1.本技术涉及永磁片加工的领域,尤其是涉及一种磨床及运用该磨床的永磁体加工工艺。
背景技术:
2.永磁体是指在开路状态下能长期保留较高剩磁的磁体;永磁块加工成永磁片需要将永磁块进行切片后并进行打磨。
3.现有的授权公告号为cn103753361b的中国发明专利公开了一种双端面成型磨床,包括工作台,所述的工作台上沿进料方向依次设置有送料机构和两个结构相同的磨削装置,即第一磨削装置和第二磨削装置,通过第一磨削装置和第二磨削装置,对切片后的磁体进行打磨,降低切片后的磁体表面的毛边对永磁片体使用的影响。
4.针对上述中的相关技术,发明人认为现有永磁片通过切片设备将永磁块进行切片,之后将切片后的永磁片送入磨床内进行打磨,期间需要对切片后的永磁片进行转运,而未经打磨的永磁片表面存在毛刺,在转运过程中容易刺伤转运人员的手,从而造成安全事故。
技术实现要素:
5.为了降低安全事故发生的概率,本技术提供一种磨床。
6.本技术提供的一种磨床:一种磨床,包括台体,所述台体上安装有磨削装置,物料从台体长度方向一端进料,所述磨削装置进料一端设置有切片装置,所述切片装置包括夹持组件、切割组件和输送组件,所述输送组件包括抵接台、推动件和推板,所述抵接台固设在磨削装置进料一端,所述推动件安装在抵接台上,所述推板安装在推动件上,推动件驱动推板朝向靠近或远离切片装置滑移。
7.通过采用上述技术方案,夹持组件对永磁块进行夹持,并通过切割组件对永磁块进行切片,在切片完成后采用输送组件将切片后的永磁片送入磨削装置对永磁片进行打磨,切片后的永磁片通过输送组件送入磨削装置,期间无需人工输送,降低安全事故发生的概率。
8.可选的,磨削装置包括第一安装架、第一电机、第一砂轮、第二安装架、第二安装架、第二电机和第二砂轮,所述第一安装架安装在台体上,第一安装架长度方向一端与抵接台相连,所述第一电机安装在第一安装架远离抵接台一端,所述第一砂轮安装在第一电机上,所述第二安装架于第一砂轮背离第一电机一侧安装在台体上,所述第二电机安装在第二安装架朝向抵接台一端,所述第二砂轮安装在第二电机上,第二砂轮背离第二电机一侧朝向第一安装架设置。
9.通过采用上述技术方案,通过第一砂轮和第二砂轮对永磁片的两侧均进行打磨,提升打磨的效率。
10.可选的,第一安装架上传动设置有第一输送带,所述第一输送带设置于第二砂轮背离第二电机一侧,所述第二安装架上传动设置有第二输送带,所述第二输送带设置于第一砂轮背离第一电机一侧。
11.通过采用上述技术方案,第一输送带和第二输送带的设置方便永磁片的输送。
12.可选的,台体与第一安装架和第二安装架之间均设置有调节组件,所述调节组件包括调节座、调节块和驱动件,所述调节座固设在台体上,所述调节块固设在第一安装架或第二安装架上,调节座上沿台体宽度方向开设有调节槽,所述调节块滑移设置于调节槽内,所述驱动件安装在调节座上,驱动件驱动调节块滑移。
13.通过采用上述技术方案,调节组件能够调节第一安装架和第二安装架之间的间隙大小,通过调节第一安装架和第二安装架之间的间隙大小来适用不同厚度的永磁片。
14.可选的,夹持组件包括夹持气缸、放置台和夹持板,所述夹持气缸安装在台体上,所述放置台滑移设置在夹持气缸上,放置台沿台体宽度方向滑移,所述夹持板有两块,两块所述夹持板分别于台体长度方向两端滑移设置在台体上。
15.通过采用上述技术方案,放置台配合夹持板对永磁块进行夹持,夹持气缸在永磁块切割输送后进行上料补充,提升加工速度和效率。
16.可选的,放置台上设置有加固组件,所述加固组件包括加固槽和加固螺栓,所述加固槽沿放置台长度方向开设,所述加固螺栓滑移设置于加固槽内,加固螺栓有两个,两个加固螺栓分别螺纹连接在两块夹持板上。
17.通过采用上述技术方案,加固组件的设置能够对夹持板进行加固,降低切割时的振动使夹持板松动的概率。
18.可选的,切割组件包括切割架、第一切割气缸、第二切割气缸、切割台、切割电机和切刀,所述切割架安装在台体上,所述第一切割气缸安装在切割架上,所述第二气缸安装在第一切割气缸上,所述切割台安装在第二切割气缸上,所述切割电机安装在切割台上,所述切刀安装在切割电机上,第一切割气缸驱动第二切割气缸沿台体宽度方向滑移,所述第二切割气缸驱动切割台朝向靠近或远离台体方向滑移。
