1.本实用新型涉及机加工监测技术领域,尤其涉及一种扭矩式监测刀柄。
背景技术:
2.目前大多数机床刀具监测方式是通过采集加工过程中机床主轴的电流信号,并与设定的加工刀具的崩刃阈值及破损阈值进行比较;在切削过程中,当达到设定阈值时,发出警告信号。但是当采用小直径的加工刀具时,加工刀具在磨损等其他异常状态下无法使机床主轴的电流信号产生明显变化,因此,目前的加工刀具监测方式无法适用小直径的加工刀具。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种扭矩式检测刀柄,以解决目前的加工刀具监测方式无法适用监测小直径的加工刀具的问题。
4.为了解决上述技术问题,本实用新型采用的技术方案为:
5.一种扭矩式监测刀柄,包括:刀柄本体、扭矩检测组件以及刀具固定组件;
6.所述刀柄本体与所述刀具固定组件固定连接,所述扭矩检测组件设置于所述刀柄本体的内部,所述扭矩检测组件用于检测刀具的扭矩,并输出对应的扭矩信号,并将扭矩信号发送至外部的接收终端,以通过接收终端根据所述扭矩信号判断刀具的磨损状态。
7.进一步的,所述刀柄本体包括:
8.用于连接机床主轴的上分体,所述上分体的底部设置有端盖;
9.扭矩测力载体,所述扭矩测力载体为类圆柱体结构,内部设置有用于收容部分的所述扭矩检测组件的第一容腔;
10.预紧块,所述预紧块与所述扭矩测力载体的外圆周的轴心偏心设置,并位于所述第一容腔内,所述预紧块分别与所述上分体的所述端盖以及所述扭矩测力载体固定连接;
11.下分体,所述下分体设置有用于收容剩余部分的所述扭矩检测组件的第二容腔,所述第二容腔连通所述第一容腔,所述下分体的顶部与所述扭矩测力载体固定连接,所述下分体的底部与所述刀具固定组件固定连接;
12.所述扭矩检测组件包括收容于所述第一容腔内的压电传感器,所述压电传感器与所述扭矩测力载体的外圆周的轴心偏心设置,且所述压电传感器的检测面与所述预紧块抵接,所述预紧块用于在所述上分体转动时向所述压电传感器施加正压力,所述传感器用于响应所述正压力输出对应的扭矩信号。
13.进一步的,所述扭矩检测组件还包括:
14.电池,所述电池收容于所述第一容腔内;以及
15.电路板,所述电路板分别与所述电池以及所述压电传感器电连接,用于接收所述扭矩信号并发送至外部的接收终端,所述电路板收容于所述下分体的所述第二容腔内。
16.进一步的,所述预紧块设置有竖直方向上的第一螺纹孔,所述端盖对应所述第一
螺纹孔设置有t字形滑槽;
17.所述t字形滑槽穿设有第一螺钉并与所述第一螺纹孔固定配合。
18.进一步的,所述压电传感器沿检测面的法向方向上设置有避让孔,所述预紧块对应所述避让孔设置有第二螺纹孔,所述扭矩测力载体对应所述第二螺纹孔设置有沉孔,所述扭矩测力载体设置有第二螺钉,所述第二螺钉依次穿设于所述沉孔以及所述避让孔,并与所述第二螺纹孔固定配合。
19.进一步的,所述压电传感器设置有两个,包括第一压电传感器和第二压电传感器,所述第一压电传感器和所述第二压电传感器以所述扭矩测力载体的外圆周的轴心为中心相距180
°
设置;
20.所述预紧块设置有两个,包括第一预紧块和第二预紧块,所述第一预紧块与所述第二预紧块之间以所述扭矩测力载体的外圆周的轴心为中心相距180
°
设置,所述第一预紧块抵接所述第一压电传感器的检测面,所述第二预紧块抵接所述第二压电传感器的检测面。
21.进一步的,所述电路板为环形电路板,所述电池设置于所述扭矩测力载体的中心位置,并部分悬置于所述第二容腔内。
22.进一步的,所述电路板设置有无线模块,所述无线模块与外部的接收终端通信连接,用于通过无线传输方式将所述扭矩信号发送至外部的接收终端。
23.进一步的,所述下分体的外圆周上设置有若干个用于使所述扭矩信号发送至外部的信号传输窗口。
24.进一步的,所述压电传感器为包括多层压电陶瓷片堆叠结构的压电传感器。
25.本实用新型的有益效果在于:通过在刀具本体上设置扭矩检测组件,并通过扭矩检测组件获取刀具加工过程中的扭矩信号,接收终端根据扭矩信号判断刀具的工作状态,从而实现对刀具的监测。相较于现有的加工刀具监测方式,本技术的扭矩式监测刀柄通过获取刀具的扭矩方式进行监测,可以适用与不同直径尺寸的刀具。
