一种针对损伤sic涂层炭/炭复合材料的修复方法
技术领域
1.本发明属于防护涂层技术领域,涉及一种针对损伤sic涂层炭/炭复合材料的修复方法,涉及一种针对损伤sic涂层炭/炭(c/c)复合材料的sio2‑
nd2o3/si
‑
sic修复体系及方法。
背景技术:
2.sic涂层c/c复合材料因具备比强度高、耐高温性能优异、抗氧化性能突出等优势,常被用作服役于极端环境的热结构部件。然而,sic涂层针对1μm附近波段激光的抗烧蚀能力较差。在激光辐照下,热累积效应会造成sic涂层的剧烈升温与烧蚀失效,若不及时进行损伤涂层修复,将造成c/c复合材料基体的氧化与力学性能的大幅衰退,引发重大事故。因此,针对损伤sic涂层的修复研究刻不容缓。
3.文献1“repair of sic coating on carbon/carbon composites by laser cladding technique,hanhui wang,hejun li,xiaohong shi,xuesong liu,jing’an kong,hang zhou,ceramics international,2020,46:19537
‑
19544.”提出了将具备精确定位、迅速成形等特征的激光熔覆技术用于sic涂层c/c复合材料的损伤修复,通过在损伤处局部制备与sic涂层具有良好物理化学相容性的si
‑
sic涂层,实现了修复区域几何尺寸与氧化防护性能两者的基本恢复。因此,选用si
‑
sic作为内涂层有助于获得与c/c复合材料基体结合良好且抗氧化性能优异的修复体系。
4.文献2“ablation behavior of graphite/sio
2 composite irradiated by high
‑
intensity continuous laser,wenzhi li,lihong gao,zhuang ma,fuchi wang,journal of the european ceramics society,2017,37:1331
‑
1338.”证实了sio2针对1μm附近波段的激光具有强烈的反射耗散作用,以此作为修复体系外涂层,能够有效减少材料对激光能量的吸收以及热量的生成与累积,使得修复区域的抗激光烧蚀能力得到充分提升,避免激光二次损伤所带来的灾难性后果。
5.文献3“design and preparation of composite coatings with increased reflectivity under high
‑
energy continuous wave laser ablation,weiye xu,lihong gao,chen ma,zhuang ma,taotao wu,alexandr a.rogachev,fuchi wang,ceramics international,2020,46:23457
‑
23462.”揭示了防护涂层的抗激光烧蚀性能随反射率的提升而显著增强的规律。考虑到稀土元素nd的掺杂能够进一步增强sio2对特定波段激光的反射能力,故以sio2‑
nd2o3为外涂层的修复体系理论上具有更理想的激光防护效果。
6.由此可见,基于激光熔覆方法,针对损伤sic涂层c/c复合材料的sio2‑
nd2o3/si
‑
sic双层修复体系的发明研究具有重要理论和实用意义。
技术实现要素:
7.要解决的技术问题
8.为了避免现有技术的不足之处,本发明提出一种针对损伤sic涂层炭/炭复合材料
的修复方法,提供了一种针对损伤sic涂层c/c复合材料的sio2‑
nd2o3/si
‑
sic修复体系及其制备方法,即采用激光熔覆技术在sic涂层损伤处分别制备si
‑
sic内涂层与sio2‑
nd2o3外涂层。其中,si
‑
sic内涂层与c/c复合材料基体及未损伤处的sic涂层间均具有良好的物理化学相容性,有利于修复后试样氧化防护性能的恢复;sio2‑
nd2o3外涂层则通过稀土元素nd的掺杂提升其针对1μm附近波段激光的反射率,增强涂层修复处的抗激光烧蚀性能,最终实现有效防护激光对sic涂层的二次损伤这一目标。
9.技术方案
10.一种针对损伤sic涂层炭/炭复合材料的修复方法,其特征在于:sic涂层损伤处设有si
‑
sic内涂层和sio2‑
nd2o3外涂层,修复步骤如下:
