1.本发明涉及吊车梁生产技术领域,具体而言,尤其涉及一种壁行十字吊车梁加工制造方法。
背景技术:
2.壁行吊车利用布置在车间墙壁上的多层轨道、在侧壁上运行行走,可以充分利用车间的上部空间,从而作业灵活,并节省了生产场地。壁行吊车梁是一种承受可移动的悬壁吊车的梁,分离式壁行吊车梁,由承受壁行吊车的上水平轮轮压的上梁和承受壁行吊车的垂直和下水平轮轮压的下梁以及刚臂等组成。
3.壁行十字吊车梁是承载壁行吊车的梁,现有的壁行十字吊车梁制造技术:先将t型钢用气体保护焊进行打底组对,后利用埋弧自动焊将角焊缝焊接完成,再上矫正机进行矫正。十字吊车梁可由四种t型钢分别组对而成,腹板间角焊缝由人工焊接而成。焊接冷却后利用火焰矫正的方法对吊车梁进行起拱。
4.然而,现有的壁行十字吊车梁制造技术存在一定的不足之处,现有技术因制造十字吊车梁这种下部双轨道吊车梁,只能在制造完成后进行起拱以制造反变形来阻止吊车梁下挠,此类起拱无法对整体拱度进行控制,容易引起局部角度突变、整体弯曲扭曲等问题,且现阶段对此类吊车梁的起拱拱度也未有统一规定。另一方面因制造方案需人工焊接密度大,故满足焊接后结构强度、整体尺寸、平面度及挠度的要求困难,生产效率低下,无法做到高效高质量的批量制造。
技术实现要素:
5.根据上述提出因吊车梁和吊车桁架安装后下挠的技术问题,而提供一种壁行十字吊车梁加工制造方法。本发明主要设置了新的十字吊车梁装配顺序及焊接工艺,从而起到防止十字吊车梁下挠的技术效果。
6.本发明采用的技术手段如下:
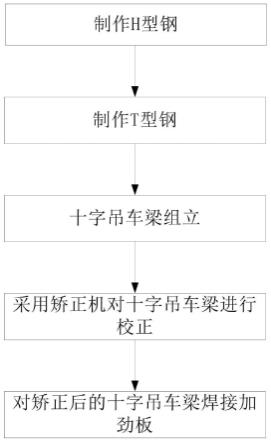
7.一种壁行十字吊车梁加工制造方法,包括如下步骤:
8.步骤一、制作h型钢;
9.步骤一一、对h型钢腹板和h型钢翼缘板进行下料;
10.步骤一二、在所述h型钢腹板与h型钢翼缘板的t形连接处开设单面v型坡口,反面进行气刨清根;
11.步骤一三、在组立机上将h型钢腹板与h型钢翼缘板组立成h形构件,组立时使h型钢腹板与h型钢翼缘板的对接缝错开200mm以上,采用对角焊接;
12.步骤一四、使用矫正机对h型钢进行校正;
13.步骤二、制作t型钢;
14.步骤二一、对t型钢腹板和t型钢翼缘板进行下料,对所述t型钢腹板进行中央起拱,起拱的宽度为十字吊车梁长度的千分之一;
15.步骤二二、在所述t型钢腹板与t型钢翼缘板的t形连接处开设单面v型坡口,反面进行气刨清根;
16.步骤二三、在组立机上将t型钢腹板与t型钢翼缘板组立成t形构件,组立时使t型钢腹板与t型钢翼缘板的对接缝错开200mm以上;
17.步骤二四、使用矫正机对t型钢进行校正;
18.步骤三、十字吊车梁组立;
19.步骤三一、在h型钢与t型钢的t形连接处开设双面v型带钝边坡口,包括大坡口和小坡口,所述大坡口的宽度为板厚的二分之一,所述小坡口的宽度小于大坡口,所述大坡口与小坡口间留有2mm的钝边,进行固定组焊,焊后反面气刨清根;
20.步骤三二、在十字吊车梁端头腹板上确立装配基准线,用工艺隔板进行初步定位,以装配基准线及工艺隔板为基准装配;用支撑板在h型钢与t型钢的翼缘板边缘位置,于吊车梁横截面上进行相互连接,在焊接过程中抑制吊车梁因焊接收缩导致变形;
21.步骤三三、根据装配基准线及工艺隔板焊接h型钢和t型钢,采用气保焊进行施焊,先由斜角对称的两条大坡口焊缝从中间分段同向向两端进行焊接,再将斜角对称的两条小坡口焊缝从中间分段同向向两端进行焊接,得到十字吊车梁;
22.步骤四、采用矫正机对十字吊车梁进行校正;
23.步骤五、对矫正后的十字吊车梁焊接加劲板。
24.进一步地,步骤一一和步骤二一中:
25.采用直条切割机对翼缘板、腹板两面同时垂直下料,采用半自动切割机对不规则件进行下料;
