1.本实用新型涉及拉延模技术领域,尤其涉及一种异形孔冷却管的拉延模。
背景技术:
2.汽车模具在使用的过程中,有一些个模具由于冲压板件厚,成形难,因此需要将板件加热后,再进行冲压过程,这样的工艺,不仅板件的回弹大、成形难,而且对模具的损害也是很大,尤其是模具的拉延筋位置;因此,许多汽车厂开始设计研究一种用于热冲压的汽车模具,即,在拉延模所对应的拉延筋位置设计一种随形的圆孔,冲压过程中,在圆孔内注入冷却液或是氮气,来降低板件的热量,然后,异形孔对于铸造来说,无法实现,同时后期会涉及到铸件的清砂过程,铸造过程困难,不便于生产,增加了生产成本。
技术实现要素:
3.根据以上技术问题,本实用新型提供一种异形孔冷却管的拉延模,其特征在于包括模型、异形钢管、芯筋、收缩块、覆盖层,所述所述模型的顶部开设有异形槽,所述异形槽的两端为笔直槽体结构,所述异形槽的中部为弧形结构,所述异形槽中通过泡沫胶水粘黏有异形钢管,所述异形钢管的壁厚在10mm以上,所述异形钢管的长度大于异形槽的长度,所述异形钢管的前后两端延伸至模型的前后两端,所述异形槽内部连接的异形钢管的表面通过泡沫胶水粘黏有覆盖层,所述覆盖层为泡沫材质,所述异形钢管的前后两端分别焊接有芯筋,所述芯筋的数量为两个,所述异形钢管的前后端面分别设置有收缩块,所述收缩块为泡沫材质,所述收缩块设置在芯筋的外侧。
4.本实用新型的有益效果为:本实用新型为了能够满足异状孔的铸造,需要先制作出与孔结构相同的异形钢管,钢管壁厚大于10mm以上,然后根据数据加工出异形钢管的外形结构,将异形钢管埋入模型中,进行铸造的工艺,生产出无缺陷、高性能的消失模冲压用凸模,具有工艺简单、产出量高的优点,在工厂的实际生产中,需要的工艺附铸品极少,方便生产、铸造难度低,降低实际生产成本;
5.本实用新型在异形钢管的两端分别焊接芯筋,该芯筋处于模型外侧,对异形钢管起到有效限位的作用,避免了异形钢管在冲型的过程中发生位移滑动,漂移的情况发生;
6.本实用新型在异形钢管的两个端面分别设置收缩块,该收缩块为泡沫材质,泡沫材质的收缩块具有吸收冲击载荷的能力,使得本申请在进行埋砂浇注时,异形钢管外表面的泡沫材质的覆盖层浇注过程变成铁水,使得异形钢管铁水的高温下发生热胀冷缩,热胀冷缩的异形钢管通过收缩块内部的气体通过滞流和压缩,使异形钢管上的能量被消耗、散逸,收缩块以较小的负加速度,逐步终止冲击载荷,且该收缩块紧密接触在异形钢管的外侧壁,能够为异形钢管提供一定的补给量,有效防止异形钢管在浇注的过程中出现热涨回弹的现象发生,收缩块的设置使得异形钢管不会发生变形,提高异形钢管的铸造精度。
附图说明
7.图1为本实用新型模型上设置有异形槽的示意图;
8.图2为本实用新型模型上设置有异形钢管的示意图;
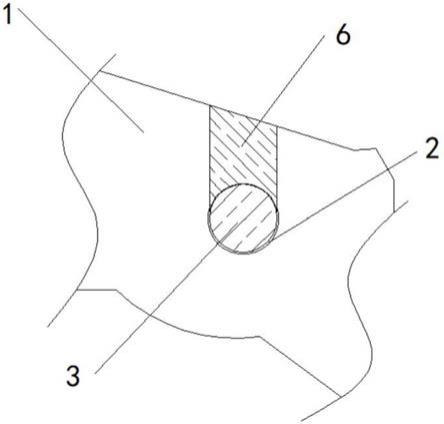
9.图3为本实用新型异形钢管的表面设置有覆盖层的示意图;
10.图4为本实用新型异形钢管与覆盖层的剖视图。
11.如图,1
‑
模型、2
‑
异形槽、3
‑
异形钢管、4
‑
芯筋、5
‑
收缩块、6
‑
覆盖层。
具体实施方式
12.实施例1
13.本实用新型提供一种异形孔冷却管的拉延模,其特征在于包括模型1、异形钢管3、芯筋4、收缩块5、覆盖层6,模型1的顶部开设有异形槽2,异形槽2的两端为笔直槽体结构,异形槽2的中部为弧形结构,异形槽2中通过泡沫胶水粘黏有异形钢管3,异形钢管3的壁厚在10mm以上,异形钢管3的长度大于异形槽2的长度,异形钢管3的前后两端延伸至模型1的前后两端,异形槽2内部连接的异形钢管3的表面通过泡沫胶水粘黏有覆盖层6,覆盖层6为泡沫材质,异形钢管3的前后两端分别焊接有芯筋4,芯筋4的数量为两个,异形钢管3的前后端面分别设置有收缩块5,收缩块5为泡沫材质,收缩块5设置在芯筋4的外侧。
