一种基于电弧传感的gtaw过程熔滴过渡频率控制方法
技术领域
1.本发明涉及磁控gtaw焊接过程,是一种基于电弧传感的gtaw过程熔滴过渡频率控制方法。
技术背景
2.钨极气体保护焊(gas tungsten arc welding,gtaw)广泛应用于航空航天、海工装备、核电建设等重要工业领域,主要通过人工和半自动化的方式实施焊接。在研究不同的具体焊接情境下的焊接工艺时,需要积累大量的实验数据和结果来获取经验,从而完善具体情境下的焊接工艺,提高焊接质量。但是完全靠人工调整参数进行测试实验,需要花费大量的精力,效率低下。
3.在gtaw过程中,熔滴过渡频率作为一个重要参数,对焊接质量起到了决定性作用,研究表明当焊丝距离工件一定高度,焊接过程一脉一滴时,存在一个最优的频率可以实现最小的熔滴尺寸,优化焊接质量。但是熔滴过渡频率受到很多因素的影响,对熔滴过渡频率调节的传统方法不可控且容易受其他因素的限制。针对熔滴过渡频率的自动控制问题,本发明公开了一种基于电弧传感的gtaw过程熔滴过渡频率控制方法,基于电弧传感,通过自动化控制的方法控制熔滴过渡频率的调节,促使焊接过程的智能化,提高焊接效率。
技术实现要素:
4.一种基于电弧传感的gtaw过程熔滴过渡频率控制方法,采用基于电弧传感的gtaw过程熔滴过渡频率控制系统实现,基于电弧传感的gtaw过程控制系统由基于电弧传感的gtaw过程熔滴过渡频率控制器、基于电弧传感的gtaw过程工艺参数控制系统、脉冲气动控制系统组成,其特征在于利用基于电弧传感的熔滴过渡检测方法、脉冲气动控制方法、气压强度和基于电弧传感的gtaw过程工艺参数控制方法实现熔滴过渡频率的自动控制,完成如图2所示的气动熔滴焊接流程。
5.所述的基于电弧传感的gtaw熔滴过渡检测方法,利用gtaw过程中基于幅值分析法的电弧信号熔滴过渡特征检测方法实现;所述的基于幅值分析法的电弧信号熔滴过渡特征检测方法通过将实时电弧信号的幅值与电弧信号基准幅值做对比实现过渡检测。如图3所示为幅值分析法流程图,设定一个合适的电弧信号检测频率,在1s内,共检测k次,检测频率为k hz,在足够长的一段时间内(至少完成一次熔滴过渡周期t,且时间跨度必须为nt,n为正整数)检测出最高电弧电压v
max
和最低电弧电压v
min
,得到平均电弧电压v
ave
,将平均电弧电压作为电弧信号基准幅值v
ref
,即接下来的焊接过程中,每次检测到的电弧电压值v与该电弧信号基准幅值v
ref
对比,若在第n
t
=t次检测到了电弧电压值v
t
,并在相邻的下一次,即第n
t 1
=t 1次检测到了相邻的电弧电压信号值v
t 1
,当(v
ref-v
t
)(v
ref-v
t 1
)<0时,则为完成一次熔滴过渡。若在时间t内,检测到熔滴过渡w次,则相应的熔滴过渡频率为该熔滴过渡过渡频率ν
t
作为脉冲气动控制系统的反馈量,用于
调整对熔滴施加的控制气压和控制脉冲宽度的氩气。
6.图4为脉冲气动控制方法流程图。所述的脉冲气动控制方法通过脉冲气动控制系统对熔滴施加控制气压和控制脉冲宽度的氩气,为熔滴过渡提供时间可控和强度可控的动力,借助这个可控的动力,使熔滴过渡频率可控;所述的控制气压有一个初始气压强度值,并且将检测到的熔滴过渡频率v
t
为反馈量与提前确定好的设定熔滴过渡频率v相比,若检测到的熔滴过渡频率低于设定熔滴过渡频率,即v
t
<v时加大气压强度,若检测到的熔滴过渡频率高于设定熔滴过渡频率,即ν
t