附图说明
26.图1为本实用新型实施例的扭矩式监测刀柄的结构示意图;
27.图2为图1中a-a截面的剖切示意图;
28.图3为图1中b-b截面的剖切示意图;
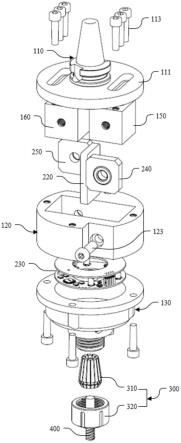
29.图4为本实用新型实施例的扭矩式监测刀柄的结构爆炸图;
30.图5为本实用新型实施例的上分体的结构示意图;
31.图6为本实用新型实施例的扭矩测力载体的结构示意图;
32.图7为本实用新型实施例的预紧块的结构示意图;
33.图8为本实用新型实施例的下分体的结构示意图;
34.图9为本实用新型实施例的压电传感器的结构示意图。
35.标号说明:
36.100、刀柄本体;110、上分体;111、端盖;112、t字形滑槽;113、第一螺钉;120、扭矩测力载体;121、第一容腔;122、沉孔;123、第二螺钉;130、下分体;131、第二容腔;132、信号传输窗口;140、预紧块;141、第一螺纹孔;142、第二螺纹孔;210、压电传感器;211、避让孔;
220、电池;230、电路板;240、第一压电传感器;250、第二压电传感器;150、第一预紧块;160、第二预紧块;300、刀具固定组件;310、夹筒;320、螺帽;400、铣刀。
具体实施方式
37.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
38.实施例
39.请参照图1至图9,本实用新型的实施例为:
40.请参照图1至图4,一种扭矩式监测刀柄,包括:刀柄本体100、扭矩检测组件以及刀具固定组件300。所述刀柄本体100与所述刀具固定组件300固定连接,所述扭矩检测组件设置于所述刀柄本体100的内部,所述扭矩检测组件用于检测刀具的扭矩,并输出对应的扭矩信号,并将扭矩信号发送至外部的接收终端,以通过接收终端根据所述扭矩信号判断刀具的磨损状态。其中,接收终端可以为示波器、计算机等装置,可以根据实际需要进行调整。
41.本实施例的所述扭矩式监测刀柄的原理为:刀柄本体100上设置有扭矩检测组件,刀具固定于刀具固定组件300上,当刀柄本体100带动刀具转动时,扭矩检测组件获取刀具的扭矩,并输出对应的扭矩信号至外部的接收终端,通过外部的接收终端根据扭矩信号判断当前刀具的磨损状态。当刀具磨损时,会使扭矩信号发生改变,从而判断刀具磨损或损坏。示例性地,接收终端将扭矩信号与预设阈值进行比较,当扭矩信号超过预设阈值时,则判断刀具磨损严重,并发出对应的警报。
42.可以理解的,本实施例的扭矩式监测刀柄相较于现有的加工刀具监测方式,通过获取刀具的扭矩判断加工刀具的磨损情况,可以适用与不同直径尺寸的刀具。
43.请参照图2至图9,具体的,所述刀柄本体100包括:用于连接机床主轴的上分体110,所述上分体110的底部设置有端盖111。扭矩测力载体120,所述扭矩测力载体120为类圆柱体结构,内部设置有用于收容部分的所述扭矩检测组件的第一容腔121。预紧块140,所述预紧块140与所述扭矩测力载体120的外圆周的轴心偏心设置,并位于所述第一容腔121内,所述预紧块140分别与所述上分体110的所述端盖111以及所述扭矩测力载体120固定连接。下分体130,所述下分体130设置有用于收容剩余部分的所述扭矩检测组件的第二容腔131,所述第二容腔131连通所述第一容腔121,所述下分体130的顶部与所述扭矩测力载体120固定连接,所述下分体130的底部与所述刀具固定组件300固定连接。
44.所述扭矩检测组件包括收容于所述第一容腔121内的压电传感器210,所述压电传感器210与所述扭矩测力载体120的外圆周的轴心偏心设置,且所述压电传感器210的检测面与所述预紧块140抵接,所述预紧块140用于在所述上分体110转动时向所述压电传感器210施加正压力,所述传感器用于响应所述正压力输出对应的扭矩信号。