14.实施例2
15.本实用新型在使用前,工作人员按照设计好的异形槽2的结构,利用外界设备制作出壁厚大于10mm以上的异形钢管3,在异形钢管3的两端分别焊接φ20mm*200mm的芯筋4,根据异形钢管3的外壁尺寸,在模型1上设置出随型的异形槽2,在异形钢管3的表面涂抹泡沫胶水,将异形钢管3放置在异形槽2的内部并通过泡沫胶与其粘黏,此时芯筋4位于模型1两侧,对异形钢管3起到有效限位的作用,避免了异形钢管3在冲型的过程中发生位移滑动,漂移的情况发生,在异形钢管3的两个端面分别设置收缩块5,最后,工作人员对本申请进行埋砂浇注工作,浇注过程中,异形钢管3外表面的泡沫材质的覆盖层6浇注过程变成铁水,使得异形钢管3铁水的高温下发生热胀冷缩,该收缩块5紧密接触在异形钢管3的外侧壁,能够为异形钢管3提供一定的补给量,有效防止异形钢管3在浇注的过程中出现热涨回弹的现象发生,收缩块5的设置使得异形钢管3不会发生变形,提高异形钢管3的铸造精度,当本申请加工完成之后,通过外界切割设备,将延伸至模型1外侧带有芯筋4、收缩块5的异形钢管3切割掉,即可实现本申请的出货。
16.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本实用新型提到的各个部件为现有领域常见技术,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种异形孔冷却管的拉延模,其特征在于包括模型、异形钢管、芯筋、收缩块、覆盖层,所述模型的顶部开设有异形槽,所述异形槽中通过泡沫胶水粘黏有异形钢管,所述异形钢管的长度大于异形槽的长度,所述异形钢管的前后两端延伸至模型的前后两端,所述异形槽内部连接的异形钢管的表面通过泡沫胶水粘黏有覆盖层,所述覆盖层为泡沫材质,所述异形钢管的前后两端分别焊接有芯筋,所述芯筋的数量为两个,所述异形钢管的前后端面分别设置有收缩块,所述收缩块为泡沫材质,所述收缩块设置在芯筋的外侧。2.按照权利要求1所述的一种异形孔冷却管的拉延模,其特征在于所述异形钢管的壁厚在10mm以上。3.按照权利要求1所述的一种异形孔冷却管的拉延模,其特征在于所述异形槽的两端为笔直槽体结构,所述异形槽的中部为弧形结构。
技术总结
本实用新型提供一种异形孔冷却管的拉延模,其特征在于包括模型、异形钢管、芯筋、收缩块、覆盖层,为了能够满足异状孔的铸造,需要先制作出与孔结构相同的异形钢管,钢管壁厚大于10mm以上,然后根据数据加工出异形钢管的外形结构,将异形钢管埋入模型中,进行铸造的工艺,生产出无缺陷、高性能的消失模冲压用凸模,具有工艺简单、产出量高的优点,在工厂的实际生产中,需要的工艺附铸品极少,方便生产、铸造难度低,降低实际生产成本;本实用新型在异形钢管的两端分别焊接芯筋,该芯筋处于模型外侧,对异形钢管起到有效限位的作用,避免了异形钢管在冲型的过程中发生位移滑动,漂移的情况发生。生。生。
技术研发人员:李燕龙
受保护的技术使用者:天津虹冈铸钢有限公司
技术研发日:2021.01.14
技术公布日:2021/10/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

