1.本实用新型属于汽车尾气处理组件加工技术应用设备领域,尤其涉及一种用于尾气处理排气端盖与法兰组装的焊接夹具工装。
背景技术:
2.随着社会经济的高速发展与人们生活水平的日益提高,汽车已经是人们在出行中不可或缺的一种交通工具,而随着汽车数量越来越多,在给人们带来方便的同时,其排放的大量尾气给环境造成了污染,尾气在直接危害人体健康的同时,还会对人类生活的环境产生深远影响,环境压力越来越大;其中,汽车尾气污染主要是以下两个方面,一是汽车尾气中的化学污染物和颗粒污染物影响空气质量,二是汽车尾气中存在大量余热没有利用,导致城市热岛效应;因此,针对汽车尾气的净化治理任重道远。
3.现有技术中,常用的尾气处理装置包括有进气模块、净化模块和排气模块;其中,排气模块是用于将发动机排出的废气引向排气管的装置部件,在现有排气模块的各组件生产加工过程中,尤其是排气端盖,通常会在排气模块上安装一个隔热罩,根据厂房内工件组件的生产加工流程,待隔热罩完成焊接工作后,需要在排气端盖上进行安置用于连接的法兰组件,一般来说,该法兰组件包括有套设在排气端盖一端内的套管和位于套管一端的法兰盘,工件的组成零件较多,这也为其开展相应的焊接工作带来的一定的弊端:在目前实际生产加工过程中,人们通常是将焊接有隔热罩的排气端盖整体竖直放置在工作台上,然后,操作人员一只手将套管放置在排气端盖上,然后对其进行扶持,另一只手手持焊枪,开展相应的焊接工作,待该套管焊接完成后,在将法兰盘放置在套管上,重复上述相类似的操作步骤,再对法兰盘进行焊接上,上述的生产加工工作较为繁琐、复杂,多次放置工件及利用人工扶持来焊接,很容易使得工件发生偏移且存在配合不够紧密的情况发生,且工人劳动强度高,生产工作进程受限,耗时费力;此外,人工长时间的扶持工件,手臂可能会出现酸麻等不适,会影响后续的焊接效果,导致工件成型质量不佳,不符合成品生产标准,严重的还会造成工件的报废,增加了生产成本,厂房经济效益低下,难以满足厂房的生产加工使用需求。
技术实现要素:
4.本实用新型针对上述的排气端盖与所存在的技术问题,提出一种设计合理、结构简单、加工方便且能够代替人工完成对排气模块的排气端盖与待连接法兰组件间的预夹紧,提升装置部件间配合的紧密性与稳定性,降低其出现偏移的可能,保证工件成型质量,同时,不仅降低了人们的劳动强度,节约时间成本,确保焊接加工工作的有效开展,提高工作进程,而且还降低了生产加工过程中的危险性,保障人们的人身安全,满足生产使用需求的用于尾气处理排气端盖与法兰组装的焊接夹具工装。
5.为了达到上述目的,本实用新型采用的技术方案为一种用于尾气处理排气端盖与法兰组装的焊接夹具工装,包括焊接夹具工装本体,所述焊接夹具工装本体包括工作台,所
述工作台上端自左至右依次设置有法兰夹紧装置、辅助支撑装置和排气端盖夹紧装置,所述法兰夹紧装置包括对法兰起夹紧作用的气动卡盘,所述气动卡盘下端设置有便于气动卡盘自由移动的移动锁止机构,所述排气端盖夹紧装置包括支撑架,所述支撑架上端倾斜设置有用于排气端盖大开口处稳定放置的载盘,所述载盘后侧方的支撑架上设置有用于抵紧排气端盖上方的压紧装置,所述载盘内设置有用于辅助法兰夹紧装置夹持工件的顶伸机构,所述顶伸机构一侧的载盘前端设置有与排气端盖内凹处内侧壁相对应且起支撑作用的承载部件。
6.作为优选,所述辅助支撑装置包括呈l形设计的l形台,所述l形台一侧设置有连接罩,所述连接罩内设置有小气缸,所述小气缸上端设置有呈工形设计的连接块,所述连接块上端设置有呈弧形状设计的放置块,所述放置块内设置有防护垫,所述放置块一侧螺纹连接有呈弧形状设计的防护板。
