1.本发明涉及隔音材料生产技术领域,具体涉及一种真空绝热复合保温板的生产工艺、应用于该工艺的设备、采用该工艺获得的复合保温板及其应用。
背景技术:
2.真空绝热板作为一种新型的保温隔热板材,因其具有较低的导热系数,厚度较传统的发泡保温板大幅减小,因此,广泛应用于家电领域的隔热保温,但应用于建筑行业的较少,原因在于:真空绝热板的保温作用依赖于高阻隔膜内部的真空状态,一旦高阻隔膜破损漏气,不仅真空绝热板的保温作用会丧失,而且内部的纤维芯层会膨胀,导致真空绝热板的厚度大幅增加,如果此时真空绝热板的表面粉饰有腻子、石膏或涂料等材料时,那么随着真空绝热板的膨胀,墙面不可避免的会产生裂痕,导致饰面层脱落等问题。因此有必要研发一种新型的复合板材的生产工艺及设备,以适配墙面施工的应用需求。
技术实现要素:
3.本发明的目的在于提供一种真空绝热复合保温板的生产工艺,以解决上述提到的技术问题。
4.为解决上述问题,本发明提供如下技术方案:
5.一种真空绝热复合保温板的生产工艺,包括如下步骤:
6.s1.取一定量的珍珠岩、环氧树脂、防水剂及水送入搅拌机内进行混合,制得混合料;
7.s2.取一定量的混合料铺设于模腔内并借助于振动电机的振动铺平;
8.s3.在上述步骤中铺设的混合料上铺设一块真空绝热板,再取一定量的混合料铺设于模腔内并覆盖所述的真空绝热板;
9.s4.开启振动电机对模腔进行振动,振实模腔内的混合料,去除空气;
10.s5.下模上升,上模下降并对模腔内的混合料进行模压成型,获得板材坯料;
11.s6.将成型后的板材坯料放入烘房内进行烘干、硬化处理,烘干温度为100-130℃,即可获得所需产品。
12.优选的,上述真空绝热复合保温板的生产工艺,包括如下步骤:
13.s1.取一定量的珍珠岩、环氧树脂、防水剂及水送入搅拌机内进行混合,制得混合料,并按量放入位于成型设备两侧的两个料仓内;
14.s2.位于上模左侧的料仓排出一定量的混合料至该料仓下方的收料框内,接着在液压杆的作用下,收料框水平移动至下模的正上方并将其内的混合料排出并铺设于工作台上设置的模腔内,再借助于振动电机的振动铺平;
15.s3.液压杆继续伸出,并将收料框水平推至上模右侧的料仓的正下方,该料仓排出一定量的混合料至收料框内,此时设置于收料框左侧的放料机构释放真空绝热板并铺设于上述步骤中铺设的混合料上;接着收料框在液压杆的作用下向左移动至下模的正上方并将
其内的混合料排出、铺设于工作台上设置的模腔内,覆盖所述的真空绝热板;再接着,液压杆收缩并驱动收料框回到初始位置;
16.s4.开启振动电机对模腔进行振动,振实模腔内的混合料,去除空气;
17.s5.下模上升,上模下降并对模腔内的混合料进行模压成型,获得板材坯料;
18.s6.将成型后的板材坯料放入烘房内进行烘干、硬化处理,烘干温度为100-130℃,即可获得所需产品。
19.优选的,采用上述生产工艺制备的复合保温板,包括真空绝热板,所述真空绝热板外均匀地包裹固结有硬化防护壳。
20.优选的,所述真空绝热板由高阻隔膜包覆芯材抽真空塑封制得,所述芯材的材质为二氧化硅或玻璃纤维,所述高阻隔膜包括由外至内依次设置的外层膜、中层膜和内层膜,所述外层膜为尼龙或pvc材质,所述中层膜为vmpet膜、pvdc膜、pva膜、pp膜、pvc膜中的至少一种复合而成,所述内层膜为pe材质。
