对车间的环境的自动调节,对温湿度、时间进行自动控制。设置集成控制屏幕,显示各个设备状态,并下发各个设备的控制指令;集成控制板将获取到的各个设备状态上传至app控制平台,app控制平台显示各个设备状态;集成控制板将获取到的各个设备状态上发至集成控制屏幕,屏幕显示各个设备状态。
52.综上所述,本发明实施例提供的有机肥生产车间设备集成控制的系统,通过采用集成控制器对生产车间的各个设备进行集中控制,并且可以对每个设备进行远程控制,不需要工人在进入车间进行设备的操作,节省了人力的成本,提高了操作的效率。
53.以上对本发明所提供的有机肥生产车间设备集成控制的系统进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

