1.本发明涉及中间坯制备方法领域,具体涉及一种铰链梁中间坯精准制坯方法。
背景技术:
2.铰链梁为人造金刚石六面顶液压机关键部件,工作时要求其承受高压、反复加卸载。缸径为650mm及以上尺寸的大缸径铰链梁均采用锻造方式生产制造,用于锻造的坯料重量达到十几吨。铰链梁锻件为相邻耳部尺寸不同、对称布置,且底部带锥度的十字形状,在锻造成型时需预先制备十字形中间坯。
3.目前采用制备铰链梁中间坯有三种方法:
4.(1)传统制坯法:采用三角剁刀分料制坯。该方法生产效率低下,且制坯分料精准度较差,常导致后工步装模锻造成型时分料不均匀,影响铰链梁十字耳部成型充填效果。
5.(2)专用模具制坯法:采用专用模具直接成型分料得到十字中间坯。该方法成型效率高,制坯一致型好,但中间坯通体等径,不能得到底部带锥度的十字坯,对后工步装模成型的液压机锻造压力需求增大,设备能力要求高,同时在较大压力成型时也带来模具损耗大,模具使用寿命不高的问题。
6.(3)铸造十字坯法:采用铸造方式直接生产十字形铸坯方式。该方法成本低,形状尺寸可根据铸造模具调整,但该方法坯料为铸态组织,在后工步装模成型时因锻造比不足难以保证铰链梁锻件内部质量。
技术实现要素:
7.本发明意在提供一种铰链梁中间坯精准制坯方法,以在保证铰链梁锻件内部质量的前提下,精准获取中间坯。
8.本方案中的铰链梁中间坯精准制坯方法,包括:
9.步骤1,采用电炉冶炼、炉外精炼、真空脱气处理后的中碳铬钼钢锭,并加热至第一预设温度后进行均温保温,均温保温结束后,依次进行锻造压制钳把、错底、倒棱滚圆得到初始坯料;
10.步骤2,将初始坯料返炉加热至第二预设温度后进行高温保温,高温保温结束后,进行带钳把镦粗、拔长操作,再依次切除钳把、平整端面得到圆柱形坯料;
11.还包括:
12.步骤3,将圆柱形坯料放置于带锥度的镦粗模中进行镦粗成形,让镦粗模内预设的多个刻印镶块在圆柱形坯料上刻印出分料轮廓;
13.步骤4,将刻印出分料轮廓的圆柱形坯料置于组合砧工装中,由组合砧工装沿圆柱形坯料上刻好的分料轮廓压下进行分料,并分两次压下,将圆柱形坯料精准分为互成90
°
的十字形状;
14.步骤5,将具有十字形状的圆柱形坯料在锻造平砧上进行拔长、修整,得到带锥度的中间坯。
15.本方案的有益效果是:
16.通过方法步骤对大型、大质量的圆柱形坯料的加工,在步骤2中的高保温后进行镦粗和拔长工序的联合作业,能够充分锻合钢锭铸态组织中的疏松、孔隙等各种缺陷,并在后续加工后得到精准分料,尺寸精度高的中间坯;制备的中间坯底部带锥度,减小成型压力,提高模具使用寿命;中间坯经过充分镦拔锻造,坯料内部质量好;分料操作简便,生产作业效率高。
17.进一步,所述第一预设温度为1230
±
20℃,所述第二预设温度为1230
±
20℃。
18.有益效果是:通过温度的设置,能够保证圆柱形坯料的状态处于适合加工的状态,同时有利于锻合钢锭内部各种疏松、孔隙等铸态组织缺陷。
19.进一步,所述步骤3中,将圆柱形坯料放入镦粗模的圆柱形镦孔内,让圆柱形坯料的高度减小且直径增大,由圆柱形镦孔竖直段上延伸至锥形段的刻印镶块刻印出分料轮廓,同时由圆柱形镦孔内的锥形段在圆柱形坯料上形成锥度。
20.有益效果是:通过圆柱形镦孔的设置,能够在一次性镦粗的同时,进行分料轮廓的刻印和让圆柱形坯料形成锥度,让大型坯料的加工更方便、快速、准确。
21.进一步,所述步骤3中,在印出分料轮廓后,将刻印镶块从竖直段向锥形段延伸预设长度。