26.当十字吊车梁主体因钢板长度不够而需对接时,十字吊车梁主体较短侧面板的最小长度大于600mm,单一成型板中接头最多拼接一处;
27.套料时,腹板与上翼缘板和下翼缘板的对接焊缝分别错开200mm以上距离。
28.进一步地,步骤二二中的焊接方法为:
29.采用气保焊和埋弧自动焊对四条主焊缝进行施焊;
30.采用多层多道焊,先打底1~2层气体保护焊,后填充、埋弧焊盖面;
31.反面气刨清根至打底层的第一层,使清根后的坡口圆滑。
32.进一步地,步骤三三的焊接过程中,所述t型钢腹板和t型钢翼缘板焊接前,用中间垫板垫起拱度,两端用工装卡具卡紧,在焊接过程中保证起拱要求。
33.进一步地,步骤一四和步骤二四中的校正过程还包括:
34.校正处理后的钢材或型钢的表面不得有明显的凹面或损伤,禁止直接锤击焊缝;
35.若构件截面过大或者吨位量过大不能上矫正机,采用火焰矫正,所述火焰矫正的温度不高于900度,矫正后自然冷却,禁止使用浇水的方式冷却;
36.低合金钢在环境温度低于-12℃的矫正温度为800℃-900℃;
37.矫正后的钢材表面,不应有明显的凹面和损伤,划痕深度小于等于0.5mm,且小于等于该钢材厚度负允许偏差的1/2。
38.进一步地,所述焊缝两侧的焊接金属填充量一致。
39.进一步地,用埋弧焊机或手工保护焊进行焊接时,分多次进行一侧主焊缝的焊接,使焊缝两侧焊接同时进行。
40.较现有技术相比,本发明具有以下优点:
41.本发明通过设置适当的焊缝坡口形势、设置适当的装配顺序和焊接顺序、对t型钢进行起拱,解决了壁行十字吊车梁变形无法控制、质量无法保证、存在构造危险的缺陷问题;
42.本发明使两侧焊缝的焊接金属填充量基本一致,有效减小翼缘板的角变形和十字交叉处的腹板角变形;
43.本发明用相同合适的二氧焊机及埋弧焊机使用参数,用来保证上、下t型钢制作过程中具有相同的腹板垂直度及焊缝饱满度;
44.本发明在用埋弧焊机或手工保护焊进行焊接过程中,分多次将一侧主焊缝焊完,并能保证焊缝两侧焊缝同时进行,避免了一次性焊完,在焊缝冷却时导致两面的焊接收缩不平衡,大大增加焊接变形,产生翼缘板塌腰、翘曲等工艺问题。
附图说明
45.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
46.图1为本发明方法流程图。
47.图2为十字吊车梁结构图。
48.图3为本发明壁行十字吊车梁制造流程示意图。
49.图4为本发明h型钢制造角焊缝处坡口形式示意图。
50.图5为本发明h型钢焊接顺序示意图。
51.图6为本发明t型钢起拱形式示意图。
52.图7为本发明t型钢下翼缘板与腹板焊接起拱措施示意图。
53.图8为本发明十字吊车梁整体组对角焊缝处坡口形式示意图。
54.图9为本发明十字吊车梁整体组对胎架示意图。
55.图10为本发明十字吊车梁整体焊接顺序及辅助拉筋示意图。
56.附图标记
57.1、腹板;2、翼缘板;3、大坡口焊缝;4、小坡口焊缝。
具体实施方式
58.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
59.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
60.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
61.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
62.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
