1.本实用新型涉及相位器制造设备领域,特别涉及一种相位器转子与定位销组装机。
背景技术:
2.发动机可变气门正时技术(vvt,variable valve timing)原理是根据发动机的运行情况,调整进气(排气)量、气门开合时间、角度,使进入的空气量达到最佳值,提高燃烧效率。
3.发动机可变气门正时技术是近些年逐渐应用于现代轿车上的新技术之一,汽车发动机采用可变气门正时技术可提高进气充量,使充量系数增加,发动机的扭矩和功率可以得到进一步的提高,同时还可以降低油耗和减少尾气的排放。
4.而相位器则是发动机气门正时系统最重要的部件,其一般包括定子、转子、锁止组件、锁止盖、端盖、单向阀、油铲、弹簧盖等部件,在对这些部件进行组装时一般是由人工或者半自动设备进行组装,从而导致组装效率低,且组装质量差,容易出现大批量不良品。
技术实现要素:
5.本实用新型的目的是在于提供一种组装效率高、组装质量好的相位器转子与定位销组装机。
6.为解决以上技术问题,本实用新型可以采用以下技术方案来实现:
7.一种相位器转子与定位销组装机,包括:
8.一机台;
9.一识别除油机构,用于对转子的型号进行识别、及对转子上的组装孔进行除油;
10.一压装机构,用于将定位销压入至转子的组装孔中;
11.一检测机构,用于对压装后的定位销进行检测;
12.一输送机构,用于对组装后的良品与不良品进行输送;
13.其中,识别除油机构、压装机构、检测机构和输送机构分别安装在机台上,并沿转子与定位销的组装方向依次设置。
14.在其中一个实施例中,所述识别除油机构包括下除油组、除油治具和识别组件,所述除油治具安装在下除油组上,并在除油治具上设有第一定位芯轴和第一限位柱,识别组件则位于除油治具的一侧。
15.在其中一个实施例中,所述下除油组包括固定座、升降支架、第一气缸、第一旋转电机和第一吹气座,升降支架和第一气缸分别设于固定座,且第一气缸与升降支架连接,并驱使升降支架在固定座上滑动,第一旋转电机设置在升降支架上,第一吹气座则与第一旋转电机连接,并位于除油治具下方,第一旋转电机驱使第一吹气座旋转。
16.在其中一个实施例中,所述识别组件包括第二气缸和识别模块,第二气缸与识别模块连接,并驱使识别模块朝除油治具方向靠近或远离,对除油治具上转子的型号进行识
别。
17.在其中一个实施例中,所述识别除油机构还包括上除油组,且上除油组包括立柱、第三气缸和第二吹气座,第三气缸设置在立柱上,第二吹气座则与第三气缸连接,并位于除油治具上方,第三气缸驱使第二吹气座上下移动。
18.在其中一个实施例中,所述压装机构包括第四气缸、直线导轨、移动座、按压治具和按压组件,其中,移动座至少设有两组,并设置在直线导轨上,且与第四气缸连接,第四气缸驱使移动座在直线导轨上滑动,移动座上则设置按压治具,按压组件对按压治具上的转子与定位销压装。
19.在其中一个实施例中,所述按压治具包括底板、固定板和治具板,固定板设置在底板上,治具板则通过导柱与固定板连接,并在导柱上套设有弹簧,且弹簧的两端分别抵接于治具板和固定板,在固定板上还设有限位块和顶针,治具板上则设有第二定位芯轴、第二限位柱和压装孔,顶针的顶端位于压装孔中。
20.在其中一个实施例中,所述按压组件包括按压座、驱动件和按压头,驱动件设置在按压座上,按压头则与驱动件连接,并位于按压治具上方,驱动件驱使按压头向下移动,对转子按压。
21.在其中一个实施例中,所述检测机构包括第五气缸、检测座、检测支架和检测组件,第五气缸与检测座连接,并驱使检测座移动,检测组件则设置在检测座上,并位于检测支架上方;检测组件包括第六气缸、第二旋转电机、检测模块、第七气缸和检测叉,第六气缸设置在检测座顶部,并驱使第二旋转电机上下滑动,检测模块则与第二旋转电机连接,第二旋转电机驱使检测模块转动,第七气缸位于检测座中部,检测叉与第七气缸连接,第七气缸驱使检测叉朝检测支架方向靠近或远离,在检测叉的端部设有u形叉口。
22.在其中一个实施例中,所述输送机构包括夹取组件、良品传送带和不良品传送带,且良品传送带与不良品传送带垂直设置;所述夹取组件包括横向传动组、l形固定块、竖向传动组和夹持组,l形固定块设置在横向传动组上,竖向传动组则与l形固定块连接,横向传动组通过l形固定块驱使竖向传动组横向移动,夹持组则与竖向传动组连接,竖向传动组驱使夹持组上下移动。
23.有益效果:
24.本实用新型相位器转子与定位销组装机,通过识别除油机构对转子的型号进行识别,并对转子上的组装孔进行除油,以此确保转子在组装时,型号一致,且与定位销的组装质量好,当转子除油后,再经压装机构将定位销压入至转子的组装孔内,实现自动压装,提高组装效率,且采用自动压装,可确保定位销的压装质量,在定位销压装后,检测机构会对定位销的压装高度及定位销型号进行检测,以此来确保组装质量,最后再由输送机构对组装良品及不良品进行输送,最终,提高转子与定位销的组装效率及组装质量。