11.步骤1、预处理:沿破损区域表面,对sic涂层c/c复合材料的损伤处进行锉刀打磨处理,去除该区域涂层,直至裸露c/c复合材料基体;
12.步骤2、粉料制备:将质量百分含量为50
‑
70%的si粉、15
‑
30%的sic粉与5
‑
15%的c粉,球磨混合后作为内涂层粉料;
13.将质量百分含量为95
‑
100%的sio2粉与0
‑
5%的nd2o3粉,球磨混合后置入马弗炉中,在空气环境下由室温随炉升温至1573
‑
1773k,持续热处理1
‑
2h,随后将其取出空冷,得到sio2‑
nd2o3块体材料,再将其研磨成粉体后作为外涂层粉料;
14.步骤3、损伤修复:以无水乙醇作为溶剂与内涂层粉料磁力搅拌后涂刷于步骤1的预处理部位,烘干去除溶剂后,采用光纤激光器在氩气环境下实施激光熔覆,获得si
‑
sic内涂层;以无水乙醇作为溶剂与外涂层粉料磁力搅拌后涂刷于si
‑
sic内涂层表面,烘干去除溶剂后,采用co2激光器在氩气环境下实施激光熔覆,获得sio2‑
nd2o3外涂层;
15.其中,内涂层的激光熔覆参数为功率200
‑
400w,扫描速度2
‑
5mm/s,光斑直径3
‑
5mm;外涂层的激光熔覆参数为功率100
‑
200w,扫描速度10
‑
16mm/s,光斑直径6
‑
10mm。
16.所述球磨混合2
‑
4h。
17.所述磁力搅拌2
‑
4h。
18.有益效果
19.本发明提出的一种针对损伤sic涂层炭/炭复合材料的修复方法,针对损伤sic涂层炭/炭复合材料的sio2‑
nd2o3/si
‑
sic修复体系及其制备方法,基于激光熔覆技术,采用sio2‑
nd2o3/si
‑
sic双层体系对sic涂层损伤处进行局部修复。其中,si
‑
sic内涂层与c/c复合材料基体及未损伤处的sic涂层间均具有良好的物理化学相容性,有利于修复后试样氧化防护性能的恢复;sio2‑
nd2o3外涂层对1μm附近波段的激光呈现极强的反射特性,能够有效减少材料对激光能量的吸收与热量的生成,从而有效防护激光对sic涂层的二次损伤。
20.本发明具有如下效果:
21.1)采用激光熔覆技术成功实现了损伤区域的涂层修复,其工艺稳定性高、定位精准,涂层制备效率高、周期短、成本低,有望于大规模工程化应用。
22.2)如图1所示,本发明提供的sio2‑
nd2o3材料具有优异激光反射能力。相较于sio2与sic材料,其反射率提升幅度分别为8%与43.3%,证明nd元素的改性效果显著。
23.3)如图2所示,本发明提供的sio2‑
nd2o3/si
‑
sic激光防护涂层表面光滑、结构致密,未出现裂纹、孔洞等缺陷,界面无开裂情况,制备效果良好。
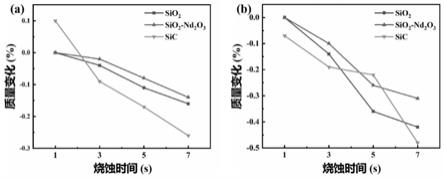
24.4)如图3所示,本发明提供的sio2‑
nd2o3/si
‑
sic修复体系具有最优抗激光烧蚀性
能。相较于未经改性的sio2/si
‑
sic涂层试样与未损伤的sic涂层试样,sio2‑
nd2o3/si
‑
sic试样在23.89mw/m2与39.81mw/m2两种热流密度下持续辐照7s的质量损失均为最小,分别是0.14%与0.31%。
附图说明
25.图1为本发明实施例1提供的sic、sio2与sio2‑
nd2o3粉末的反射率曲线。
26.图2为本发明实施例1提供的sio2‑
nd2o3/si
‑
sic激光防护涂层的(a)表面形貌图与(b)截面形貌图。
27.图3为本发明实施例1提供的(a)23.89mw/m2与(b)39.81mw/m2热流密度下的激光烧蚀质量变化曲线图。
具体实施方式
28.现结合实施例、附图对本发明作进一步描述:
29.实施例1:
30.1)预处理:沿破损区域表面,对sic涂层c/c复合材料的损伤处进行锉刀打磨处理,以去除该区域涂层,直至裸露c/c复合材料基体,将试样超声清洗并烘干备用。
31.2)粉料制备:称取质量百分含量为55%的si粉、30%的sic粉与15%的c粉,球磨混合4h后作为内涂层粉料备用;另外,称取质量百分含量为95%的sio2粉与5%的nd2o3粉,球磨混合4h后置入马弗炉中,在空气环境下由室温随炉升温至1773k,持续热处理2h,随后将其取出空冷,得到sio2‑
nd2o3块体材料,为方便后续修复使用,将其研磨成粉体后作为外涂层粉料备用。
32.3)损伤修复:以无水乙醇作为溶剂,配合内涂层粉料制得内涂层料浆,经磁力搅拌4h后涂刷于步骤1)所得试样的预处理部位,烘干去除溶剂后,采用光纤激光器在氩气环境下实施激光熔覆,获得si
