1.本发明涉及定位焊接技术领域,具体涉及一种角焊缝折断装置及其使用方法。
背景技术:
2.为满足船体装配时对于焊接件的力学性能测试需求,尤其是角焊缝折断试验的检测,避免角焊缝的焊缝根部存在未熔合、夹渣和气孔等焊接缺陷而导致的焊接件力学性能差,装配后出现承载能力下降等情况,需要对装配工所焊接的焊接件进行检查。
3.现有的电子万能试验机及工装在进行角焊缝折断检查时,因其定位复杂而使得检查过程较为繁琐,并且机械化折断检查还会产生检查成本较高,检查周期长的问题,因此,需根据折断试验特点,设计一种简单高效的折断检查的装置。
技术实现要素:
4.本发明要解决的技术问题是为了克服现有技术中角焊缝折断检查时定位复杂且检查成本高的缺陷,提供一种角焊缝折断装置及其使用方法。
5.本发明是通过下述技术方案来解决上述技术问题:
6.一种角焊缝折断装置,其包括有基座和与所述基座平行设置的压板,所述压板与所述基座固定连接且所述压板与所述基座之间形成有用于容纳工件的容纳区,所述压板的侧部设置有取放口,所述取放口连通至所述容纳区。
7.在本方案中,压板与基座之间形成有用于容纳工件的容纳区,通过压板限制位于容纳区的部分工件在折断过程中绕受力点转动的问题,同时工件通过压板侧部的取放口放入或取出,以使得工件无需沿受力方向进行取放,避免在折断过程中工件沿折断方向移动而脱落容纳区进而使工件无法折断。
8.较佳地,所述基座包括有工作台面和支腿,所述支腿位于所述工作台面底部的各个角部处,所述工作台面与所述支腿固定连接。
9.在本方案中,基座还设置有工作台面和支腿,工作台面为平板且用于承载工件,支腿则用于保证工作台面高度便于操作人员进行操作。
10.较佳地,所述压板沿所述基座的高度方向设置且所述压板位于所述工作台面的上方。
11.在本方案中,压板位于工作台面的上方,更加符合操作人员在进行折断检查时的操作逻辑。
12.较佳地,所述压板与所述基座之间还设置有垫块,所述垫块的高度不小于部分位于所述容纳区内的所述工件的高度。
13.在本方案中,垫块位于压板与基座的工作台面之间,垫块用于保证容纳区的高度,避免工件无法放入容纳区内的情况。
14.较佳地,所述垫块的尺寸小于所述压板的尺寸,所述垫块的第一端与所述基座的边缘对齐设置。
15.在本方案中,垫块的尺寸小于压板的尺寸,也就是说垫块设置在压板下方时,容纳区即为压板尺寸大于垫块尺寸的下方区域,进一步地,垫块的第一端靠近工作台面的边缘设置,以使得容纳区的尺寸增大,在工件折断时更加省力。
16.较佳地,所述垫块的第一端和所述压板靠近所述第一端的端部作倒角处理。
17.在本方案中,垫块的第一端和压板靠近垫块的第一端的端部均作倒角处理,避免操作人员在折断操作时身体靠近工作台面而划伤,提高了操作安全性。
18.较佳地,还包括有限位件,所述限位件设于所述基座上,所述限位件沿所述工件的折断方向且对应所述容纳区设置。
19.在本方案中,限位件同样设置在基座的工作台面上,限位件沿工具的折断方向设置,也就是说容纳区靠近垫块的一侧通过垫块保证高度的同时,垫块也将该方向封堵,而容纳区另一侧设置限位件,在锤击折断工件的过程中,工件会随锤击沿受力方向向限位件移动,通过限位件防止工件脱离容纳区,使得压板持续限制工件绕受力点转动,工件自身的角焊缝处通过压板、限位件和工作台面配合在锤击下折断,进而对于角焊缝是否焊接到位进行检查。
20.较佳地,所述限位件与所述压板之间设有用于折断所述工件的操作空间。
21.在本方案中,工件自身呈“l”型件,“l”型件的一端位于容纳区内,“l”型件的另一端立设于工作台面上且伸出限位件与压板之间,通过锤击“l”型件伸出限位件与压板之间所形成的操作空间的端部,使得“l”型件两端连接处绕工作台面受力,“l”型件位于容纳区的端部通过压板限制,并通过限位件防止工件在锤击时沿锤击受力方向移出压板下方的容纳区,“l”型件两端连接处的角焊缝相应折断。
