1.本公开涉及材料领域,尤其涉及一种超声波焊接方法、组合体。
背景技术:
2.在航空航天、能源动力以及交通运输等领域,环氧树脂等热固性材料由于具有良好的力学性能、耐腐蚀性能和耐热性能而作为绝大部分碳纤维增强复合材料的基体材料广泛应用。然而,目前大尺寸以及复杂形状热固性复合材料构件的制备难以一次成型,需要将两个构件进行连接。
3.由于热固性复合材料一旦成型完成,便难以直接通过超声波焊接完成连接,现有技术中的超声波焊接需要使用导能筋,需要较长的焊接时间以及较高焊接能量,难以避免热固性基体的热降解,而且焊缝较难分布均匀,焊缝强度不高。
技术实现要素:
4.本发明的目的在于提供一种超声波焊接方法、组合体,以解决热固性复合材料可焊性差、连接强度低的技术问题。
5.为了实现上述目的,本发明提供如下技术方案:
6.本发明实施例提供一种超声波焊接方法,用于两个工件之间的焊接,其中至少一个所述工件为热固性复材,所述超声波焊接方法包括:
7.在所述热固性复材待焊接面设置一层热塑性膜,所述热塑性膜背离所述热固性复材的表面具有周期性交替的凹陷部,其中,所述热塑性膜的厚度为0.05mm~0.5mm,所述凹陷部的深度为0.01mm~0.09mm;
8.将另一工件的待焊接面抵接于所述热塑性膜具有凹陷部的表面;
9.对所述两个工件进行超声波焊接。
10.根据本公开的至少一个实施方式,所述凹陷部在所述热塑性膜的表面具有敞口,所述敞口的尺寸为0.5mm~1mm,相邻两个所述凹陷部之间的间距为0.1mm~1mm。
11.根据本公开的至少一个实施方式,所述凹陷部的横截面的形状为三角形、五边形、六边形、圆形、椭圆形中的一种。
12.根据本公开的至少一个实施方式,所述热塑性膜的材料包括高性能半结晶材料或无定型材料,其中,所述高性能半结晶材料包括聚醚醚酮、聚苯硫醚、聚芳醚酮、聚醚酮酮中的一种;或者,
13.所述无定型材料包括聚醚酰亚胺、聚醚砜树脂中的一种。
14.根据本公开的至少一个实施方式,所述另一工件为热塑性复材或热固性复材中的一种;
15.当所述另一工件为热固性复材,两个所述热固性复材的待焊接面均设置一层所述热塑性膜,且每个所述热塑性膜上背离相应所述热固性复材的表面具有周期性交替的所述凹陷部。
16.根据本公开的至少一个实施方式,所述在所述热固性复材待焊接面设置一层热塑性膜,所述热塑性膜背离所述热固性复材的表面具有周期性交替的凹陷部,包括:
17.所述热塑性膜进行结构化处理得到具有所述凹陷部的热塑性膜,将具有所述凹陷部的热塑性膜通过共固化与所述热固性复材结合;或者,
18.所述热塑性膜通过共固化与所述热固性复材结合,再对所述热塑性膜的表面进行结构化处理得到具有所述凹陷部的热塑性膜。
19.根据本公开的至少一个实施方式,当所述热塑性膜的材料为高性能半结晶材料,与所述热固性复材结合前,所述热塑性膜与所述热固性复材的结合面采用紫外线照射、等离子体、激光表面处理中的一种或多种。
20.根据本公开的至少一个实施方式,所述两个工件的焊接面为平面结构或曲面结构。
21.根据本公开的至少一个实施方式,所述热固性复材的基体材料包括环氧树脂、乙烯基树脂、不饱和聚酯树脂、酚醛树脂和聚氨酯树脂中的一种;
22.所述热固性复材的纤维增强相包括碳纤维、玄武岩纤维、芳纶纤维、石墨纤维、玻璃纤维、陶瓷纤维、硼纤维、聚酰胺纤维、聚乙烯纤维、pbo纤维、聚酯纤维和天然纤维中的一种。