‑
sic内涂层;以无水乙醇作为溶剂,配合外涂层粉料制得外涂层料浆,经磁力搅拌4h后涂刷于si
‑
sic内涂层表面,烘干去除溶剂后,采用co2激光器在氩气环境下实施激光熔覆,获得sio2‑
nd2o3外涂层。其中,内涂层的激光熔覆参数为功率300w,扫描速度2mm/s,光斑直径4mm;外涂层的激光熔覆参数为功率100w,扫描速度10mm/s,光斑直径10mm。
33.4)烧蚀考核:为测试修复后sic涂层c/c复合材料的激光防护性能,使用波长为1060
‑
1090nm的光纤激光器分别对修复体系涂层与未损伤的sic涂层进行激光烧蚀考核并加以对比。选用两种激光热流密度,即23.89mw/m2与39.81mw/m2,进行辐照时长为1、3、5、7s的烧蚀,计算每次烧蚀的失重百分比。
34.实施例2:
35.1)预处理:沿破损区域表面,对sic涂层c/c复合材料的损伤处进行锉刀打磨处理,以去除该区域涂层,直至裸露c/c复合材料基体,将试样超声清洗并烘干备用。
36.2)粉料制备:称取质量百分含量为55%的si粉、30%的sic粉与15%的c粉,球磨混合4h后作为内涂层粉料备用;另外,称取质量百分含量为95%的sio2粉与5%的nd2o3粉,球磨混合4h后置入马弗炉中,在空气环境下由室温随炉升温至1773k,持续热处理2h,随后将其取出空冷,得到sio2‑
nd2o3块体材料,为方便后续修复使用,将其研磨成粉体后作为外涂
层粉料备用。
37.3)损伤修复:以无水乙醇作为溶剂,配合内涂层粉料制得内涂层料浆,经磁力搅拌4h后涂刷于步骤1)所得试样的预处理部位,烘干去除溶剂后,采用光纤激光器在氩气环境下实施激光熔覆,获得si
‑
sic内涂层;以无水乙醇作为溶剂,配合外涂层粉料制得外涂层料浆,经磁力搅拌4h后涂刷于si
‑
sic内涂层表面,烘干去除溶剂后,采用co2激光器在氩气环境下实施激光熔覆,获得sio2‑
nd2o3外涂层。其中,内涂层的激光熔覆参数为功率400w,扫描速度4mm/s,光斑直径4mm;外涂层的激光熔覆参数为功率200w,扫描速度15mm/s,光斑直径10mm。
38.4)烧蚀考核:为测试修复后sic涂层c/c复合材料的激光防护性能,使用波长为1060
‑
1090nm的光纤激光器分别对修复体系涂层与未损伤的sic涂层进行激光烧蚀考核并加以对比。选用两种激光热流密度,即23.89mw/m2与39.81mw/m2,进行辐照时长为1、3、5、7s的烧蚀,计算每次烧蚀的失重百分比。
39.实施例3:
40.1)预处理:沿破损区域表面,对sic涂层c/c复合材料的损伤处进行锉刀打磨处理,以去除该区域涂层,直至裸露c/c复合材料基体,将试样超声清洗并烘干备用。
41.粉料制备:称取质量百分含量为55%的si粉、30%的sic粉与15%的c粉,球磨混合4h后作为内涂层粉料备用;另外,称取质量百分含量为95%的sio2粉与5%的nd2o3粉,球磨混合4h后置入马弗炉中,在空气环境下由室温随炉升温至1773k,持续热处理2h,随后将其取出空冷,得到sio2‑
nd2o3块体材料,为方便后续修复使用,将其研磨成粉体后作为外涂层粉料备用。
42.3)损伤修复:以无水乙醇作为溶剂,配合内涂层粉料制得内涂层料浆,经磁力搅拌4h后涂刷于步骤1)所得试样的预处理部位,烘干去除溶剂后,采用光纤激光器在氩气环境下实施激光熔覆,获得si
‑
sic内涂层;以无水乙醇作为溶剂,配合外涂层粉料制得外涂层料浆,经磁力搅拌4h后涂刷于si
‑
sic内涂层表面,烘干去除溶剂后,采用co2激光器在氩气环境下实施激光熔覆,获得sio2‑
nd2o3外涂层。其中,内涂层的激光熔覆参数为功率350w,扫描速度3mm/s,光斑直径4mm;外涂层的激光熔覆参数为功率150w,扫描速度13mm/s,光斑直径10mm。
43.4)烧蚀考核:为测试修复后sic涂层c/c复合材料的激光防护性能,使用波长为1060
‑
1090nm的光纤激光器分别对修复体系涂层与未损伤的sic涂层进行激光烧蚀考核并加以对比。选用两种激光热流密度,即23.89mw/m2与39.81mw/m2,进行辐照时长为1、3、5、7s的烧蚀,计算每次烧蚀的失重百分比。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