22.较佳地,所述限位件靠近所述基座的边缘的端部作倒角处理。
23.在本方案中,限位件靠近基座的工作台面的边缘的端部同样作倒角处理,防止划伤操作人员。
24.一种角焊缝折断装置的使用方法,所述角焊缝折断装置的使用方法采用如上述任意一项所述的角焊缝折断装置实现,所述角焊缝折断装置的使用方法包括以下步骤:
25.s1、将焊接后的工件从所述角焊缝折断装置侧部设置的取放口放入;
26.s2、将所述工件伸出所述角焊缝折断装置的操作空间部分沿折断方向用外加载荷锤击的方式将角焊缝折断并检查折断焊缝根部是否存在焊接不到位的情况。
27.在本方法中,将工件从角焊缝折断装置的压板侧部设置的取放口放入或取出,而不是从压板下方形成的容纳区的开口取出,使得工件定位更加方便,通过锤击工件的方式简化了折断工件检查工件角焊缝是否到位的方式,锤击可以采用人工操作,进一步降低了折断检查的成本和周期。
28.较佳地,在步骤s2中具体包括:利用所述角焊缝折断装置的限位件防止所述工件在所述工件锤击折断过程中脱离所述角焊缝折断装置的容纳区。
29.在本方案中,在锤击受力方向对应容纳区设置限位件,进一步提高工件在折断过程中的定位精度,防止工件在折断时窜动,同时由于取放口设置在压板侧部,限位件则不会影响工件折断前后的正常取放,更加方便。
30.本发明的积极进步效果在于:本发明通过设置压板和基座对于工件进行限位,将部分工件置于容纳区内以通过压板对于工件折断时绕受力方向转动的趋势进行限制,能够
更加方便的进行锤击并将工件折断,此外,为防止工件在折断过程前后取放时部分工件位于容纳区的尺寸较小,或是放置不到位的情况,通过压板侧部的取放口对于工件进行取放,以使得在放置工件时,工件位于容纳区的部分能够满足折断所需的工件放置尺寸。
附图说明
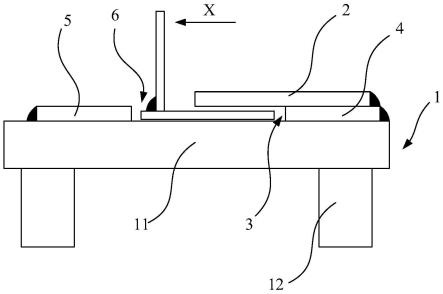
31.图1为本发明一较佳实施例的角焊缝折断装置的结构示意图。
32.附图标记说明:
33.基座1
34.工作台面11
35.支腿12
36.压板2
37.容纳区3
38.垫块4
39.限位件5
40.操作空间6
41.折断方向x
具体实施方式
42.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
43.定位焊是大型机械设备或是船体装配时所必备装配方式,其中工件的连接处通常采用角焊缝进行焊接,以保证焊接强度,在对于大型机械设备或是船体进行焊接前,需要对操作人员进行角焊缝的工件进行折断检查,以确定工件的焊接处是否存在未熔合、夹渣、气孔等焊接不到位的缺陷,为此需要操作人员进行工件折断试验,工件折断试验所采用的工件呈“l”型件,即两杆件或两板件呈垂直进行定位焊接,这种焊接方式的连接处称之为角焊缝。
44.本发明公开了一种角焊缝折断装置,具体结构如图1所示,其包括有基座1和与基座1平行设置的压板2,压板2与基座1通过焊接连接且压板2与基座1之间形成有用于容纳工件的容纳区3,压板2的侧部设置有取放口,取放口连通至容纳区3。
45.具体地,压板2为平面板,压板2与基座之间间隔设置并形成有用于容纳工件的容纳区3,“l”型工件的一端贴合于基座1上且伸入容纳区3内,“l”型工件的另一端则立设于基座1上且不与压板2接触,通过检查人员锤击“l”型工件远离容纳区3的一端,使得“l”型工件两端的连接处具有绕基座1转动的趋势,而通过压板2限制“l”型工件绕锤击受力点转动则使得“l”型工件两端的连接处具有分离的趋势,也就是说“l”型工件角焊缝处具有分离的趋势,进而通过不断锤击“l”型工件远离容纳区3的一端,实现工件的分离,并对角焊缝是否焊接到位进行检查,检查合格后才可相应进行大型机械或是船体的定位焊接,以提高大型机械或是船体装配稳定性,角焊缝的各个焊缝长度为50mm,因焊脚尺寸较小,采用人力即可完成工件焊接后折断操作,通过该角焊缝折断装置对于工件进行折断检查,不仅定位简单,折断方便,而且在折断过程中通过检查人员锤击工件即可实现,避免动用大型定位机械,进行