21.优选的,所述硬化防护壳采用珍珠岩保温板。
22.优选的,一种真空绝热复合保温板的应用,将上述真空绝热复合保温板作为保温层设置于外墙、保温箱、冰箱或冷链物流车上。
23.优选的,一种用于上述生产工艺的成型设备,包括工作台、上模板、下模板、上模以及下模,所述上模板借助于导柱与下模板连接固定,所述上模、下模分别位于工作台的上下方,所述上模滑动连接于导柱上并借助于上模板底面的下压液压缸上下移动,所述活动凹模滑动连接于导柱上并借助于下模板顶面的顶升液压缸上下移动,工作台上设有用于成型的模腔,所述下模的活动凹模滑动连接于模腔内,所述工作台上还水平滑动连接有上下开口的收料框,收料框的左侧固定有放料机构并连接有所述的液压杆,工作台上设置有驱动放料机构展开的引导台。
24.优选的,所述工作台借助于支撑柱穿过下模并与下模板连接,以获得支撑。
25.优选的,所述放料机构包括机架、两个左右对称设置的托板以及安装于机架前后侧的滑轨,所述托板借助于其两端的滑块与滑轨滑动连接,托板位于机架的下端并与其贴合,所述滑块的侧面设有延伸板,位于机架同一侧的两个延伸板借助于连杆与转动臂连接,连杆与延伸板、转动臂均为转动连接,转动臂借助于轴杆转动连接于机架上,轴杆的另一端连接有与引导块相配合的摆臂。
26.优选的,所述摆臂由金属材料制成并能够借助于其自身的重力恢复至竖直位置。
27.本发明的优点在于:
28.1.本发明通过在真空绝热板外包覆珍珠岩材质的硬化防护壳,通过刚性的硬化防护壳保护真空绝热板的高阻隔膜,可以有效防止施工过程中存在的真空绝热板破损漏气膨胀的问题,使得真空绝热板可以更好的应用于墙面保温施工操作;另一方面,由于采用了一体成型技术,避免了市场上的一些分层式的复合保温板材的连接牢固性弱的缺陷,且省去了相关的装配工序,可与传统的珍珠岩保温板的成型设备相结合,降低了制造成本。
29.2.通过加入一定量的防水剂,使得本发明制备出的复合保温板的憎水率达到了99.5%,高于gb/t10299对于膨胀珍珠岩保温板关于憎水率(≥98.0%)的物理性能要求,使其具有优良的防水性能。
30.3.相比传统的分道工序,采用本发明的工艺,简化了复合保温板的生产工艺,提高
了生产效率。
31.4.采用本发明的成型设备,收料框不仅能够实现混合料的多次下料及铺设,还能借助于其侧面设置的放料机构实现在上料的同时释放真空绝热板,无需人工或机械手进行真空绝热板的铺设;且在上模右侧进行上料时,收料框还能够将上一次成型的板材坯料推出,以便于工作人员取出,非常便捷。
附图说明
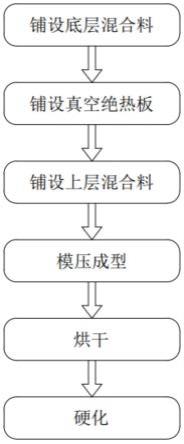
32.图1为本发明的流程图。
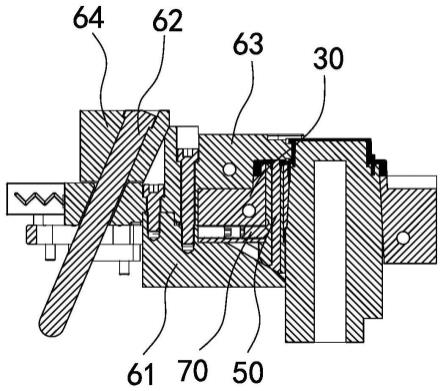
33.图2为成型设备的结构示意图。
34.图3为收料框及放料机构部分的示意图。
35.图4为图3的a处的局部放大图。
36.图5为工作台的示意图。
37.图6为成型设备的工作示意图。
38.图7为本发明制备的真空绝热复合保温板的结构示意图。
39.其中,1工作台,2上模板,3上模,4下模板,5下模,50活动凹模,6导柱,7下压液压缸,8顶升液压缸,9模腔,10支撑柱,11收料框,12放料机构,120机架,121放置区,122托板,123滑块,124滑轨,125延伸板,126转动臂,127连杆,128轴杆,129摆臂,13引导台,14液压杆。