7.作为优选,所述移动锁止机构包括放置板,所述放置板上端对称设置有两个撑板,所述撑板上端设置有呈凹形设计的安置板,所述安置板下端设置有第一气缸,且位于两个撑板之间,所述第一气缸端部设置有呈工形设计的连接杆,并与移动块的一侧相连接,所述安置板上端设置有滑条,所述滑条上端套设有移动块,所述安置板一侧设置有呈凹形设计的定位架,所述定位架内设置有呈钝角状设计的压把,所述移动块一侧设置有键形块,键形块一端与移动块相铰接,另一端与压把相铰接。
8.作为优选,所述载盘内开设有与排气端盖大开口处相适配的环槽,所述载盘前端设置有呈等腰梯形状设计的限位块,四个所述的限位块均匀排布在载盘的边角处,且其下底边呈弧形状设计并与环槽相适配,所述环槽内还设置有呈 t形状设计且与排气端盖大开口处下端相卡合的卡块。
9.作为优选,所述压紧装置包括与载盘螺纹连接的楔形台,两个所述楔形台之间设置有安置座,所述安置座上端设置有转动臂,所述压紧装置还包括用于驱动转动臂发生转动的旋转气缸,所述的转动臂一侧设置有手动转把,所述转动臂前端设置有呈钝角状设计的横杆,所述横杆前端下方设置有呈凹形设计的自找平顶杆,所述自找平顶杆的两端下方设置有下端面呈弧形状设计且与排气端盖外周相适配的适配块。
10.作为优选,所述顶伸机构包括设置在支撑架上且与载盘相连接的载板,所述载板上端设置有呈凹形设计的放置架,所述放置架的一端设置有第二气缸,另一端设置有套筒,所述套筒内设置有移动杆,且与第二气缸移动端相连接,所述移动块一端设置有呈三角状设计且与排气端盖小开口处内壁相抵靠的适配盘,所述适配盘外周呈阶梯弧形状设计。
11.作为优选,所述承载部件包括与载盘相螺纹连接且呈l形设计的顶板,所述顶板上端开设有与排气端盖内凹处的内侧壁相适配的弧形槽。
12.与现有技术相比,本实用新型的优点和积极效果在于,
13.1、本实用新型提供的一种用于尾气处理排气端盖与法兰组装的焊接夹具工装,通过设置的排气端盖夹紧装置,一方面能够对排气端盖起到有效的支撑,另一方面可以利用压紧装置,完成对排气端盖上端的压紧,保证其在竖直方向上的稳定性;通过设置的法兰夹紧装置,能够实现对法兰部件的稳定夹紧,并带动其抵至其他的待连接工件处,完成配合连接;通过设置辅助支撑装置、顶伸机构和承载部件,能够进一步完成对待焊接工件各组件的稳定放置及支撑,这样,能够有效代替人工完成对装置部件间的夹紧、定位,提升其配合的
紧密性,防止设备部件发生偏移或松动,保证工件成型质量,并提升工作进程,满足生产加工的使用需求;本装置设计合理、结构简单、加工方便且能够代替人工完成对排气模块的排气端盖与待连接法兰组件间的预夹紧,提升装置部件间配合的紧密性与稳定性,降低其出现偏移的可能,保证工件成型质量,同时,不仅降低了人们的劳动强度,节约时间成本,确保焊接加工工作的有效开展,提高工作进程,而且还降低了生产加工过程中的危险性,保障人们的人身安全,满足生产使用需求。
附图说明
14.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
15.图1为用于尾气处理排气端盖与法兰组装的焊接夹具工装的结构示意图;
16.图2为用于尾气处理排气端盖与法兰组装的焊接夹具工装另一视角的结构示意图;
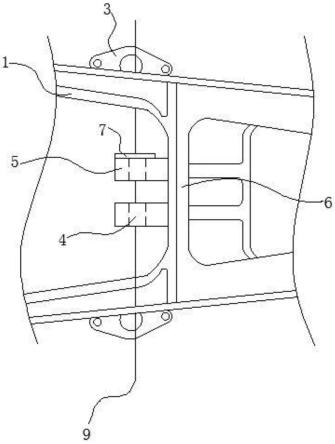
17.图3为用于尾气处理排气端盖与法兰组装的焊接夹具工装的结构正视图;
18.图4为图1中a处结构的局部放大示意图;
19.图5为图1中b处结构的局部放大示意图;
20.图6为辅助支撑装置的结构示意图;