23.相对于现有技术,本发明的超声波焊接方法通过热固性复材表面施加一层热塑性膜,并且热塑性膜的背离具有热固性复材的表面具有周期性交替的凹陷部,其中热塑性膜的厚度为0.05mm~0.5mm,凹陷部的深度为0.01mm~0.09mm,可在无导能筋条件下实现热固性复材与其它复材的焊接,同时接头具有很高的接头强度。热塑性膜上周期性交替的凹陷部可以提高焊缝处树脂的流动性,缩短焊接时间,避免了热固性复材的热降解,提升连续焊接速度,极大提高了焊接效率。本发明将凹陷部的深度控制为0.01mm~0.09mm,当深度过大时,焊缝处的熔化树脂与热固性复材表面距离较小,热量传递至热固性复材因而导致其局部发生过热降解从而降低焊接接头处的强度;而当深度过小的凹陷部,焊缝处树脂流动性的下降使得焊缝均匀性下降,焊缝强度降低,且焊接时间延长,焊接效率下降。
24.本发明的另一目的在于还提供一种组合体,包括两个工件,至少一个所述工件为热固性复材,两个所述工件之间通过上述的焊接方法连接在一起。
25.相对于现有技术,本发明所述的组合体具有以下优势:
26.所述组合体与上述超声波焊接方法相对于现有技术所具有的优势相同,在此不再赘述。
附图说明
27.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
28.图1是根据本公开实施方式的共固化成型工艺中预浸料及结构化的热塑性膜铺层示意图。
29.图2是根据本公开实施方式的表面具有结构化热塑性膜的工件结构示意图。
30.图3是图2的剖面结构示意图。
31.图4是根据本公开另一实施方式的共固化成型工艺中预浸料及热塑性膜铺层示意图。
32.图5是根据本公开实施方式的热固性复材表面热塑性膜结构化处理示意图。
33.图6是根据本公开另一实施方式的表面具有结构化热塑性膜的工件示意图。
34.图7是图6的剖面结构示意图。
35.图8是根据本公开实施方式的热塑性膜的结构化示意图,其中a为三角形,b为六边形,c为圆形。
36.图9是根据本公开实施方式的平面结构待焊工件的超声波点焊示意图。
37.图10是根据本公开实施方式的平面结构待焊工件的超声波连续焊示意图。
38.图11是根据本公开实施方式的曲面结构待焊工件的超声波连续焊示意图。
具体实施方式
39.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
40.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
41.请参阅图1-图11所示,本发明实施例提供一种超声波焊接方法,用于热固性复合材料的焊接,通过在热固性复合材料表面引入结构化处理后的热塑性薄膜,实现热固性复合材料的可焊性,有效避免复材的表面损伤与热降解,并显著提升焊缝树脂的流动性与均匀性,提高热固性复合材料焊接接头的强度。
42.可以理解的是,采用本发明的焊接方法可以焊接两个热固性复合材料工件,也同样适用于一个热固性复材、另一个为热塑性复材之间的焊接。当两个工件均为热固性复材时,两个热固性复材的待焊接面均设置一层上述结构化的热塑性膜,且每个热塑性膜上背离相应热固性复材的表面具有周期性交替的凹陷部。
43.上述表面结构化的热塑性膜的厚度为0.05~0.5mm,可选地为0.1~0.35mm,还可选地为0.15~0.3mm。而热塑性膜的材料包括高性能半结晶材料或无定型材料,其中高性能半结晶材料包括但不局限于聚醚醚酮(缩写为peek)、聚苯硫醚(缩写为pps)、聚芳醚酮(缩写为paek)、聚醚酮酮(缩写为pekk)等热塑性树脂;而无定型类的材料包括但不局限于聚醚酰亚胺(缩写为pei)以及聚醚砜树脂(缩写为pes)等热塑性树脂。