45.本实施例中,上分体110、扭矩测力载体120以及下分体130依次连接形成容纳扭矩检测组件的密闭容置空间。上分体110上设置有用于连接机床主轴的结构,上分体110的端盖111为圆形端盖111,上分体110通过端盖111与预紧块140固定连接,上分体110作为扭矩的输入端,机床主轴带动上分体110转动,上分体110转动过程中带动预紧块140偏心转动,使得预紧块140向压电陶瓷片施加正向压力,压电陶瓷片响应该正向压力输出电信号形式的扭矩信号,电信号的自然降低或突然降低等关联到刀具磨损情况或破损,从而实现扭矩
检测。
46.另外,本实施例的刀柄本体100为分体设置,便于扭矩检测组件的安装及维修更换。本实施例中,第一容腔121为立方体容腔,第二容腔131为圆柱体容腔。在其他实施例中,扭矩检测组件的感测元件可以为其他类型的传感器,此处不作限制。
47.可选的,所述压电传感器210为包括多层压电片陶瓷堆叠结构的压电传感器210。本实施例采用包括多层压电陶瓷片堆叠结构的压电传感器210,在性能上比传统石英传感器成本更低,结构更简单。
48.请参照图2至图4,具体的,所述扭矩检测组件还包括:电池220,所述电池220收容于所述第一容腔121内。电路板230,所述电路板230分别与所述电池220以及所述压电传感器210电连接,用于接收所述扭矩信号并发送至外部的接收终端,所述电路板230收容于所述下分体130的所述第二容腔131内。
49.本实施例中,电路板230上设置有压电传感器210工作所需的相关检测电路,电池220用于为电路板230和压电传感器210供电。示例性地,下分体130为具有多个不同外圆周直径的类回转体结构,由于第二容腔131为圆柱体容置空间,电路板230可以采用圆形电路板230,以嵌设至第二容腔131内。
50.可选的,所述电路板230为环形电路板230,所述电池220设置于所述扭矩测力载体120的中心位置,并部分悬置于所述第二容腔131内。可以理解的,本实施例采用环形电路板230,电路板230的中心是空白区域,可用于容置电池220的部分体积,并且,本实施例将电池220设置于扭矩测力载体120的中心位置,使得刀柄的重心保持在中心位置,有利于保持刀柄的正常转动,同时,也便于通过拆卸上分体110以随时进行电池220更换。在其他实施例中,电路板230可以采用结构,示例性地,本实施例采用上、下两块电连接的环形电路板230,为检测电路提供足够的排布空间。本实施例中,电池220采用型号为853759t的聚合物锂电池220。
51.请参照图7,可选的,所述预紧块140设置有竖直方向上的第一螺纹孔141,所述端盖111对应所述第一螺纹孔141设置有t字形滑槽112。所述t字形滑槽112穿设有第一螺钉113并与所述第一螺纹孔141固定配合。可以理解的,本实施例在端盖111上设置t字形滑槽112,因此,上分体110和预紧块140的连接位置可以进行调节,不会受到预紧力的影响,有利于保证扭矩的高精度测量。
52.请参照图3、图4、图6、图7以及图9,可选的,所述压电传感器210沿检测面的法向方向上设置有避让孔211,所述预紧块140对应所述避让孔211设置有第二螺纹孔142,所述扭矩测力载体120对应所述第二螺纹孔142设置有沉孔122,所述扭矩测力载体120设置有第二螺钉123,所述第二螺钉123依次穿设于所述沉孔122以及所述避让孔211,并与所述第二螺纹孔142固定配合。
53.可以理解的,第二螺钉123依次穿过沉孔122和避让孔211后与第二螺纹孔142固定配合,使得扭矩测力载体120、预紧块140以及压电传感器210结合为一体,预紧块140抵压电传感器210以提供预紧力,而压电传感器210抵压第一容腔121的内侧壁,从而使整体结构在刀柄转动时更加稳定,有利于提高扭矩信号的检测稳定性。其中,预紧块140的预紧力可以通过第二螺钉123进行调节。
54.请参照图2至图4,所述压电传感器210设置有两个,包括第一压电传感器240和第
二压电传感器250,所述第一压电传感器240和所述第二压电传感器250以所述扭矩测力载体120的外圆周的轴心为中心相距180