21.图7为排气端盖、套管和法兰待连接的结构示意图;
22.图8为用于尾气处理排气端盖与法兰组装的焊接夹具工装工作状态下的结构示意图;
23.以上各图中,1、焊接夹具工装本体;1a、工作台;2、气动卡盘;3、辅助支撑装置;301、l形台;302、连接罩;303、小气缸;304、连接块; 305、放置块;306、防护垫;307、防护板;4、移动锁止机构;401、放置板;402、撑板;403、安置板;404、第一气缸;405、连接杆;406、滑条;407、移动块;408、定位架;409、压把;410、键形块;5、支撑架; 6、载盘;601、环槽;602、限位块;603、卡块;7、压紧装置;701、楔形台;702、安置座;703、转动臂;704、旋转气缸;705、手动转把;706、横杆;707、自找平顶杆;708、适配块;8、顶伸机构;801、载板;802、放置架;803、第二气缸;804、套筒;805、移动杆;806、适配盘;9、承载部件;901、顶板;902、弧形槽;10、法兰;11、排气端盖。
具体实施方式
24.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
25.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
26.实施例,如图1、图2、图3、图4、图5、图6、图7、图8所示,一种用于尾气处理排气端盖
与法兰组装的焊接夹具工装,包括焊接夹具工装本体1,焊接夹具工装本体1包括工作台1a,以用于提升该装置设备整体放置的稳定性,确保生产工作的有效进行;具体的说,工作台1a上端自左至右依次设置有法兰夹紧装置、辅助支撑装置3和排气端盖夹紧装置,法兰夹紧装置包括对法兰10 起夹紧作用的气动卡盘2,其中,气动卡盘2为现有成熟技术,其工作原理是以压缩空气带动其内藏气缸中的活塞运动来实现卡盘的夹紧动作,由于其定心性能好,工作可靠、动作迅速且操作方便,其也在数控车床上得到了广泛应用,在本装置设备中的应用是用于对法兰10部件进行夹紧,防止其出现偏移或松动;进一步的,气动卡盘2下端设置有便于气动卡盘2自由移动的移动锁止机构4,用于带动气动卡盘2至不同的位置,便于实现各装置部件间的有效配合,进而使得气动卡盘2能够有效抵靠至放置完成的套管工件处,以为后续焊接工作的开展提供先决条件;进一步的,排气端盖夹紧装置包括支撑架5,支撑架5 上端倾斜设置有用于排气端盖11大开口处稳定放置的载盘6,提升排气端盖11 所放置的稳定性,将其发生偏移的可能,载盘6后侧方的支撑架5上设置有用于抵紧排气端盖11上方的压紧装置7,配合着载盘6,避免工件发生掉落;进一步的,载盘6内设置有用于辅助法兰夹紧装置夹持工件的顶伸机构8,为套管与排气端盖11间的配合提供便利性,确保其配合的紧密性,为了避免工件在进行压紧时出现损伤,以保障工件的成型质量,顶伸机构8一侧的载盘6前端设置有与排气端盖11内凹处内侧壁相对应且起支撑作用的承载部件9,对工件内部进行支撑,避免工件受压变形而影响工件质量,实用性强;上述过程中:通过设置的排气端盖夹紧装置,一方面能够对排气端盖11起到有效的支撑,另一方面可以利用压紧装置7,完成对排气端盖11上端的压紧,保证其在竖直方向上的稳定性;通过设置的法兰夹紧装置,能够实现对法兰10部件的稳定夹紧,并带动其抵至其他的待连接工件处,完成配合连接;通过设置辅助支撑装置3、顶伸机构8和承载部件9,能够进一步完成对待焊接工件各组件的稳定放置及支撑,这样,能够有效代替人工完成对装置部件间的夹紧、定位,提升其配合的紧密性,防止设备部件发生偏移或松动,保证工件成型质量,并提升工作进程,满足生产加工的使用需求;本装置设计合理、结构简单、加工方便且能够代替人工完成对排气模块的排气端盖11与待连接法兰10组件间的预夹紧,提升装置部件间配合的紧密性与稳定性,降低其出现偏移的可能,保证工件成型质量,同时,不仅降低了人们的劳动强度,节约时间成本,确保焊接加工工作的有效开展,提高工作进程,而且还降低了生产加工过程中的危险性,保障人们的人身安全,满足生产使用需求。