44.在一些实施方式中,对于无定形类的热塑性膜,其与热固性复材基体树脂间可以在界面处发生交互扩散并形成网络界面层结构,两者间的界面结合较强,因而无需对其进行额外的表面处理。而对于高性能半结晶材料的热塑性膜,在与热固性复材共固化成型前,首先需要经过紫外线照射、等离子体处理以及激光表面处理等表面处理过程,改善热塑性膜的表面活性,从而提高其与热固性复材间的界面结合。
45.在一可选的实施方式中,在热固性复材待焊接面设置一层热塑性膜,热塑性膜背离所述热固性复材的表面具有周期性交替的凹陷部的步骤中,先将热塑性膜进行结构化处
理,再将具有凹陷部的热塑性膜通过共固化与热固性复材结合,请参阅图1-图3所示:
46.s101、通过热压、滚压或激光雕刻等方法对热塑性膜进行结构化处理,得到镂空网孔热塑性膜2。热塑性膜表面的结构化为周期性交替凹陷部或镂空网孔。
47.s102、将结构化热塑性膜2施加于多层热固性复材预浸料1表面,采用人工、机械辅助或全自动方法进行铺层。
48.s103、采用预浸料热压成型、真空辅助树脂填充成型和树脂传递模塑成型等成型工艺中的一种。将体系中的空气和挥发分抽出后,在一定的温度及压力条件下通过共固化获得表面施加结构化热塑性膜2、厚度为0.5~3.0mm的待焊复材工件3。
49.在另一可选的实施方式中,在热固性复材待焊接面设置一层热塑性膜,热塑性膜背离所述热固性复材的表面具有周期性交替的凹陷部的步骤中,先将热塑性膜通过共固化与热固性复材结合,再对热塑性膜的表面进行结构化处理得到具有凹陷部的热塑性膜,请参阅图4-图7所示:
50.s101、将平面热塑性膜4施加于多层热固性复材预浸料1表面,采用人工、机械辅助或全自动方法进行铺层。
51.s102、采用预浸料热压成型、真空辅助树脂填充成型和树脂传递模塑成型等成型工艺中的一种。将体系中的空气和挥发分抽出后,在一定的温度及压力条件下通过共固化获得表面施加热塑性膜4、厚度为0.5~3.0mm的待焊复材工件3。
52.s103、通过热压、滚压或激光雕刻等方法对待焊复合材料表面的热塑性薄膜进行结构化处理,得到表面具有凹陷部热塑性膜6的待焊复材工件3。
53.上述得到的结构化热塑性膜的形式多种多样,示例性地,凹陷部或镂空网孔的横截面,其横截面为平行于热塑性膜平面的方向,形状包括三角形、五边形、六边形、圆形、椭圆形,也可以为复杂的多边形,示例性地请参阅图8中的a-c形状,其横基面的尺寸,或者凹陷部在热塑性膜的表面具有敞口的尺寸为0.5mm~1mm,这里的尺寸可以为圆形的直径,或者多边形的边长,或者椭圆形的长轴,或者复杂形状的最大宽度,可选地为0.65mm~0.95mm,还可选地为0.75mm~0.85mm;相邻两个凹陷部之间的间距为0.1mm~1mm,也就是相邻两个凹陷部之间的最短间距为0.1mm~1mm,可选地为0.2mm~0.7mm,还可选地为0.3mm~0.5mm。
54.需要说明的是,上述热固性复材可以是任何的基体材料为热固性树脂的复合材料,示例性地,基体材料包括但不局限于环氧树脂、乙烯基树脂、不饱和聚酯树脂、酚醛树脂和聚氨酯树脂等热固性树脂。热固性复合材料中的纤维增强相包括但不局限于碳纤维、石墨纤维、玻璃纤维、陶瓷纤维、硼纤维、聚酰胺纤维、聚乙烯纤维、pbo纤维、聚酯纤维和天然纤维等。热固性复材采用预浸料成型、真空辅助树脂填充成型和树脂传递模塑成型等成型工艺中的一种。在不同成型工艺条件下,需在纤维铺层表面施加一层热塑性树脂膜,示例性地为碳纤维。