22.有益效果是:通过刻印镶块的延伸长度设置,不会在竖直段与锥形段的交界处形成其他的刻痕,以保证刻印出分料轮廓的平滑性,同时制备的中间坯带锥度,可减小最终成型的压力,既降低对锻压机吨位的需求,又可减少对最终成型模具的损耗。
23.进一步,所述步骤3中,通过在镦粗模外侧壁上设置的两组模吊孔进行起吊,移动镦粗后的圆柱形坯料,将每组模吊孔的中心轴夹角设置为40
°
~60
°
。
24.有益效果是:通过模吊孔的设置,方便对大型坯料进行起吊移动,并且,能够使用两个带子分别起吊,无需使用多个带子进行起吊,同时保证起吊过程中的稳定性。
25.进一步,所述步骤4中,将刻印了分料轮廓的圆柱形坯料吊运至上分料砧座与下分料砧座之间,通过上分料砧座具有预设分料夹角的上三角分料刀和下分料砧座具有预设分料夹角的下分料刀,沿着分料轮廓进行分料。
26.有益效果是:分料刀的分料夹角的设置,以及通过工装进行分料,能够针对大尺寸、大质量的坯料,自动地,进行准确、快速、一次性地分料得到十字形状,节省人力。
27.进一步,所述步骤4中,将上分料砧座与上三角分料刀一体成型,将下三角分料刀与下分料砧座进行插装式设置,让下三角分料刀通过凹座上的凹凸头与下分料砧座插装槽内的凹凸端沿进行插装式连接。
28.有益效果是:下三角分料刀作为承受力的一端,通过插装式设置,能够z哎损坏时便于更换,使用更方便。
29.进一步,所述步骤4中,在凹座插装至插装槽内后,通过凹座上的第一插销孔与凹凸端沿上的第二插销孔对齐形成圆孔,并在圆孔内插入销轴进行限位。
30.有益效果是:通过插销孔的设置,能够防止下三角分料刀使用过程中向上窜动。
附图说明
31.图1为本发明铰链梁中间坯精准制坯方法实施例的流程框图;
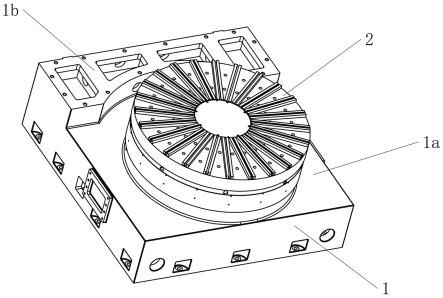
32.图2为本发明铰链梁中间坯精准制坯方法实施例中镦粗模的纵向剖面图;
33.图3为图2镦粗模的俯视图;
34.图4为本发明铰链梁中间坯精准制坯方法实施例中组合砧工装的主视图;
35.图5为图4中凹座的三视图;
36.图6为图4中下分料砧座的结构示意图;
37.图7为本发明铰链梁中间坯精准制坯方法实施例中得到中间坯的形状示意图。
具体实施方式
38.下面通过具体实施方式进一步详细说明。
39.说明书附图中的附图标记包括:镦粗模1、圆柱形镦孔2、刻印镶块3、锥形段4、竖直段5、模吊孔6、下燕尾7、下吊孔8、中吊孔9、凹座10、下三角分料刀11、第二插销孔12、第一插销孔13、凹凸头14、上分料砧座15、凹凸端沿16、插装槽17、上燕尾18、上吊孔19、上三角分料刀20、接触端面21、下分料砧座22。
40.实施例
41.为实现本实施例的铰链梁中间坯精准制坯方法,公开了一种镦粗模,如图2和图3所示,镦粗模1的外形轮廓设置成圆柱状,镦粗模1内设有圆柱形镦孔2,圆柱形镦孔2包括竖直段5和锥形段4。圆柱形镦孔2内焊接有多个刻印镶块3,刻印镶块3磨损后可以更换,维护简单。镦粗模1和刻印镶块3使用中碳合金钢或模具钢锻件制成,能够在坯料的高温作用下不变形。锥形段4的锥度夹角与铰链梁锻件底部斜度相同。刻印镶块3的外侧端面呈半圆弧形,刻印镶块3圆弧的直径为30mm-50mm,刻印镶块3的形状能够便于坯料刻印过程中顺滑地移动,不会被卡住,同时圆弧的直径设置不会对坯料后续的分料造成干扰。