63.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
64.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
65.本发明制造方案如下:
66.(1)挠度是指在受力或非均匀温度变化时,杆件轴线在垂直于轴线方向的线位移或板壳中面在垂直于中面方向的线位移。壁行十字吊车梁如图2所示,为了确保吊车轨道的安装和吊车的正常运行,吊车梁和吊车桁架在安装就位后略有起拱,至少不应有下挠。经过研究后决定将十字形吊车梁起拱1000/l-1200/l之间,从而能够保证抗扭断面系数最大,防止吊车梁整体发生塑性变形。因设计柱间距为7500mm到8000mm之间,现指定加工制造后吊车梁的起拱度为7mm,允许偏差为上差取0mm、下差取-2mm。
67.(2)吊车梁上下翼缘板2在跨中三分之一跨长范围内,应避免拼接,上下翼缘板2及腹板1的拼接,应采用加引弧板(其厚度和坡口与主材相同)和引出板的对接焊缝,并保证焊透,引弧板和引出板割去处应予打磨平整,上下翼缘板2和腹板1的对接焊缝不应设置在同一截面上,应相互错开200mm以上,与加劲肋亦应错开200mm以上。
68.(3)吊车梁的下翼缘板2因受拉应力的缘故,不得焊接悬挂设备的零件,并不宜在其上打火或焊接夹具,吊车滑触线架只允许连接在中间加劲肋上。
69.(4)因壁行十字吊车梁精度要求高,现将吊车梁分为传统h型钢与上下t型钢两部分分别进行组对焊接,这样在起拱的前提下,既保证了埋弧自动焊对翼缘板2与腹板1件角焊缝的结构稳定、保证了焊缝质量,又减少了人工焊接工序,并大大加快了生产节拍。
70.(4)制造流程:放样、下料
→
h型钢的制作
→
上、下t型钢的制作
→
十字梁组立
→
十字梁的焊接
→
十字梁矫正
→
组对并焊接十字梁加劲肋板及端板。制造流程如图3所示。
71.实施例
72.一种壁行十字吊车梁加工制造方法,如图1所示,步骤如下所示:
73.一、放样、下料
74.(1)零件下料采用等离子切割机与火焰直条切割机同时进行切割加工。
75.(2)对十字梁的翼缘板2、腹板1采用直条切割机两面同时垂直下料,对不规则件采用半自动切割机进行下料,但应注意对首件进行跟踪检查,严格把控投料尺寸下差。
76.(3)对十字梁的翼缘板2、腹板1其长度放50mm,宽度不放余量。
77.(4)当十字吊车梁主体因钢板长度不够而需对接时,其较短那侧面板的最小长度应在600mm以上,单一成型板中接头最多拼接一处;同时,在进行套料时必须注意保证腹板1与上、下翼缘板2的对接焊缝分别错开距离满足200mm以上。
78.(5)上、下t型钢投料采取排版起拱的工艺方法,详见t型钢制作。
79.(6)下料完成后,施工人员应按材质进行色标移植,同时对下料后的零件标注工程名称、钢板规格、零件编号,并归类存放。
80.二、h型钢的制作
81.无需切割的横向“h”型钢翼缘板2与腹板1垂直度的控制按照“h”型钢制作标准进行,四条主焊缝采用气保焊 埋弧自动焊进行施焊,翼缘板2采用校平机校正。
82.(1)坡口开设
83.翼缘板2与腹板1的t形连接均需开设坡口,均为单面v型坡口,角度α为45度,钝边a为2mm,间距0mm,反面进行气刨清根。具体见图4坡口形式。
84.(2)组立及焊接顺序
85.横向“h”型钢在组立机上组立成h形构件,组立时应腹板1和翼缘板2的对接缝错开200mm以上。焊接按照工艺要求的焊接顺序对角焊接施焊(见图5),控制焊接变形。
86.(3)焊接方法:熔化极气体保护焊(以下称gmaw)、埋弧自动焊(以下称saw)