55.本发明实施例的超声波焊接方法,不仅适用于两个工件的焊接面为平面结构,也同样适用于两个工件的焊接面为曲面结构之间的焊接。示例性地,将待焊热固性复材采用夹具固定在支撑砧座上,将超声波焊头置于待焊复材搭接区域上方,与待焊复材接触并施加200~500n的预压压力。在振幅为20~100μm及频率为15~50khz条件下施加垂直于搭接界面的范围处于500~2000n的焊接压力。达到预设停止条件后完成对待焊区域的超声波点
焊,或者,在超声焊头开始振动的同时以10~30mm/s的速度沿焊接方向移动,达到预设停止条件后完成对待焊搭接区域的超声波连续焊接。
56.上述焊接方法中,当待焊复合材料为平面结构时,焊头与待焊复合材料接触面为平面。当待焊复合材料为复杂曲面结构时,焊头与待焊复合材料接触面为弧面。
57.对于平面结构焊接面的热固性复材的超声波焊接方法,请参阅图9-图10所示,其中图9为超声波点焊,图10为超声波连续焊。具体方法包括:
58.s201、在热固性复材上工件8表面施加结构化热塑性薄膜6,在热固性复材下工件10表面施加结构化热塑性薄膜6。
59.s202、将平接触面超声波焊头7置于待焊复材搭接区域的上方。将下工件10采用夹具固定在平面支撑砧座12上,与上工件8接触并施加200~500n的预压压力。
60.s203、在一定的振幅及频率条件下施加垂直于待焊区域搭接界面的焊接压力。其中,振幅大小为20~100μm,频率为15~50khz,焊接压力为500~2000n。
61.s204、达到预设停止条件后完成点焊(图9);或,在焊头7开始振动的同时,以10~30mm/s的速度沿搭接区域焊接方向移动,达到预设停止条件后完成超声波连续焊接(图10)。
62.s205、完成搭接区域的超声波焊接后,抬起焊头7,重复上述步骤完成平面结构热固性复合材料接头的连接。
63.对于曲面结构焊接面的热固性复材的超声波焊接方法,请参阅图11所示,具体方法包括:
64.s201、在曲面待焊热固性复材上工件14表面施加结构化热塑性薄膜6,在曲面待焊热固性复材下工件15表面施加结构化热塑性薄膜6。
65.s202、将曲接触面超声波焊头13置于待焊复材搭接区域的上方。将曲面待焊热固性复材下工件15采用夹具固定在曲面支撑砧座16上,与曲面待焊热固性复材上工件14接触并施加200~500n的预压压力。
66.s203、在一定的振幅及频率条件下施加垂直于待焊区域搭接界面的焊接压力。其中,振幅为20~100μm,频率为15~50khz,焊接压力为500~2000n。
67.s204、在曲接触面超声波焊头13开始振动的同时,以10~30mm/s的速度沿搭接区域焊接方向移动,达到预设停止条件后完成对待焊搭接区域的超声波连续焊接。
68.s205、完成待焊工件搭接区域的超声波焊接后,抬起超声波焊头,重复上述步骤即可完成曲面结构热固性复合材料接头的连接。
69.下面给出几种超声波焊接方法的示例,并选择有代表性的焊接后组合体进行性能分析。
70.测试方法:按照gb/t33334-2016公开的方法测试本实施例中所得焊接接头的单搭接剪切强度,在焊缝不同位置取5组试样,获得剪切强度平均值。
71.实施例1
72.本实施例提供热固性复合材料工件表面施加凹陷部热塑性膜的方法,具体包括:
73.(1)采用高强紫外线照射聚醚醚酮热塑性膜表面,聚醚醚酮热塑性膜的厚度为0.25mm。
74.(2)将聚醚醚酮热塑性膜与t300碳纤维增强环氧树脂预浸料裁剪为50cm
×
50cm。
采用机械辅助方法对聚醚醚酮热塑性膜及预浸料进行铺层,其中,预浸料共铺贴8层,并将聚醚醚酮热塑性膜置于最上层。