42.刻印镶块3沿着竖直段5内壁圆周布置并延伸至锥形段4的预设距离处,预设距离根据实际情况进行设置,例如预设距离设置为100mm,刻印镶块3的刻印夹角按铰链梁锻件相邻两耳片尺寸比值进行设定,相邻刻印镶块3与圆心连线的最小角度为刻印夹角,刻印夹角设置为80
°±
1.5
°
。
43.镦粗模1的外侧壁上开设有多个用于起吊的模吊孔6,模吊孔6位于镦粗模1高度上的中部位置处,模吊孔6的孔中心与圆柱形镦孔2的直径同线相对布置,模吊孔6设置四个,模吊孔6成对且对立地设置,即每两个模吊孔6为一对,两个正对设置的刻印镶块3位于成对的两个模吊孔6中间位置处,成对的两个模吊孔6的中心线夹角为40
°
~60
°
。
44.组合砧工装,如图4、图5和图6所示,包括配合使用的上分料砧座15和下分料砧座22,上分料砧座15一体成型有用于与锻压机固定连接的上燕尾18,下分料砧座22上一体成型有用于与锻压机固定的下燕尾7。上分料砧座15与下分料砧座22的接触端面21均为平面状,上分料砧座15与下分料砧座22的接触端面21长度为300mm~500mm,两个砧座接触断面的设置,能够在不借助专门制作的三角保护架进行放置,便于实现分料砧的存放、吊运、装卸等使用过程。
45.上分料砧座15上一体成型有用于中间坯分料的整体式三角分料砧,整体式三角分料砧与上燕尾18位于对立侧设置,整体式三角分料砧上焊接有上三角分料刀20,上三角分料刀20的分料夹角为90
°
,上三角分料刀20的径向截面呈锥状,上三角分料刀20的锥状端为圆弧形,分料夹角即上三角分料刀20锥状端部的夹角,即上三角分料刀20刃部的夹角。
46.下分料砧座22上开设有插装槽17,插装槽17为通槽,插装槽17与下燕尾7位于对立侧设置,插装槽17内卡接有用于中间坯分料的插装式分料砧。插装式分料砧包括凹座10和下三角分料刀11,凹座10卡接在插装槽17内,下三角分料刀11焊接在凹座10内,下三角分料刀11的分料夹角为90
°
,下三角分料刀11与上三角分料刀20的形状相同,因生产使用中插装式分料砧与红热坯料接触时间长,刃口损耗较快,采用插装式的分料砧便于工装的维护保养,还能在完成中间坯分料后装配其它砧块,实现多功能复合应用。
47.凹座10的两端处一体成型有用于卡接的凹凸头14,插装槽17的两端壁上一体成型有与凹凸头14匹配的凹凸端沿16,本实施例中凹凸头14和凹凸端沿16形状呈方波状,通过凹凸头14和凹凸端沿16的配合,提高凹座10在插装槽17内固定的稳定性,防止凹座10在宽度方向上的窜动。在其他实施例中,凹凸头14和凹凸端沿16的形状呈波纹状,波纹状比较平滑,受力过程中不容易磨损。在另外的实施例中,凹凸头14和凹凸端沿16的形状还可以呈锯齿状,限位更稳定。
48.凹座10的两端处开设有第一插销孔13,凹凸端沿16上开设有第二插销孔12,第一插销孔13在凹座10插入插装槽17后与第二插销孔12相正对,第一插销孔13的径向截面为圆形,第二插销孔12的径向截面为半圆形,第一插销孔13和第二插销孔12均为在宽度方向上贯穿的通孔,第一插销孔13和第二插销孔12正对扣合后的截面为圆形,以供插入销轴,防止下三角分料砧向上窜动。