附图说明
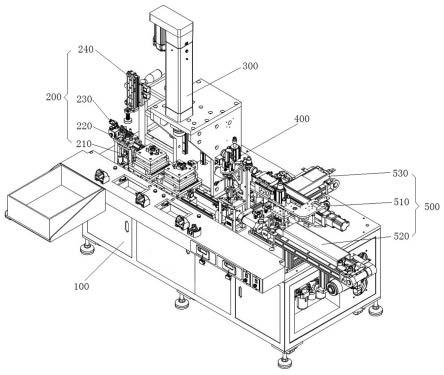
25.图1为本实用新型相位器转子与定位销组装机的结构示意图;
26.图2为本实用新型相位器转子与定位销组装机的正面图;
27.图3为本实用新型相位器转子与定位销组装机的识别除油机构结构示意图;
28.图4为本实用新型相位器转子与定位销组装机的识别除油机构侧视图;
29.图5为本实用新型相位器转子与定位销组装机的除油治具结构示意图;
30.图6为本实用新型相位器转子与定位销组装机的直线导轨与移动座结构示意图;
31.图7为本实用新型相位器转子与定位销组装机的按压治具结构示意图;
32.图8为本实用新型相位器转子与定位销组装机的按压治具剖视图;
33.图9为本实用新型相位器转子与定位销组装机的按压组件结构示意图;
34.图10为本实用新型相位器转子与定位销组装机的检测机构结构示意图一;
35.图11为本实用新型相位器转子与定位销组装机的检测机构结构示意图二;
36.图12为本实用新型相位器转子与定位销组装机的检测机构侧视图;
37.图13为本实用新型相位器转子与定位销组装机的检测叉结构示意图;
38.图14为本实用新型相位器转子与定位销组装机的夹取组件结构示意图;
39.图15为本实用新型中转子与定位销的结构示意图。
40.如附图所示:
41.100、机台;
42.200、识别除油机构;210、下除油组;211、固定座;212、升降支架;213、第一气缸;214、第一旋转电机;215、第一吹气座;220、除油治具;221、第一定位轴芯;222、第一限位柱;230、识别组件;231、第二气缸;232、识别模块;240、上除油组;241、立柱;242、第三气缸;243、第二吹气座;
43.300、压装机构;310、第四气缸;320、直线导轨;330、移动座;340、按压治具;341、底板;342、固定板;343、治具板;344、导柱;345、弹簧;346、限位块;347、顶针;348、第二定位芯轴;349、第二限位柱;350、按压组件;351、按压座;352、驱动件;353、按压头;
44.400、检测机构;410、第五气缸;420、检测座;430、检测支架;440、检测组件;441、第六气缸;442、第二旋转电机;443、检测模块;444、第七气缸;445、检测叉;446、u形叉口;
45.500、输送机构;510、夹取组件;511、横向传动组;512、l形固定块;513、竖向传动组;514、夹持组;520、良品传送带;530、不良品传送带。
具体实施方式
46.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
47.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接在”另一元件“上”时,不存在中间元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的”。
48.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包
括一个或多个相关的所列项目的任意的和所有的组合。
49.请参阅图1和图2,一种相位器转子与定位销组装机,包括:
50.一机台100;
51.一识别除油机构200,用于对转子的型号进行识别、及对转子上的组装孔进行除油;
52.一压装机构300,用于将定位销压入至转子的组装孔中;
53.一检测机构400,用于对压装后的定位销进行检测;
54.一输送机构500,用于对组装后的良品与不良品进行输送;
55.其中,识别除油机构200、压装机构300、检测机构400和输送机构500分别安装在机台100上,并沿转子与定位销的组装方向依次设置。
56.具体的,本实施例中,通过人工将转子放置到识别除油机构200上,通过识别除油机构200先对转子的型号进行识别,当识别正确后,则对转子上的组装孔进行除油,在除油结束后,人工再将转子和定位销放置到压装机构300,通过压装机构300将定位销压入转子的组装孔中,实现自动压装,当定位销与转子压装后,再通过检测机构400对定位销压装的高度、及压装定位销的型号进行检测,检测完毕后,再通过输送机构500将良品或不良品进行自动传送,最终,通过识别除油机构200、压装机构300、检测机构400和输送机构500使转子与定位销实现自动压装及自动传输,使转子与定位销的组装效率高,且组装质量好。