75.(3)采用热压罐成型工艺对待焊复材工件进行制备。连接真空管路并锁紧热压罐门,将体系中的空气和挥发分抽出。以1℃/min的速率升温至80℃,保温30min后,继续升温至120℃,保温120min的同时施加0.5mpa的压力,完成共固化过程。随后以1℃/min的速率降温至室温并取出制件,得到厚度为2mm、表面施加聚醚醚酮热塑性膜的待焊工件。
76.(4)通过热压模具对待焊工件表面的聚醚醚酮热塑性膜进行结构化处理,获得具有周期性交替四边形凹陷部的热塑性膜的待焊工件。其中,四边形凹陷部尺寸为1
×
1mm,底面距膜顶部凸起高度为0.05mm,间距为0.2mm。
77.实施例2
78.本实施例提供热固性复合材料工件表面施加镂空网孔热塑性膜的方法,具体包括:
79.(1)采用厚度为0.25mm的聚醚酰亚胺热塑性膜,在进行共固化前无需进行额外的表面处理。
80.(2)通过激光雕刻对pei热塑性膜进行结构化处理,获得具有周期性交替镂空四边形网孔的pei热塑性膜。其中,pei热塑性膜的镂空网孔尺寸为1
×
1mm,网孔间距为0.2mm。
81.(3)将镂空四边形网孔的pei热塑性膜与t300碳纤维增强环氧树脂预浸料裁剪为50cm
×
50cm。在上下模板表面涂敷脱模剂,采用机械辅助方法对镂空四边形网孔的pei热塑性膜及预浸料进行铺层,保证各层配铺放平整。其中,碳纤维增强环氧树脂预浸料共铺贴8层,并将镂空四边形网孔的pei热塑性膜置于最上层。
82.(4)采用热压罐成型工艺制备待焊复材工件。连接真空管路并锁紧热压罐门,将体系中的空气和挥发分抽出。以1℃/min的速率升温至80℃,保温30min后,继续升温至120℃,保温120min的同时施加0.5mpa的压力,完成共固化过程。随后以1℃/min的速率降温至室温并取出制件,得到厚度为2mm、表面施加镂空四边形网孔的pei热塑性膜的待焊复材工件。
83.实施例3
84.本实施例提供的超声波焊接方法,具体包括:
85.(1)基于上述实施例1中的方法,两个工件均为碳纤维增强环氧树脂复材,至少在两个工件的待焊接区域均施加周期性交替四边形凹陷部的peek热塑性膜。
86.(2)请参阅图9所示,将下工件采用夹具固定在平面结构支撑砧座上方,将平接触面超声波焊头置于待焊工件搭接区域上方,与上工件的上表面接触并施加300n预压压力。
87.(3)在振幅86.2μm、频率20khz的条件下,施加垂直于搭接界面1000n的焊接压力,平接触面超声波焊头达到预设触发条件后,开启超声波点焊接过程。
88.(4)平接触面超声波焊头达到预设停止条件,停止移动并抬起。
89.实施例4
90.本实施例提供的超声波连续焊接方法,具体包括:
91.(1)基于上述实施例1中的方法,两个工件均为碳纤维增强环氧树脂复材,至少在两个工件的待焊接区域均施加周期性交替四边形凹陷部的peek热塑性膜。
92.(2)请参阅图10所示,将下工件采用夹具固定在平面结构支撑砧座上方,将平接触面超声波焊头置于待焊工件搭接区域上方,与上工件的上表面接触并施加300n预压压力。
93.(3)在振幅86.2μm、频率20khz的条件下,施加垂直于搭接界面1000n的焊接压力,平接触面超声波焊头达到预设触发条件后以20mm/s的速度在搭接区域上方沿焊接方向移动,开启超声波连续焊接过程。
94.(4)平接触面超声波焊头达到预设停止条件,停止移动并抬起。
95.实施例5
96.本实施例提供的曲面结构待焊接面超声波连续焊接方法,具体包括:
97.(1)基于上述实施例1中的方法,两个工件均为碳纤维增强环氧树脂复材,且待焊接面均为曲面结构,至少在两个工件的待焊接区域均施加周期性交替四边形凹陷部的peek热塑性膜。
98.(2)请参阅图11所示将下工件采用夹具固定在曲面结构支撑砧座上方,将曲接触面超声波焊头置于待焊工件搭接区域上方,与上工件的上表面接触并施加400n预压压力。
99.(3)在振幅86.2μm、频率20khz的条件下,施加垂直于搭接界面1500n的焊接压力,曲接触面超声波焊头达到预设触发条件后以20mm/s的速度在搭接区域上方沿焊接方向移动,开启超声波连续焊接过程。
100.(4)曲接触面超声波焊头达到预设停止条件,停止移动并抬起。
101.对比例1
102.本实施例提供的超声波焊接方法与实施例3的不同之处在于:
103.步骤(1)中在两个工件的待焊接面施加未经过结构化的peek热塑性膜,peek热塑性膜厚度为0.25mm。
104.对比例2
105.本实施例提供的超声波焊接方法与实施例3的不同之处在于:
106.步骤(1)中在两个工件的待焊接面施加周期性交替四边形凹陷部的peek膜,其中凹陷部的深度为0.20mm。
107.对比例3
108.本实施例提供的超声波焊接方法与实施例3的不同之处在于:
109.步骤(1)中,基于实施例2中的方法,两个工件均为碳纤维增强环氧树脂复材,至少在两个工件的待焊接区域均施加周期性交替镂空四边形网孔的peek热塑性膜。
110.对比例4
111.本实施例提供的超声波焊接方法与实施例3的不同之处在于:
112.步骤(1)中,周期性交替四边形凹陷部的peek热塑性膜的厚度为0.6mm。
113.对比例5
114.本实施例提供的超声波焊接方法与实施例4的不同之处在于:
115.步骤(1)中在两个工件的待焊接面施加未经过结构化的peek热塑性膜,peek热塑性膜厚度为0.25mm。
116.对比例6
117.本实施例提供的超声波焊接方法与实施例4的不同之处在于:
118.步骤(1)中在两个工件的待焊接面施加周期性交替四边形凹陷部的peek膜,其中凹陷部的深度为0.2mm。
119.对比例7
120.本实施例提供的超声波焊接方法与实施例4的不同之处在于:
121.步骤(1)中,基于实施例2中的方法,两个工件均为碳纤维增强环氧树脂复材,至少在两个工件的待焊接区域均施加周期性交替镂空四边形网孔的peek热塑性膜。
122.对比例8
123.本实施例提供的超声波焊接方法与实施例5的不同之处在于:
124.步骤(1)中在两个工件的待焊接面施加未经过结构化的peek热塑性膜,peek热塑性膜厚度为0.25mm。
125.对比例9
126.本实施例提供的超声波焊接方法与实施例5的不同之处在于:
127.步骤(1)中在两个工件的待焊接面施加周期性交替四边形凹陷部的peek膜,其中凹陷部的深度为0.2mm。
128.对比例10
129.本实施例提供的超声波焊接方法与实施例5的不同之处在于:
130.步骤(1)中,基于实施例2中的方法,两个工件均为碳纤维增强环氧树脂复材,至少在两个工件的待焊接区域均施加周期性交替镂空四边形网孔的peek热塑性膜。
131.下面给出实施例与对比例的焊接接头的抗剪切强度,请参阅表1。
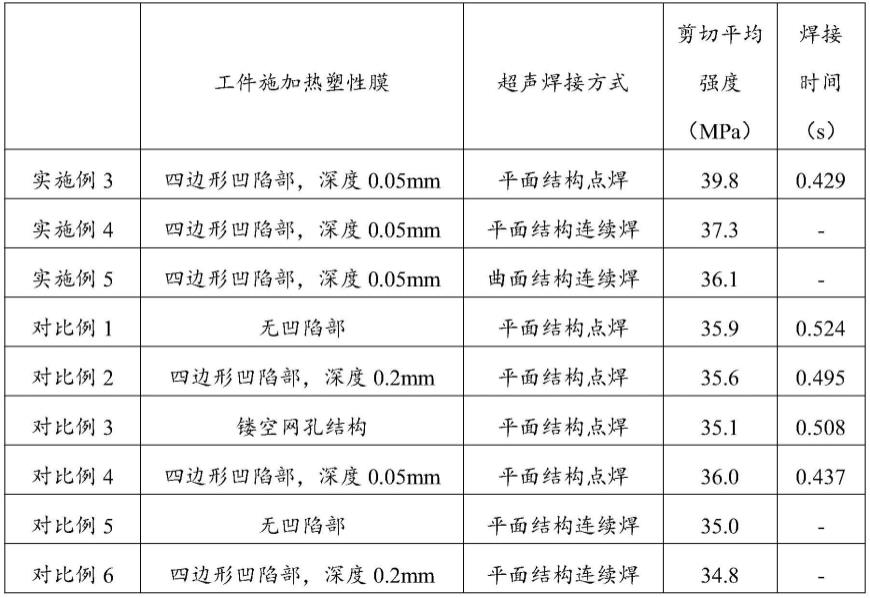
132.表1焊接接头的抗剪切强度
[0133][0134]
[0135]