27.为了进一步完成对待连接工作的支撑,避免其出现错位而影响放置的稳定性,具体的说,辅助支撑装置3包括呈l形设计的l形台301,l形台301一侧设置有连接罩302,为驱动部件的设立提供便利,并对其起到一定程度上的防护性,连接罩302内设置有小气缸303,用于驱动连接块304及在其上端设立的各个部件提供升降动力,进而使其能够抵靠在工件的下端外周,实现辅助支撑及限位的作用,提高实用性;小气缸303上端设置有呈工形设计的连接块 304,连接块304上端设置有呈弧形状设计的放置块305,放置块305内设置有防护垫306,避免装置部件给工件造成损伤,保证工件成型质量,节约成本,提高经济效益,放置块305一侧螺纹连接有呈弧形状设计的防护板307,具体的说,待排气端盖11、套管和法兰10等部件完成放置并实现紧密配合后,驱动小气缸303运行,并带动防护板307向上移动,使其贴合在套管部件的外周上,防止工件受自重的影响出现掉落或不稳定的情况,充分保障工件放置的稳定性,提高工作进程,满足后续焊接工作的有效进行。
28.为了有效提升法兰夹紧装置的实用性,保证其具有良好的使用功能性,移动锁止机构4包括放置板401,提升该部件设立的稳定性,放置板401上端对称设置有两个撑板402,撑板402上端设置有呈凹形设计的安置板403,安置板 403下端设置有第一气缸404,且位于两个撑板402之间,第一气缸404端部设置有呈工形设计的连接杆405,并与移动块407的一侧相连接,安置板403上端设置有滑条406,滑条406上端套设有移动块407,安置板403一侧设置有呈凹形设计的定位架408,定位架408内设置有呈钝角状设计的压把409,移动块一侧设置有键形块410,键形块410一端与移动块相铰接,另一端与压把409 相铰接,具体描述为:移动块407能够在滑条406上进行自由移动,连接杆405 用于承接第一气缸404的输出动力,并作用在移动块407上,为其实现自由移动提供便利,当第一气缸404伸长时,带动连接杆405及移动块407向远离辅助支撑装置3的方向移动,同时,键形块410发生转动,带动压把409后移,待人们将法兰10放置在气动卡盘2内并完成紧固后,控制第一气缸404收缩,以带动移动块407及气动卡盘2整体向靠近辅助支撑装置3的方向移动,当且仅当压把409下端的一边和键形块410处在同一水平面上时,气动卡盘2移动至最大的行进位置处,且与另一待焊接工件(套管)的一端相抵靠,实现对装置部件的稳定放置,确保其配合间的紧密性,进而为后续焊接工作的开展带来便利。
29.为了提高进气端盖放置在载盘6上的稳定性,以自适配的完成放置,载盘 6内开设有与排气端盖11大开口处相适配的环槽601,环槽601的内圆处与排气端盖11大开口处的内壁尺寸相同,保证工件能够有效放置在环槽601处,且环槽601所开设的宽度大于工件的厚度,为后续的夹紧限位提供便利,进一步的说,载盘6前端设置有呈等腰梯形状设计的限位块602,四个的限位块602 均匀排布在载盘6的边角处,且其下底边呈弧形状设计并与环槽601相适配,避免工件的放置出现阻碍,需要进一步说明的是:位于限位块602下方的环槽 601内还设置有呈楔形状设计的抵块,用于限制工件的放置位置,进一步的,环槽601内还设置有呈t形状设计且与排气端盖11大开口处下端相卡合的卡块603,卡块603设立在相邻限位块602之间,并与排气端盖11自身下端的豁口相适配,不仅实现了进一步的限位,还能确保其的稳定放置,避免工件出现偏移。