具体实施方式
40.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
41.实施例1
42.如图1所述,一种真空绝热复合保温板的生产工艺,包括如下步骤:
43.s1.取一定量的珍珠岩、环氧树脂、防水剂及水送入搅拌机内进行混合,制得混合料;
44.s2.取一定量的混合料铺设于模腔内并借助于振动电机的振动铺平,即铺设底层混合料;
45.s3.在上述步骤中铺设的混合料上铺设一块真空绝热板,再取一定量的混合料铺设于模腔内并覆盖所述的真空绝热板,即铺设上层混合料;
46.s4.开启振动电机对模腔进行振动,振实模腔内的混合料,去除空气;
47.s5.下模上升,上模下降并对模腔内的混合料进行模压成型,获得板材坯料;
48.s6.将成型后的板材坯料放入烘房内进行烘干、硬化处理,烘干温度为100-130℃,即可获得所需产品。
49.如图7所示,本实施例还公开了采用上述生产工艺制备的复合保温板,包括真空绝热板,所述真空绝热板外均匀地包裹固结有硬化防护壳。
50.在本实施例中,所述真空绝热板由高阻隔膜包覆芯材抽真空塑封制得,所述芯材的材质为二氧化硅或玻璃纤维,所述高阻隔膜包括由外至内依次设置的外层膜、中层膜和内层膜,所述外层膜为尼龙或pvc材质,所述中层膜为vmpet膜、pvdc膜、pva膜、pp膜、pvc膜
中的至少一种复合而成,所述内层膜为pe材质。
51.在本实施例中,所述硬化防护壳采用珍珠岩保温板。
52.具体地,上述混合料(也即硬化防护壳的材料)由93wt%珍珠岩颗粒与4.5wt%环氧树脂、0.5wt%防水剂和2.0wt%水混合而成。防水剂的加入使得复合保温板的憎水率达到了99.5%,具有优良的防水性能。
53.本发明通过在真空绝热板外包覆珍珠岩材质的硬化防护壳,通过刚性的硬化防护壳保护真空绝热板的高阻隔膜,可以有效防止施工过程中存在的真空绝热板破损漏气膨胀的问题,使得真空绝热板可以更好的应用于墙面保温施工操作。
54.一种真空绝热复合保温板的应用,可以将上述真空绝热复合保温板作为保温层设置于外墙、保温箱、冰箱或冷链物流车上。
55.实施例2
56.如图2至图6所示,一种真空绝热复合保温板的生产工艺,包括如下步骤:
57.s1.取一定量的珍珠岩、环氧树脂、防水剂及水送入搅拌机内进行混合,制得混合料,并按量放入位于成型设备两侧的两个料仓内;
58.s2.位于上模3左侧的料仓排出一定量的混合料至该料仓下方的收料框11内,接着在液压杆14的作用下,收料框11水平移动至下模5的正上方并将其内的混合料排出并铺设于工作台1上设置的模腔9内,再借助于振动电机的振动铺平;
59.s3.液压杆14继续伸出,并将收料框11水平推至上模3右侧的料仓的正下方,该料仓排出一定量的混合料至收料框11内,此时设置于收料框11左侧的放料机构12释放真空绝热板并铺设于上述步骤中铺设的混合料上;接着收料框11在液压杆14的作用下向左移动至下模5的正上方并将其内的混合料排出、铺设于工作台1上设置的模腔9内,覆盖所述的真空绝热板;再接着,液压杆14收缩并驱动收料框11回到初始位置;
60.s4.开启振动电机对模腔9进行振动,振实模腔9内的混合料,去除空气;
61.s5.下模5上升,上模3下降并对模腔9内的混合料进行模压成型,获得板材坯料;
