1.本实用新型涉及装夹设备,具体是一种防旋转锁紧式轴承快速安装夹具。
背景技术:
2.液压缸:将液压能转变为直线运动机械功的一种能量转换的液压执行元件。
3.关节轴承:一种球面滑动轴承,其滑动接触面是一个内球面和一个外球面,运动时可以在任意角度旋转摆动,具有载荷大、抗冲击、耐磨损、自调心等特点。
4.超大型矿用挖掘机液压缸全伸出状态下,最大安装距普遍大于6m,销轴孔与液压缸轴线垂直度偏差容易造成活塞杆端部的疲劳破坏,因此销轴孔普遍为关节轴承连接方式,以此弥补制造过程中销轴孔的垂直度偏差。关节轴承分为内外圈两部分,内圈为外球面、外圈为内球面,由于其加工工艺造成安装时存在球铰卡滞问题,影响安装效率甚至安装时报废,同时造成使用寿命缩短。
5.中国专利公开了一种关节轴承的新型安装装置(cn203680220u),包括支撑轴承安装外壳的支撑底板,支撑底板上设有垂直于支撑底板并穿过轴承安装外壳及关节轴承的轴杆,轴杆上穿装有压靠在关节轴承一端面上的压盖以及穿装有固定顶板,压盖端面上设有压靠在关节轴承外圈端面的外凸台和伸入关节轴承内圈内并贴靠在关节轴承内圈内壁的内凸台,压盖和固定顶板之间设有能够挤压压盖将关节轴承压入轴承安装外壳内的挤压动力装置。该实用新型结构简单,能够简单、快速、准确的将关节轴承安装在轴承安装外壳内,能够实现规模生产。
6.上述现有技术存在的问题是:
7.该结构仅通过一端压盖对关节轴承施加外力进行压装,无法实现关节轴承内外圈锁紧、防旋转功能,在压装过程中由于外圈受力不均,导致外圈错位、内圈卡死。
技术实现要素:
8.为解决上述技术问题,本实用新型提供一种防旋转锁紧式轴承快速安装夹具。
9.本实用新型通过以下技术方案实现:一种防旋转锁紧式轴承快速安装夹具,包括限位轴和定位套;所述定位套安装在关节轴承下侧,定位套与关节轴承内圈、外圈的下端面接触;所述限位轴上端具有向外延伸的边沿,限位轴下端套装在关节轴承内圈中,限位轴上端边沿与关节轴承内圈、外圈的上端面接触;所述定位套、限位轴通过锁紧螺栓、锁紧螺母拉结固定。
10.其进一步是:所述定位套周边具有向上凸起的凸台,定位套凸台抵在关节轴承外圈的下端面。
11.所述定位套上表面中部开设有定位槽,所述限位轴下端配合嵌入定位套中部的定位槽内。
12.所述限位轴边沿具有向下凸起的凸台,限位轴凸台抵在关节轴承外圈的上端面。
13.所述限位轴、定位套轴心开设有相对的通孔,锁紧螺栓穿设在限位轴、定位套轴心
通孔中。
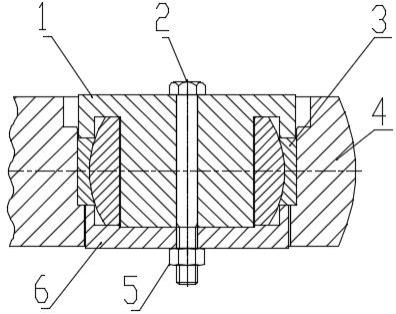
14.与现有技术相比,本实用新型的有益效果是:锁紧螺栓、锁紧螺母拧紧后,限位轴、定位套分别贴紧关节轴承内外圈端面,实现关节轴承内外圈锁紧,避免内外圈转动,关节轴承与夹具一体安装入液压缸铰接孔,避免在压装过程中由于外圈受力不均导致外圈错位、内圈卡死,避免了大型对开分体式关节轴承安装时出现的错位、卡滞问题,安装有效性100%。
附图说明
15.图1是本实用新型结构示意图;
16.图中:1、限位轴;2、锁紧螺栓;3、关节轴承;4、液压缸;5、锁紧螺母;6、定位套。
具体实施方式
17.以下是本实用新型的一个具体实施例,现结合附图对本实用新型做进一步说明。