57.请参阅图3至图5,为提高转子与定位销的组装质量,因此,本实施例的识别除油机构200包括下除油组210、除油治具220和识别组件230,除油治具220安装在下除油组210上,并在除油治具220上设有第一定位芯轴221和第一限位柱222,识别组件230则位于除油治具220的一侧;下除油组210包括固定座211、升降支架212、第一气缸213、第一旋转电机214和第一吹气座215,升降支架212和第一气缸213分别设于固定座211,且第一气缸213与升降支架212连接,并驱使升降支架212在固定座211上滑动,第一旋转电机214设置在升降支架212上,第一吹气座215则与第一旋转电机214连接,并位于除油治具220下方,第一旋转电机214驱使第一吹气座215旋转;识别组件230则包括第二气缸231和识别模块232,第二气缸231与识别模块232连接,并驱使识别模块232朝除油治具220方向靠近或远离,对除油治具220上转子的型号进行识别。
58.因相位器中的转子为五金产品,在生产过程中,会喷涂防锈油,故在转子与定位销进行组装前,需要先对转子上的组装孔进行除油;同时,相位器中转子的型号多种多样,且侧壁会设置识别孔,每种型号的识别孔位置不同,故还需要通过对识别孔的位置进行识别,以判断转子的型号。
59.在对转子进行识别和除油时,先通过人工将转子放置到除油治具220上,并由除油治具220上的第一定位芯轴221对转子进行定位放置,而除油治具220上的第一限位柱222则对转子的方向进行限位,确保转子的方向统一,后第二气缸231驱使识别模块232朝转子的方向移动,对转子侧壁的识别孔进行识别,如感应到识别孔,则表示转子型号正确,如未感应到识别孔,则表示转子的型号不正确,人工对其取下,并放置下一转子,以此确保转子的型号一致。
60.当转子识别正确后,则会对转子底部的两个组装孔进行除油,此时,第一气缸213驱使升降支架212上升,从而使第一旋转电机214和第一吹气座215上升,并使第一吹气座
215移动到设定位置,第一吹气座215上的气嘴则对其中一个组装孔先吹后吸,实现除油,当此组装孔除油结束后,第一旋转电机214会驱使第一吹气座215进行旋转,使第一吹气座215上的气嘴旋转至另一组装孔,同样对此组装孔先吹后吸,实现除油,最终,完成对转子底部两个组装孔的除油,使后续转子在组装定位销时,其组装质量更好。
61.另外,因转子的型号不同,转子的顶部同样有组装孔,因此,需要对其进行除油,故本实施例中识别除油机构200还包括上除油组240,且上除油组240包括立柱241、第三气缸242和第二吹气座243,第三气缸242设置在立柱241上,第二吹气座243则与第三气缸242连接,并位于除油治具220上方,第三气缸242驱使第二吹气座243上下移动,在对转子的顶部进行除油时,通过第三气缸242驱使第二吹气座243向下移动,并移至设定位置后,第二吹气座243上的气嘴同样对顶部的组装孔先吹后吸,实现对转子顶部的组装孔进行除油,方便后续组装,因顶部只有一个组装孔,固第二吹气座243无需旋转。
62.请参阅图6至图9,本实施例中的压装机构300包括第四气缸310、直线导轨320、移动座330、按压治具340和按压组件350,其中,移动座330至少设有两组,并设置在直线导轨320上,且与第四气缸310连接,第四气缸310驱使移动座330在直线导轨320上滑动,移动座330上则设置按压治具340,按压组件350对按压治具340上的转子与定位销压装。
63.因转子上需要组装两个不同型号的定位销,而为了提高组装效率,故本实施例的移动座330设置有两组,当然并不局限于两组,并在两组移动座330上分别设置按压治具340,在组装时,将其中一个定位销和转子放置到第一组按压治具340上,再由第四气缸310驱使移动座330进行移动,使第一组按压治具340移动至按压组件350下方,通过按压组件350向下按压,使定位销压装至转子的组装孔中,当第一组按压治具340在进行按压时,人工将另一定位销和转子放置在第二组按压治具340上,在第一组按压治具340结束后,第四气缸310驱使第二组按压治具340移动至按压组件350下方,对第二组的定位销和转子进行按压,并以此往复,从而提高转子与定位销的组装效率。
64.请参阅图7至图9,按压治具340包括底板341、固定板342和治具板343,固定板342设置在底板341上,治具板343则通过导柱344与固定板342连接,并在导柱344上套设有弹簧345,且弹簧345的两端分别抵接于治具板343和固定板342,在固定板342上还设有限位块346和顶针347,治具板343上则设有第二定位芯轴348、第二限位柱349和压装孔,顶针347的顶端位于压装孔中;按压组件350包括按压座351、驱动件352和按压头353,驱动件352设置在按压座351上,按压头353则与驱动件352连接,并位于按压治具340上方,驱动件352驱使按压头353向下移动,对转子按压。