19.通过采用上述技术方案,通过第一切割气缸和第二切割气缸对切割台进行调节,之后通过切割电机带动切刀转动对永磁块进行切割,提升切割效率和切割精准度。
20.一种运用该磨床的永磁体加工工艺,包括如下步骤:步骤1:切片,采用磨床上的切片装置将永磁块进行切片;步骤2:打磨,采用磨削装置将切片后的永磁片进行打磨;步骤3:漂洗,采用漂洗机对打磨后的永磁片进行漂洗;步骤4:超声波清洗,采用声波清洗机对漂洗后的永磁片进行深度清洗;步骤5:烘干箱,采用烘干箱对清洗后的永磁片进行烘干;步骤6:检测,对烘干后的永磁片进行检测,将次品排除;步骤7:粉碎再生,将排除后的次品进行粉碎,并再次生产磁体。
21.通过采用上述技术方案,通过漂洗和超声波清洗两道清洗流程将永磁片表面的杂物进行清洗,之后再烘干检测,将残次品排除,并将残次品粉碎再生重复利用节约资源。
22.综上所述,本技术包括以下至少一种有益技术效果:夹持组件对永磁块进行夹持,并通过切割组件对永磁块进行切片,在切片完成后
采用输送组件将切片后的永磁片送入磨削装置对永磁片进行打磨,切片后的永磁片通过输送组件送入磨削装置,期间无需人工输送,降低安全事故发生的概率;通过第一砂轮和第二砂轮对永磁片的两侧均进行打磨,提升打磨的效率;调节组件能够调节第一安装架和第二安装架之间的间隙大小,通过调节第一安装架和第二安装架之间的间隙大小来适用不同厚度的永磁片;通过第一切割气缸和第二切割气缸对切割台进行调节,之后通过切割电机带动切刀转动对永磁块进行切割,提升切割效率和切割精准度;通过漂洗和超声波清洗两道清洗流程将永磁片表面的杂物进行清洗,之后再烘干检测,将残次品排除,并将残次品粉碎再生重复利用节约资源。
附图说明
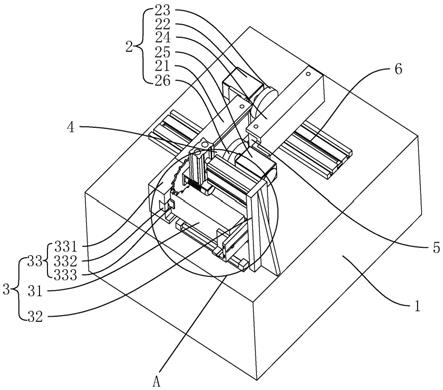
23.图1是本实施例的整体机构示意图。
24.图2是本实施例整体机构另一视角的示意图。
25.图3是图1中a部的放大视图。
26.附图标记说明:1、台体;2、磨削装置;21、第一安装架;22、第一电机;23、第一砂轮;24、第二安装架;25、第二电机;26、第二砂轮; 3、切片装置;31、夹持组件;311、夹持气缸;312、放置台;313、夹持板;32、切割组件;321、切割架;322、第一切割气缸;323、第二切割气缸;324、切割台;325、切割电机;326、切刀;33、输送组件;331、抵接台;332、推动件;333、推板;4、第一输送带;5、第二输送带;6、调节组件;61、调节座;62、调节块;63、驱动件;7、调节槽;8、加固组件;81、加固槽;82、加固螺栓。
具体实施方式
27.以下结合附图1
‑
3对本技术作进一步详细说明。
28.本技术实施例公开一种磨床,参照图1,包括长方体的台体1,台体1上安装有磨削装置2,物料从台体1长度方向一端进料,磨削装置2进料一端设置有切片装置 3,切片装置 3包括安装在台体1上的夹持组件31、安装在台体1上的切割组件32和安装在磨削装置2上的输送组件33,输送组件33包括固设在磨削装置2进料一端的抵接台331、安装在抵接台331上的推动件332和安装在推动件332上的推板333,推动件332选用无杆气缸,推板333安装在无杆气缸的滑块上,推动件332驱动推板333朝向靠近或远离切片装置 3滑移,夹持组件31对永磁块进行夹持,并通过切割组件32对永磁块进行切片,在切片完成后采用输送组件33将切片后的永磁片送入磨削装置2对永磁片进行打磨,切片后的永磁片通过输送组件33送入磨削装置2,期间无需人工输送,降低安全事故发生的概率。
29.参照图1和图2,磨削装置2包括安装在台体1上的第一安装架21,第一安装架21为长方体架体,第一安装架21长度方向一端与抵接台331相连,第一安装架21远离抵接台331一端安装有第一电机22,第一电机22的转轴上安装有第一砂轮23,台体1于第一砂轮23背离第一电机22一侧安装有第二安装架24,第二安装架24为长方体架体,第二安装架24朝向抵接台331一端安装有第二电机25,第二电机25的转轴上安装有第二砂轮26,第二砂轮26背离第二电机25一侧朝向第一安装架21设置;第一安装架21上传动设置有第一输送带4,第一输送带4通过传动辊安装在第一安装架21上,采用电机驱动其中一根传动辊实现第一输送带4