18.结合图1所示,一种防旋转锁紧式轴承快速安装夹具,包括限位轴1、定位套6、锁紧螺栓2、锁紧螺母5。限位轴1、定位套6轴心开设有相对的通孔,锁紧螺栓2穿设在限位轴1、定位套6轴心通孔中。定位套6、限位轴1通过锁紧螺栓2、锁紧螺母5拉结固定。
19.定位套6安装在关节轴承3下侧,定位套6周边具有向上凸起的凸台,定位套6上表面中心开设有定位凹槽。定位套6凸台抵在关节轴承3外圈的下端面,定位套6中部表面抵在关节轴承3内圈下端面。
20.限位轴1上端具有向外延伸的边沿,限位轴1边沿具有向下凸起的凸台。限位轴1下端套装在关节轴承3内圈中,限位轴1下端部配合嵌入定位套6中心的定位凹槽内。限位轴1边沿上凸台抵在关节轴承3外圈的上端面,限位轴1边沿中部抵在关节轴承3内圈的上端面。
21.工作原理:
22.限位轴1贴紧关节轴承3下端面,定位套6贴紧关节轴承3上端面,限位轴1、定位套6通过锁紧螺栓2、锁紧螺母5拉结固定,实现关节轴承3内圈、外圈锁紧,避免内圈、外圈转动;安装时,关节轴承3与夹具一体安装入液压缸4铰接孔,避免了在压装过程中由于关节轴承3外圈受力不均导致外圈错位、内圈卡死的现象。
技术特征:
1.一种防旋转锁紧式轴承快速安装夹具,其特征在于:包括限位轴(1)和定位套(6);所述定位套(6)安装在关节轴承(3)下侧,定位套(6)与关节轴承(3)内圈、外圈的下端面接触;所述限位轴(1)上端具有向外延伸的边沿,限位轴(1)下端套装在关节轴承(3)内圈中,限位轴(1)上端边沿与关节轴承(3)内圈、外圈的上端面接触;所述定位套(6)、限位轴(1)通过锁紧螺栓(2)、锁紧螺母(5)拉结固定。2.根据权利要求1所述的一种防旋转锁紧式轴承快速安装夹具,其特征在于:所述定位套(6)周边具有向上凸起的凸台,定位套(6)凸台抵在关节轴承(3)外圈的下端面。3.根据权利要求2所述的一种防旋转锁紧式轴承快速安装夹具,其特征在于:所述定位套(6)上表面中部开设有定位槽,所述限位轴(1)下端配合嵌入定位套(6)中部的定位槽内。4.根据权利要求1所述的一种防旋转锁紧式轴承快速安装夹具,其特征在于:所述限位轴(1)边沿具有向下凸起的凸台,限位轴(1)凸台抵在关节轴承(3)外圈的上端面。5.根据权利要求1所述的一种防旋转锁紧式轴承快速安装夹具,其特征在于:所述限位轴(1)、定位套(6)轴心开设有相对的通孔,锁紧螺栓(2)穿设在限位轴(1)、定位套(6)轴心通孔中。
技术总结
本实用新型公布一种防旋转锁紧式轴承快速安装夹具。包括限位轴和定位套;定位套安装在关节轴承下侧,定位套与关节轴承内圈、外圈的下端面接触;限位轴上端具有向外延伸的边沿,限位轴下端套装在关节轴承内圈中,限位轴上端边沿与关节轴承内圈、外圈的上端面接触;定位套、限位轴通过锁紧螺栓、锁紧螺母拉结固定。本实用新型中通过锁紧螺栓紧固后限位轴、定位套分别贴紧关节轴承内外圈端面,实现关节轴承内外圈锁紧,避免内外圈转动,关节轴承与夹具一体安装入液压缸铰接孔,避免在压装过程中由于外圈受力不均导致外圈错位、内圈卡死,避免了大型对开分体式关节轴承安装时出现的错位、卡滞问题,安装有效性100%。安装有效性100%。安装有效性100%。
技术研发人员:樊耀华 唐闪 火霏 王鹏飞 王艳丽 汤宝石
受保护的技术使用者:徐州徐工液压件有限公司
技术研发日:2021.03.23
技术公布日:2021/10/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。