65.具体在进行组装时,人工先将定位销放置到治具板343上的压装孔中,再将转子放置到治具板343上,并通过第二定位芯轴348进行定位放置,同时通过第二限位柱349对转子的方向进行限位,使转子的组装孔与定位销对应,后驱动件352启动,驱使按压头353向下按压转子,从而使治具板343向下压,而顶针347则将压装孔中的定位销顶入至转子的组装孔内,以此完成自动压装,限位块346则可对治具板343下压的高度进行限位,在压装完成后,按压头353复位,治具板343则在弹簧345的作用下复位,以此方便对下一转子与定位销进行压装,最终,实现自动压装,并确保定位销的压装高度,提高压装质量及压装效率。
66.请参阅图10至图13,所述检测机构400包括第五气缸410、检测座420、检测支架430和检测组件440,第五气缸410与检测座420连接,并驱使检测座420移动,检测组件440则设
置在检测座420上,并位于检测支架430上方;检测组件440包括第六气缸441、第二旋转电机442、检测模块443、第七气缸444和检测叉445,第六气缸441设置在检测座420顶部,并驱使第二旋转电机442上下滑动,检测模块443则与第二旋转电机442连接,第二旋转电机442驱使检测模块443转动,第七气缸444位于检测座420中部,检测叉445与第七气缸444连接,第七气缸444驱使检测叉445朝检测支架430方向靠近或远离,在检测叉445的端部设有u形叉口446。
67.当定位销与转子在压装完成后,人工将压装后的转子进行翻转,并放置到检测机构400中的检测支架430上,检测支架430同样会对转子的方向进行限位,后第七气缸444驱使检测叉445向检测支架430方向移动,并通过检测叉445的u形叉口446对其中一个定位销的直径进行检测,当此定位销能被插入至u形叉口446中,则表示检测合格,如此定位销无法被插入至u形叉口446中,则表示此定位销检测不合格,而在本实施例中,检测叉445只对其中一个定位销的直径进行检测即可,另一定位销无需检测。
68.在定位销的直径检测完毕后,第六气缸441会驱使第二旋转电机442向下移动,从而使检测模块443对其中一个定位销的高度进行检测,当此定位销的高度检测完毕后,第二旋转电机442会驱使检测模块443进行旋转,对另一定位销的高度进行检测,最终,通过检测叉445对其中一个定位销的直径进行检测,同时,还通过检测模块443对两个定位销的高度进行检测,以此来提高定位销与转子之间的组装质量。
69.请参阅图1、图2和图14,当转子与定位销在检测完毕后,需要对检测的良品及不良品进行传输,而为了实现自动传输,因此,本实施例中的输送机构500包括夹取组件510、良品传送带520和不良品传送带530,且良品传送带520与不良品传送带530垂直设置;而夹取组件510包括横向传动组511、l形固定块512、竖向传动组513和夹持组514,l形固定块512设置在横向传动组511上,竖向传动组513则与l形固定块512连接,横向传动组511通过l形固定块512驱使竖向传动组513横向移动,夹持组514则与竖向传动组513连接,竖向传动组513驱使夹持组514上下移动。
70.当转子与定位销组装后,检测为良品,此时,第五气缸410会驱使检测座420向后移动,避免检测座420对夹取组件510造成干扰,而夹持组514则在横向传动组511和竖向传动组513的作用下,移至检测支架430处对检测完毕的转子进行夹持,再移动至良品传送带520处,将转子放置到良品传送带520上进行自动传输;当检测为不良品时,同样的,在横向传动组511和竖向传动组513的作用下,通过夹持组514将不良品放置到不良品传送带530上进行自动传输,最终,实现对转子的自动输送,以此提高效率;另外,良品传送带520与不良品传送带530呈垂直设置,可避免相互干扰,使输送机构500的布局合理。
71.以上显示和描述了本实用新型的基本原理和主要特征及本实用新型的优点。凡本行业的技术人员均可按说明书附图所示和以上所述而顺畅地实施本实用新型;但是,凡熟悉本专业的技术人员在不脱离本实用新型技术方案范围内,利用以上所揭示的技术内容而作出的些许更动、修饰与演变的等同变化,均为本实用新型的等效实施例;同时,凡依据本实用新型的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本实用新型的技术方案保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。