30.为了充分提升压紧装置7的实用功能性,压紧装置7包括与载盘6螺纹连接的楔形台701,以为各个部件的设立提供安装条件,两个楔形台701之间设置有安置座702,安置座702上端设置有转动臂703,转动臂703能够在旋转气缸704的带动下发生转动,以使得自找平顶杆707能够有效的抵在排气端盖11 的上端处;进一步的,压紧装置7还包括用于驱动转动臂703发生转动的旋转气缸704,旋转气缸704是利用压缩空气驱动输出轴在一定角度范围内作往复回转运动的气动执行元件,在本装置中用于驱动转动臂703发生转动;转动臂 703一侧设置有手动转把705,其能方便操作人员自由开合,以完成对旋转气缸 704开合的便捷控制,保证压紧工作的有效实现;转动臂703前端设置有呈钝角状设计的横杆706,实现转动臂703与自找平顶杆707间的便捷连接,进而保证转动的同步性;横杆706前端下方设置有呈凹形设计的自找平顶杆707,自找平顶杆707的两端下方设置有下端面呈弧形状设计且与排气端盖11外周相适配的适配块708,需要进一步说明的是,自找平顶板901能够相对横杆706 发生转动,同时其自身的左右两端能够自由升降,其原理与跷跷板相同,该设计的目的是:能够使得自找平顶杆707根据排气端盖11的上端进行自由调整,并带动适配块708压向排气端盖11,以完成相应的自适配,进而保障压紧装置 7能够有效的抵在排气端盖11的
上端,实现紧固固定,避免装置部件发生偏移而影响加工进程,实用性强。
31.为了使得待连接件中套管的放置更加稳定,以为后续的焊接加工提供便利性,具体的说,顶伸机构8包括设置在支撑架5上且与载盘6相连接的载板801,载板801上端设置有呈凹形设计的放置架802,放置架802的一端设置有第二气缸803,另一端设置有套筒804,套筒804内设置有移动杆805,且与第二气缸803移动端相连接,移动块一端设置有呈三角状设计且与排气端盖11小开口处内壁相抵靠的适配盘806,适配盘806外周呈阶梯弧形状设计,具体描述为:适配盘806外周的弧形设计呈阶梯状,其中最外侧会抵靠在排气端盖11的内壁上,而呈阶梯状的适配盘806另一侧,则可以在套管放置在排气端盖11内后,与套管的内壁相抵靠,这样,就会在一定程度上起到了限位夹紧的作用,以确保套管放置在排气端盖11内的稳定性,为后续焊接工作的开展提供先决条件,第二气缸803的运行,则可以驱动适配盘806进行移动,以使其能够有效的抵达套管卡紧在排气端盖11内的位置处,同时,也为顶伸机构8顶向法兰10部件处提供了便利性,满足使用需求。
32.为了确保承载部件9在应用过程中具有良好的使用功能性,承载部件9包括与载盘6相螺纹连接且呈l形设计的顶板901,顶板901上端开设有与排气端盖11内凹处的内侧壁相适配的弧形槽902,具体描述为:顶板901所承载的部位是排气端盖11内凹处的内侧壁,其弧形槽902设计的顶板901端部,能够与工件充分适配,增大接触面积,进而确保相应支撑功能的实现,提升装置设备的实用性。
33.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。