87.四条主焊缝均采用气保焊 埋弧自动焊进行施焊,采用多层多道焊,气体保护焊先打底1~2层,后填充、埋弧焊盖面(背面清根后);反面气刨清根,清根至打底层的第一层,清完后坡口圆滑。gmaw焊接打底、填充采用牌号er50-6直径1.2mm焊丝,二氧化碳保护气体,保护气流速为8-15l/min,电流为220-280a,电压26-32v,焊接速度32-36cm/min;saw埋弧自动焊焊接正面焊缝采用牌号h10mn2直径4mm焊丝,hj431/sj101焊剂或保护气,电流为500-700a,电压30-32v,焊接速度32-36cm/min;saw埋弧自动焊焊接反面焊缝采用牌号h10mn2直径4mm焊丝,hj431/sj101焊剂或保护气,电流为650-700a,电压34-36v,焊接速度34-38cm/min。
88.(4)校正
89.h型钢的矫正优先使用h型钢矫正机,校正处理后的钢材或型钢的表面不得有明显的凹面或损伤,严禁直接锤击焊缝。如果截面过大或者吨位量过大不能上矫正机的构件,可以采用火焰矫正,火焰矫正温度不高于900度。低合金结构钢在加热矫正后应自然冷却,严禁使用浇水的方式冷却。
90.a.低合金钢在环境温度低于-12℃不应进行冷矫正,矫正温度应为800℃-900℃。
91.b.矫正后的钢材表面,不应有明显的凹面和损伤,划痕深度不得大于0.5mm,且不应大于该钢材厚度负允许偏差的1/2。
92.c.h型钢的矫正采用在h型钢翼缘矫正机上进行翼缘板2角变形矫正及火焰矫正。
93.(5)焊接h型钢允许偏差检验标准
94.焊接h型钢允许偏差(mm)截面高度(h):当h<500时允许偏差
±
2mm,当500≤h≤1000时允许偏差
±
3mm,当h>1000mm时允许偏差
±
4.0;截面宽度(b)允许偏差为
±
3.0;腹板1中心偏移
±
2.0mm;翼缘板2垂直度(
△
)偏差允许为b/100或3mm中的较小值;弯曲矢高为l/1000或5mm中的较小值;扭曲量为h/250或5mm中的较小值;腹板1局部平面度(f)当板厚t<14mm时允许偏差为3mm。所有偏差均不得超过允许偏差最大范围。
95.三、t型钢制作
96.对纵向上、下两个t型钢的制作,采用分部制作的步骤,在投料基础上制造起拱挠度。
97.(1)投料制作拱度
98.在进行t型钢腹板1下料时,其上t型钢腹板1宽度采取中央起拱7mm的排版尺寸,保证腹板1上下长边相对位置不变。下t型钢腹板1亦采取同样的排版起拱方式,保证起拱7mm尺寸,总宽度减去h型钢腹板1厚度并保证下差2mm以内。t型钢的上下翼缘板2采用原矩形尺寸进行投料,在组立机进行t型钢组立时进行起拱,起拱高度h为7mm。起拱图示详见图6。
99.(2)坡口开设
100.翼缘板2与腹板1的t形连接均需开设坡口,均为单面v型坡口,角度为45度,钝边为2mm,间距0mm,反面气刨清根。具体同h型钢坡口开设方案。
101.(3)组立及焊接顺序
102.上、下翼缘板2及腹板1在组立机上分别组立成t形构件,腹板1和翼缘板2的对接缝错开200mm以上。焊接按照工艺要求的焊接顺序施焊,控制焊接变形。
103.(4)焊接方法:saw、gmaw
104.焊接参数同h型钢制作取用的参数。
105.(5)t型钢焊接制作
106.考虑到吊车梁7mm起拱要求,经试验件试验后得出结论。腹板1与下翼缘焊接前,先用中间垫板垫起相应12mm拱度,两端拿专用工装卡具卡紧(如图7所示),开始焊接腹板1左侧全融通角焊缝。当下翼缘焊接完成后翻面焊接下翼缘板2右侧,依旧采用中间垫板两端卡紧,焊接过程中控制达到起拱要求。待焊接完毕后,在厂房18
°‑
25
°
室温温度下进行冷却,冷却后焊缝母材回弹收紧,从而达到最终7mm起拱要求。