49.上分料砧座15上开设有多个用于起吊的上吊孔19,上吊孔19对称分布于上分料砧座15宽度所在的两端面上,即图示的左右两侧上,上吊孔19设置四个,上分料砧座15的每个宽度所在侧面设置两个上吊孔19。凹座10上开设有多个用于起吊的中吊孔9,中吊孔9对称分布于凹座10长度所在的两端面上,中吊孔9设置四个,凹座10的每个长度所在端面设置两个中吊孔9。下分料砧座22上开设有多个用于起吊的下吊孔8,下吊孔8对称分布于下分料砧座22宽度所在的两端面上,下吊孔8设置四个,下分料砧座22的每个宽度所在端面设置两个下吊孔8。
50.铰链梁中间坯精准制坯方法,如图1所示,包括:
51.步骤1,采用电炉冶炼、炉外精炼、真空脱气处理后的中碳铬钼钢锭,并加热至第一预设温度后进行均温保温,均温保温结束后,依次进行锻造压制钳把、错底、倒棱滚圆得到初始坯料,所述第一预设温度为1230
±
20℃。
52.步骤2,将初始坯料返炉加热至第二预设温度后进行高温保温,高温保温结束后,进行带钳把镦粗、拔长操作,再依次切除钳把、平整端面得到圆柱形坯料,所述第二预设温度为1230
±
20℃。通过本步骤的操作,能够充分锻合钢锭铸态组织避免内部缺陷。
53.步骤3,将圆柱形坯料放置于带锥度的镦粗模1中进行镦粗成形,让镦粗模1内预设的多个刻印镶块3在圆柱形坯料上刻印出分料轮廓。镦粗刻印时,将圆柱形坯料放入镦粗模1的圆柱形镦孔2内,让圆柱形坯料的高度减小且直径增大,由圆柱形镦孔2竖直段5上延伸至锥形段4的刻印镶块3刻印出分料轮廓,同时由圆柱形镦孔2内的锥形段4在圆柱形坯料上形成锥度;在印出分料轮廓后,将刻印镶块3从竖直段5向锥形段4延伸预设长度。通过在镦粗模1外侧壁上设置的两组模吊孔6进行起吊,移动镦粗后的圆柱形坯料,将每组模吊孔6的中心轴夹角设置为40
°
~60
°
。通过使用镦粗模进行圆柱形坯料的加工,能够得到带锥度的坯料,且坯料装模后有四个刻印,为下工序精准分料提供印记。
54.步骤4,将刻印出分料轮廓的圆柱形坯料置于组合砧工装中,由组合砧工装沿圆柱形坯料上刻好的分料轮廓压下进行分料,并分两次压下,将圆柱形坯料精准分为互成90
°
的十字形状。将刻印了分料轮廓的圆柱形坯料吊运至上分料砧座15与下分料砧座22之间,通过上分料砧座15具有预设分料夹角的上三角分料刀20和下分料砧座22具有预设分料夹角的下分料刀,沿着分料轮廓进行分料。即上分料砧座15与上三角分料刀20一体成型,将下三角分料刀11与下分料砧座22进行插装式设置,让下三角分料刀11通过凹座10上的凹凸头14与下分料砧座22插装槽17内的凹凸端沿16进行插装式连接。在凹座10插装至插装槽17内后,通过凹座10上的第一插销孔13与凹凸端沿16上的第二插销孔12对齐形成圆孔,并在圆孔内插入销轴进行限位。
55.步骤5,将具有十字形状的圆柱形坯料在锻造平砧上进行拔长、修整,得到带锥度的中间坯,如图7所示。通过本步骤的加工,能够为后工序装模成型做好精准分料,同时减小成型压力。
56.本实施例通过方法步骤,先通过步骤2的变形,达到充分锻合铸态组织内部缺陷,获得内部组织质量高的坯料;再在步骤3中装入具有锥度的镦粗模内,通过带锥度制坯模的精准设计,得到带锥度坯料;最后由步骤4和5进行分料和处理,整体工序以组合式整体高效分料设计,将坯料沿刻印劈开,得到十字形中间坯,能够对大尺寸、大质量的圆柱形坯料进行锻造,可得到精准分料,尺寸精度高的中间坯;制备的中间坯底部带锥度,减小成型压力,提高模具使用寿命;中间坯经过充分镦拔锻造,坯料内部质量好;分料操作简便,生产作业效率高。
57.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。