复杂定位,降低了检查周期和检查成本,使得检查角焊缝是否焊接到位更加方便快捷。
46.此外,由于工件的折断是通过检查人员锤击的方式进行的,在施加锤击载荷时,工件会具有随施加锤击的折断方向x产生移动的趋势,为避免此种情况,在压板2的侧部设置有取放口,取放口与容纳腔3连通,工件则通过沿与折断方向x不同的方向放入或取出,避免工件在放入容纳腔3后因放入容纳区3的工件尺寸较小而导致的锤击将工件沿折断方向x敲击出容纳区3,进而避免折断操作无法进行。
47.在本实施例的一种较佳实施方式中,取放口设置在沿基座1的水平方向与折断方向x相垂直的方向,工件通过取放口放入或取出时能够避免与压板2碰撞,更加符合工件取放逻辑。
48.进一步地,基座1包括有工作台面11和支腿12,工作台面11为平面板,支腿12为矩形柱或是圆柱件,支腿12位于工作台面11底部的各个角部处,工作台面11与支腿12焊接,压板2则与工作台面11平行设置且容纳区3位于压板2与工作台面11之间,支腿12用于支撑工作台面11至一定高度以便于检查人员进行工件折断操作。
49.同时,为便于检查人员进行工件折断操作,压板2沿基座1的高度方向设置,压板2位于工作台面11的上方,工件在放入容纳区3后检查人员对于工件进行折断操作时,施加锤击载荷的方向沿工作台面11的水平方向进行,检查人员无需弯腰操作即可完成工件折断,更加符合操作人员在进行折断检查时的操作逻辑。
50.在本实施例中,压板2与基座1之间还设置有垫块4,垫块4的表面为平面且垫块4的高度不小于部分位于容纳区3内的工件的高度。
51.具体地,工作台面11与压板2之间设置有垫块4,工作台面11与压板2之间的容纳区3的高度即为垫块4的高度,通过将垫块4的高度设置为不小于部分伸入容纳区3内工件的高度,以使得工件能够顺利放入容纳区3,工件的安装更加便捷。
52.另外,垫块4的尺寸小于压板2的尺寸,垫块4的第一端与工作台面11的边缘对齐设置。
53.具体地,垫块4为平面板或是矩形块,垫块4的尺寸小于压板2的尺寸,也就是说垫块4设置在压板2下方时,容纳区3即为压板2尺寸大于垫块4尺寸的下方区域,进一步地,垫块4的第一端靠近工作台面11的边缘设置,以使得容纳区3的尺寸增大,在工件折断时更加省力。
54.在本实施例中,垫块4的第一端和压板2靠近第一端的端部作倒角处理。
55.具体地,垫块4的第一端和压板2靠近垫块4的第一端的端部均作倒角处理,倒角可采用倒圆角或是倒直角,其目的在于消除垫块4或是压板2靠近工作台面11边缘的棱边,避免操作人员在折断操作时身体靠近工作台面11而垫块4或是压板2的棱边所划伤,提高了遮折断操作安全性。
56.在本实施例中,还包括有限位件5,限位件5设于基座1上,限位件5沿工件的折断方向且对应容纳区3设置。
57.具体地,限位件5同样设置在基座1的工作台面11上,工件放置在工作台面11上后沿折断方向x设置有限位件5,限位件5为矩形块或是平面板,限位件5与工作台面11焊接连接,容纳区3靠近垫块4的一侧通过垫块4保证高度的同时,垫块4也将该方向封堵,而容纳区3另一侧设置限位件5,在锤击折断工件的过程中,工件会随锤击沿受力方向向限位件5移
动,通过限位件5防止工件脱离容纳区3,使得压板2持续限制工件绕受力点转动,工件自身的角焊缝处通过压板2、限位件5和工作台面11配合在锤击下折断,进而检查人员将折断后的工件的角焊缝是否焊接到位进行检查。