请参阅表1所示,由对比例1与实施例3之间的差别,可以看出当在热固性复材的表面引入的热塑性膜不进行结构化时,相对于表面具有凹陷部的热塑性膜的剪切平均强度降低,且焊接时间延长,这可能是由于采用平整的热塑性膜,焊缝树脂流动性的下降使得焊缝均匀性下降,同时,焊接时间的延长会对热固性复材进行热降解,从而降低接头强度。对比例5与实施例4之间的区别、对比例8与实施例5之间的区别说明采用平面结构的连续焊以及曲面结构的连续焊,采用平整结构的热塑性膜相对于本发明实施例采用凹陷部结构的实施例,其焊接接头的剪切轻度均降低。
[0136]
由对比例2与实施例3之间的区别,可以看出当热塑性膜的凹陷部的深度,也就是凸起高度,超过本发明的热塑性膜的凹陷部的深度范围时,超声波焊接的强度明显降低,这是因为当热塑性膜的凹陷部的深度过深时,凹陷部的底面距离相应的热固性复材的表面较小,焊缝处熔化的树脂会将热量传递至热固性复材因而导致其局部发生过热降解,从而焊接接头的剪切强度明显降低。同时,超声波焊接的时间也明显提高,效率明显下降,进一步导致热固性复材局部过热,降低接头的剪切强度。由表1可以看出,对比例6与实施例4之间的区别、对比例9与实施例5之间的区别说明采用平面结构的连续焊以及曲面结构的连续焊,采用深度较深的凹陷部的结构化热塑性膜相对于本发明采用的凹陷部结构的深度,其焊接接头的剪切强度均降低。进一步说明了本技术热塑性膜的凹陷部的深度范围具有更好的焊接效果。
[0137]
由对比例3与实施例3之间的区别,采用镂空网孔结构的热塑性膜相对于本发明的交替规则的凹陷部而言,焊接接头的抗剪切强度明显降低,而超声波焊接的时间则明显增加,采用镂空网孔结构的热塑性膜,当超声波进行焊接时,焊缝处熔化的树脂直接与热固性复材表面接触,热量传递至其表面时导致局部过热从而发生降解,从而降低接头的剪切强度。而由于镂空网孔结构的深度,等于热塑性膜的厚度,因此焊缝处熔化的树脂需先填满镂空网孔结构,从而增加了焊接时间,而焊接时间的延长会增加局部过热导致热固性复材的热降解。由表1可以看出,对比例7与实施例4之间的区别、对比例10与实施例5之间的区别说明采用平面结构的连续焊以及曲面结构的连续焊,同样说明采用镂空网孔结构的热塑性膜,熔化树脂热量直接传递至热固性复材表面时导致局部过热从而发生降解,降低接头的剪切强度。
[0138]
由对比例4与实施例3之间的区别,当结构化热塑性膜厚度过厚时,在超声波焊接的位移模式条件下,焊接时间未明显提升,但焊接接头的抗剪切强度明显降低。这是由于过厚的热塑性膜会导致热塑性膜焊接层本身的力学性能极大下降,焊接接头-复合材料的结构一体性相对较差,最终导致焊接接头连接强度降低。
[0139]
由上可知,本发明的超声波焊接方法,热塑性膜的表面结构使得其均匀熔化后具有良好的引流效果,待焊工件间的热塑性树脂流动性获得提升的同时,焊接时间大幅缩短,较优工艺窗口扩大,并可以有效抑制热固性复材的热降解,从而在无导能筋的条件下实现待焊复材间复杂结构焊接接头的高效率点焊以及连续焊接,并获得较好的焊接接头强度与均匀的焊缝厚度。
[0140]
在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上
述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
[0141]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0142]
本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