62.s6.将成型后的板材坯料放入烘房内进行烘干、硬化处理,烘干温度为100-130℃,即可获得所需产品。
63.采用本工艺也能生产出实施例1所述的真空绝热复合保温板。
64.本实施例还公开了一种用于上述生产工艺的成型设备,包括工作台1、上模板2、下模板4、上模3以及下模5,所述上模板2借助于导柱6与下模板4连接固定,所述上模3、下模5分别位于工作台1的上下方,所述上模3滑动连接于导柱6上并借助于上模板2底面的下压液压缸7上下移动,所述活动凹模50滑动连接于导柱6上并借助于下模板4顶面的顶升液压缸8上下移动,工作台1上设有用于成型的模腔9,所述下模5的活动凹模50滑动连接于模腔9内,所述工作台1上还水平滑动连接有上下开口的收料框11,收料框11的左侧固定有放料机构12并连接有所述的液压杆14,工作台1上设置有驱动放料机构12展开的梯形引导台13,上模3上设有供引导台13穿过的避让孔。
65.在本实施例中,所述工作台1借助于支撑柱10穿过下模5并与下模板4连接,以获得支撑。
66.在本实施例中,所述放料机构12包括机架120、两个左右对称设置的托板122以及安装于机架120前后侧的滑轨124,机架120上设置有用于放置真空绝热板的放置区121,所
述托板122借助于其两端的滑块123与滑轨124滑动连接,托板122位于机架120的下端并与其贴合,所述滑块123的侧面设有延伸板125,位于机架120同一侧的两个延伸板125借助于连杆127与转动臂126连接,连杆127与延伸板125、转动臂126均为转动连接,转动臂126借助于轴杆128转动连接于机架120上,轴杆128的另一端连接有与引导块相配合的摆臂129,所述摆臂129由金属材料制成并能够借助于其自身的重力恢复至竖直位置。其中,所述托板122包括一个横杆以及凸出于横杆并用于支撑真空绝热板的延伸部。
67.成型设备的工作原理如下:
68.首先,位于上模3左侧的料仓排出一定量的混合料至该料仓下方的收料框11内,此时的真空绝热板已放置于放料机构12中的放置区121内并由托板122支撑,接着在液压杆14的作用下,收料框11水平移动至下模5的正上方并将其内的混合料排出并铺设于工作台1上设置的模腔9内,再借助于振动电机的振动铺平,振动电机安装于工作台1的下端并位于模腔9的一侧;
69.接着,液压杆14继续伸出,并将收料框11水平推至上模3右侧的料仓的正下方,该料仓排出一定量的混合料至收料框11内,此时设置于收料框11左侧的放料机构12中的摆臂129与引导台13接触并被引导台13抬起转动一定角度,转动臂126也随之旋转并借助于连杆127驱动两个托板122朝着相反的方向展开,释放真空绝热板并铺设于上述步骤中铺设的混合料上;接着收料框11在液压杆14的作用下向左移动至下模5的正上方并将其内的混合料排出、铺设于工作台1上设置的模腔9内,覆盖所述的真空绝热板,摆臂129因与引导台13脱离接触而在自身重力的作用下恢复至竖直位置,使得托板122也复位,准备下次放料;再接着,液压杆14收缩并驱动收料框11回到初始位置。
70.当收料框11移动至上模3右侧进行上料时,收料框11还能够将上一次成型的板材坯料推出,以便于工作人员取出。
71.由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。