°
设置。所述预紧块140设置有两个,包括第一预紧块150和第二预紧块160,所述第一预紧块150与所述第二预紧块160之间以所述扭矩测力载体120的外圆周的轴心为中心相距180
°
设置,所述第一预紧块150抵接所述第一压电传感器240的检测面,所述第二预紧块160抵接所述第二压电传感器250的检测面。
55.可以理解的,本实施例采用180
°
间隔设置的两个压电传感器210以及两个预紧块140,并使其一一对应配合使用,可以使得刀柄在转动时保持平衡稳定,并且,示例性地,通过两个压电传感器210的扭矩信号进行比较,可以判断刀柄转动过程中心轴是否出现偏移等。示例性地,当采用单个压电传感器210时,需要设置与压电传感器210等间距环形阵列的配重件,配重件的重量被配置为与压电传感器210和预紧块140的重量之和相等,从而保证刀柄转动时保持平衡。
56.在机床切削参数监控的过程中,通常是将相关的测力仪安装在刀柄或工作台上,测力仪内使用应变式、电容式、电感式或压电式等敏感元件感知切削过程中的被测信息,感测元件按一定的规律将被测信息转变为电信号输出。输出的电信号经导线接入到信号处理仪器中处理,对电信号进行滤波和放大等处理,随后可接入到电表、示波器或计算机的软件中进行显示。由此可见,实时监控中使用的监测设备庞大且连接繁杂,若监测的机床切削参数较多或机床主轴呈旋转运动状态时,会带来使用困难的问题,甚至难以实现机床切削参数的实时监测。
57.因此,为了优化监测系统中各个元器件的连接,本实施例中,所述电路板230设置有无线模块,所述无线模块与外部的接收终端通信连接,用于通过无线传输方式将所述扭矩信号发送至外部的接收终端。相应的,接收终端上设置有接收扭矩信号格式的无线信号接收器。
58.可以理解的,本实施例在电路板230上设置无线模块,将扭矩信号以无线传输方式实时发送至外部的接收终端,以避免复杂的安装接线操作,简化刀具监控系统的线路连接。其中,无线模块采用现有的模块,无线模块可以为蓝牙模块、wi-fi模块、紫蜂(zigbee)模块、lora(long range radio,远距离无线电)模块等其中的一种模块,本实施例采用现有的蓝牙模块,在其他实施例中可以选择其他无线模块,此处不作限制。
59.请参照图8,进一步的,所述下分体130的外圆周上设置有若干个用于使所述扭矩信号发送至外部的信号传输窗口132。具体的,下分体130的外圆周环形阵列设置四个信号传输窗口132,避免无线信号被屏蔽,有利于扭矩信号以无线信号的方式传输至刀柄的外部。
60.请参照图1、图2以及图4示例性地,本实施例的扭矩式监测刀柄为铣刀400刀柄,刀具固定组件300包括夹筒310和螺帽320,夹筒310设置于下分体130的底部,下分体130的底部还设置有与螺帽320配合的外螺纹,铣刀400安装于夹筒310内,通过拧紧螺帽320,使铣刀400固定于刀柄上。
61.另外,本实施例的扭矩式监测刀柄中的扭矩检测组件、扭矩测力载体120等部件除了应用于机加工机床,还可以用于风力发电机主轴的主轴监测等,此处不作限制。
62.综上所述,本实用新型提供的扭矩式监测刀柄,通过在刀具本体上设置扭矩检测组件,并通过扭矩检测组件获取刀具加工过程中的扭矩信号,接收终端根据扭矩信号判断
刀具的工作状态,从而实现对刀具的监测。相较于现有的加工刀具监测方式,本技术的扭矩式监测刀柄通过获取刀具的扭矩方式进行监测,可以适用与不同直径尺寸的刀具。
63.另外,刀柄本体为分体设置,便于扭矩检测组件的安装及维修更换。本技术还采用180
°
间隔设置的两个压电传感器以及两个预紧块,并使其一一对应配合使用,可以使得刀柄在转动时保持平衡稳定,并且,通过将两个压电传感器的扭矩信号进行比较,可以判断刀柄转动过程中心轴是否出现偏移等。
64.本技术中,电路板上设置有无线模块,将扭矩信号以无线传输方式发送至外部的接收终端,以避免复杂的安装接线操作,简化刀具监控系统的线路连接。
65.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。