58.在本实施的另一种实施方式中,限位件5与工作台面11可拆卸连接,限位件5上开设有通孔,工作台面11上开设有螺纹孔,限位件5与工作台面11通过螺栓组件进行连接,
59.在本实施例中,限位件5与压板2之间设有用于折断工件的操作空间6。
60.具体地,工件自身呈“l”型,“l”型工件的一端位于容纳区3内,“l”型工件的另一端立设于工作台面11上且伸出限位件5与压板2之间,限位件5与压板2之间沿工作台面11的水平方向预设一定距离,该距离即为操作空间6,检查人员在折断“l”型工件时,通过锤击“l”型工件伸出限位件5与压板2之间所形成的操作空间6的端部,使得“l”型工件两端连接处绕工作台面11受力,“l”型工件位于容纳区3的端部通过压板2限制,并通过限位件5防止工件在锤击时沿锤击受力方向移出压板2下方的容纳区3,“l”型工件两端连接处在锤击作用下断开,也就是工件的角焊缝相应折断,进而检查人员能够直观的检查工件的角焊缝是否焊接到位,避免焊接不到位引起的工件装配时强度差,以及强度差所引发的安全问题。
61.进一步地,限位件5靠近工作台面11的边缘的端部也作倒角处理,该倒角可以是倒圆角或是倒直角,其目的同样是防止检查人员在折断工件过程中检查人员的身体靠近工作台面11或是限位件5而划伤,以此提高折断检查的安全性。
62.本实施例还提供一种角焊缝折断装置的使用方法,角焊缝折断装置的使用方法采用上述的角焊缝折断装置实现,角焊缝折断装置的使用方法包括以下步骤:
63.s1、将焊接后的工件从角焊缝折断装置侧部设置的取放口放入;
64.s2、将工件伸出角焊缝折断装置的操作空间6部分沿折断方向x用外加载荷锤击的方式将角焊缝折断并检查折断焊缝根部是否存在焊接不到位的情况。
65.具体地,将工件焊接形成“l”型工件,“l”型工件的焊缝采用j507碱性焊条焊接牢固,转角处需进行包角焊接,并将“l”型工件的一端通过取放口放入角焊缝折断装置的容纳区3内,“l”型工件另一端则位于角焊缝折断装置的操作空间6中,沿角焊缝折断装置的折断方向x锤击位于操作空间6中的“l”型工件的端部,该“l”型工件具有沿折断方向x的运动趋势,并且“l”型工件具有绕角焊缝折断装置的工作台面11的表面转动的趋势,该转动趋势通过角焊缝折断装置的压板2进行限制,以防止“l”型工件转动,而在检查人员的锤击作用下,“l”型工件的焊接处则会因锤击的作用力而发生断裂,即“l”型工件的角焊缝出现断裂,将折断后的工件通过取放口取出容纳区3并进行检查,如遇有焊接未熔合、气泡或是夹渣等焊接不到位的情况则判断焊接的操作人员焊接工艺不达标,通过该角焊缝折断装置能够快速、低成本的对于操作人员焊接工艺进行检查,以避免在大型机械或是船体的定位焊接时出现装配问题。
66.另外,将工件从角焊缝折断装置的压板2侧部设置的取放口放入或取出,而不是从压板2下方形成的容纳区3的开口取出,使得工件定位更加方便,通过锤击工件的方式简化了折断工件检查工件角焊缝是否到位的方式,锤击可以采用人工操作,进一步降低了折断检查的成本和周期。
67.在本实施例中,步骤s2中具体包括:利用角焊缝折断装置的限位件5防止工件在工件锤击折断过程中脱离角焊缝折断装置的容纳区3。
68.具体地,将限位件5设置在工件折断方向x上,进而防止在锤击折断工件的过程中工件随锤击受力而移动并脱离容纳区3,也就是通过限位件5使得压板2持续限制工件,便于工件快速折断,减少工件折断时间,防止工件在折断时窜动,并且由于限位件5与取放口设置方向不同,限位件5在限制工件窜动的同时,并不会影响工件折断前后的正常取放,更加方便。
69.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。