的传动,第一输送带4设置于第二砂轮26背离第二电机25一侧,第二安装架24上传动设置有第二输送带5,第二输送带5通过传动辊安装在第二安装架24上,采用电机驱动其中一根传动辊实现第二输送带5的传动,第二输送带5设置于第一砂轮23背离第一电机22一侧,第一输送带4和第二输送带5均朝向远离磨削装置2进料一端输送,输送组件33将切片后的永磁片送入第一输送带4,第一输送带4对永磁片进行输送,同时第二砂轮26对永磁片一侧进行打磨,打磨完成后永磁片继续输送,输送至第二输送带5处,第二输送带5继续输送永磁片,同时第一砂轮23对永磁片另一侧进行打磨永磁片继续输送,打磨完成后第二输送带5输送永磁片脱离磨削装置2完成整个打磨过程;台体1与第一安装架21和第二安装架24之间均设置有调节组件6,调节组件6包括固设在台体1上的调节座61、固设在第一安装架21或第二安装架24上的调节块62和安装在调节座61上的驱动件63,驱动件63选用无杆气缸,调节座61上沿台体1宽度方向开设有调节槽7,调节块62滑移设置于调节槽7内,驱动件63驱动调节块62滑移,调节组件6能够调节第一安装架21和第二安装架24之间的间隙大小,通过调节第一安装架21和第二安装架24之间的间隙大小来适用不同厚度的永磁片;调节座61宽度方向两侧开设导向槽,第一安装架21和第二安装架24上均固设有与导向槽相适配的导向块,导向槽和导向块的设置能够使第一安装架21和第二安装架24之间的滑移更加流畅。
30.参照图1和图3,夹持组件31包括安装在台体1上的夹持气缸311、滑移设置在夹持气缸311上的放置台312和两块分别于台体1长度方向两端滑移设置在台体1上的夹持板313,放置台312沿台体1宽度方向滑移,放置台312配合夹持板313对永磁块进行夹持,夹持气缸311在永磁块切割输送后进行上料补充,提升加工速度和效率;放置台312上设置有加固组件8,加固组件8包括沿放置台312长度方向开设的加固槽81和滑移设置于加固槽81内的加固螺栓82,加固螺栓82有两个,两个加固螺栓82分别螺纹连接在两块夹持板313上,加固组件8的设置能够对夹持板313进行加固,降低切割时的振动使夹持板313松动的概率。
31.参照图3,切割组件32包括安装在台体1上的切割架321、安装在切割架321上的第一切割气缸322、安装在第一切割气缸322上的第二切割气缸323、安装在第二切割气缸323上的切割台324、安装在切割台324上的切割电机325和安装在切割电机325上的切刀326,第一切割气缸322驱动第二切割气缸323沿台体1宽度方向滑移,第二切割气缸323驱动切割台324朝向靠近或远离台体1方向滑移,在第二切割气缸323驱动切割台324滑移的同时切割电机325驱动切刀326转动,对永磁块进行切割,通过第一切割气缸322和第二切割气缸323对切割台324进行调节,之后通过切割电机325带动切刀326转动对永磁块进行切割,采用机械控制提升切割效率和切割精准度。
32.一种运用该磨床的永磁体加工工艺,包括如下步骤:步骤1:切片,采用磨床上的切片装置 3将永磁块进行切片;步骤2:打磨,切片完成后,将切片后的永磁片送入磨削装置2,采用磨削装置2将切片后的永磁片进行打磨;步骤3:漂洗,打磨完成后用永磁体表面会吸附碎屑,采用漂洗机对打磨后的永磁片进行漂洗,清洗永磁体表面,降低表面碎屑对永磁片使用的影响;步骤4:超声波清洗,采用声波清洗机对漂洗后的永磁片进行深度清洗,超声波清洗能够将与永磁体相互吸附的杂物及一些强粘性进行清理,进一步降低表面碎屑对永磁片使用的影响;步骤5:烘干箱,采用烘干箱对清洗后的永磁片进行烘干,降低水份对永磁片使用的影响;步骤6:检测,采用传感器对烘干后的永磁片进行尺寸厚度的检测,将尺寸和厚度不合格的次品排除;步骤7:粉碎再生,将排除后的次品送入粉碎机进行粉碎,并使用粉碎出
的原料再次生产磁体;通过漂洗和超声波清洗两道清洗流程将永磁片表面的杂物进行清洗,之后再烘干检测,将残次品排除,并将残次品粉碎再生重复利用节约资源。
33.本技术实施例的实施原理为:将永磁块通过夹持板313固定在放置台312上,之后通过夹持气缸311驱动永磁块抵接于抵接台331上,之后通过切割组件32对永磁块进行切片,之后通过推板333将切片后的永磁片输送至磨削装置2进行打磨,从而完成永磁片的切割打磨。
34.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