107.(6)矫正
108.具体矫正方法同h型钢。若拱度不满足起拱7mm要求,此时矫正时采用火焰矫正进行修复。
109.四、十字吊车梁组立
110.(1)坡口开设
111.为保证一级焊缝的焊缝质量,现t型构件与h型构件腹板1的t形连接均需开设坡口,均为双面v型坡口带钝边,大坡口侧坡口尺寸为板厚t/2,小坡口侧坡口尺寸为板厚t/2-2mm,角度为45度,钝边尺寸本次取2mm,间距b为1.5mm,具体见图8。焊后反面均需气刨清根,以备焊后超声波探伤测试仪进行焊缝缺陷自检。
112.(2)十字吊车梁组立前设备的选择:
113.a.十字柱的组立采用人工胎架组立(工装如图9所示);
114.b.组立的定位焊接采用气体保护焊机。
115.(3)十字吊车梁的组立:
116.a.确定装配基准线:在h型钢及t型钢(已组立成h型)组焊完毕并校正合格后,在其端头腹板1上确立装配基准线,并用记号笔标记、划线,并用工艺隔板进行初步定位,(临时)装配定位工艺隔板,然后,以该装配基准线及工艺隔板为基准转配。
117.b.十字梁的组立应在胎架上完成,并辅以千斤顶对部件间顶紧,各部件间的定位点焊长度40~60mm左右。
118.c.注意的是在拼成十字前要先将h型和t型钢校正。
119.(4)焊接方法:gmaw
120.四条主焊缝均采用气保焊进行施焊,采用多层多道焊,先打底1层,后填充、反面清根后盖面;反面气刨清根,清根至打底层的第一层,清完后坡口圆滑。
121.焊接工艺参数如下:gmaw焊接打底、填充及盖面。采用牌号er50-6直径1.2mm焊丝,二氧化碳保护气体,保护气流速为8-15l/min,电流为220-280a,电压26-32v,焊接速度32-36cm/min,焊丝干伸长度取12-20mm之间。
122.用气体保护焊进行焊接时,由四名焊接工人,先分别由斜角对称的两条大坡口焊缝3从中间分段同向向两端进行手动焊接,为减少焊接过程中的变形,可在焊接前适当位置间隔一米增加支撑条板,将四块翼缘板2进行定位及固定,起到拉筋效果,从而减少焊接变形。最后再分别将斜角对称的两条大坡口焊缝3从中间分段同向向两端进行手动焊接,先焊接大坡口焊缝3,再焊接小坡口焊缝4,具体见图10。
123.五、十字吊车梁矫正
124.十字吊车梁矫正采用矫正机进行矫正,作业过程同h型钢矫正过程。
125.六、加劲板及端板焊接
126.十字形吊车梁组立、焊接、校正、焊缝以及拱度经自检互检并检测合格后方可进行加劲板的焊接,最后焊接两侧端板。焊缝均为角焊缝,外观质量标准应符合二级焊缝要求。
127.总结为保证十字吊车梁焊接变形最小而采取的措施
128.a.选择适当的焊缝坡口形式。
129.b.使两侧焊缝的焊接金属填充量基本一致。可以有效减小翼缘板2的角变形和十字交叉处的腹板1角变形。
130.c.选择适当的装配顺序(例如本文所述制造顺序)。
131.d.采用相同合适的二氧焊机及埋弧焊机使用参数,用来保证上、下t型钢制作过程中具有相同的腹板1垂直度及焊缝饱满度。在组立之前,应先矫正零件的变形至规范要求的
范围内。
132.e.选择适当的焊接顺序。
133.f.用埋弧焊机或手工保护焊进行焊接时,不要一次性将一侧主焊缝焊完,并能保证焊缝两侧焊缝同时进行;如果一次性焊完,会在焊缝冷却时导致两面的焊接收缩不平衡,大大增加焊接变形,产生翼缘板2塌腰、翘曲等工艺问题。
134.g.t型钢与h型钢角焊缝整体焊接前,应做好拉筋固定翼缘板2的前期工作,必要的时候可进行适当反变形,以应对突发的焊接变形质量问题。
135.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