》ν时减小气压强度;所述的控制脉冲宽度调节对熔滴施加控制气压的时间,开始对熔滴施加控制气压至基于电弧传感的gtaw过程熔滴过渡频率控制器检测到熔滴过渡完成的一段时间。
7.所述的工艺参数控制方法利用gtaw过程工艺参数控制系统对脉冲焊接速度、脉冲焊接电流和脉冲填丝量进行自动控制;所述的焊接速度为熔滴过渡完成后焊枪在焊接方向上移动,熔滴过渡过程中焊枪静止;所述的脉冲焊接电流为熔滴过渡过程中施加焊接电流,熔滴过渡完成后且焊枪移动过程中焊接电流为焊接电源的最小电流;所述的脉冲填丝量为熔滴过渡过程中进行填丝,熔滴过渡完成后且焊枪移动过程中停止填丝;控制脉冲焊接速度、脉冲焊接电流和脉冲填丝量时,自动与设定的熔滴过渡频率相匹配,用相应的脉冲信号进行控制,当设定的熔滴过渡频率改变时,脉冲信号相应改变,实现脉冲焊接速度、脉冲焊接电流和脉冲填丝量的调节。
8.发明的有益效果:
9.本发明涉及磁控gtaw焊接过程,是一种基于电弧传感的gtaw过程熔滴过渡频率控制方法。针对gtaw过程中熔滴过渡频率难以检测且不能自动控制的难题,提出了一种基于电弧传感的gtaw过程熔滴过渡频率控制方法。利用基于电弧传感的熔滴过渡检测方法检测熔滴过渡;利用脉冲气动控制方法控制熔滴下落,利用气压强度控制熔滴过渡频率;利用基于电弧传感的gtaw过程工艺参数控制方法控制焊接速度、焊接电流和填丝量,最终实现熔滴过渡频率检测和熔滴过渡频率自动控制。
附图说明
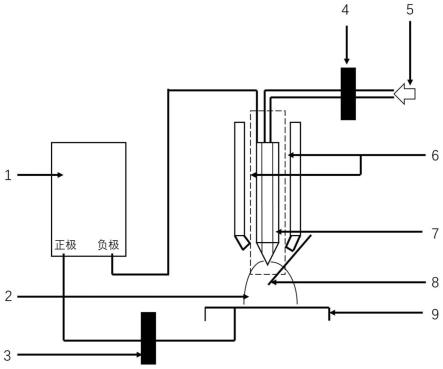
10.图1为系统实物示意图。
11.图中:1-焊接电源,2-焊接电弧,3-电压传感器,4-电磁阀,5-氩气通气方向,6-焊接保护气通道,7-中空钨针,8焊丝,9-工件。
12.图2为气动熔滴过渡焊接流程图。
13.图3为幅值分析法流程图。
14.图中:n-经历的熔滴过渡周期的个数(为正整数),v
max-前n个熔滴过渡周期检测到的最高电弧电压值,v
min-n个熔滴过渡周期检测到的最低电弧电压值,v
ave-前n个熔滴过渡周期检测到的最低电弧电压和最高电弧电压的平均值,v
ref-经历的前n个熔滴过渡周期得到的电弧信号基准幅值,n
t-检测到的滴过渡次数,n
t 1-检测到的滴过渡次数且n
t 1
=n
t
1,w-熔滴过渡次数。
15.图4为脉冲气动控制方法流程图。
16.图中:v-设定熔滴过渡频率,v
t-检测到焊接过程熔滴过渡频率。
具体实施方式
17.为了更好地表达本发明的技术方案与有益效果,下面结合附图和实施案例对本发明做进一步详细说明。本发明的实施方法不限于此。
18.实现本发明的实物系统示意图如图1实物示意图所示。
19.本发明的具体流程如流程图2气动熔滴过渡焊接流程图所示:
20.第一步:设定熔滴过渡时间,确定需要的熔滴过渡频率,通入焊接保护气,焊接开始后,焊接电源给电流,开始送丝;
21.第二步:等待,当时间达到设定的熔滴过渡时间后,由脉冲气动控制系统向空心钨极通高压脉冲保护气,完成一次熔滴过渡;
22.第三步:一次熔滴过渡完成后,停止送丝,停止通气,关闭电流,焊接小车沿设定好的焊接方向行走;对送丝、通气、通电流的控制过程都表现为由gtaw过程工艺参数系统自动控制脉冲焊接速度、脉冲焊接电流和脉冲填丝量;
23.第四步:在整个焊接过程完成前,循环第一步到第三步,实现连续的熔滴过渡过程;在焊接过程中,熔滴过渡频率控制系统利用基于幅值分析法的电弧信号熔滴过渡特征检测方法,检测熔滴过渡,并控制gtaw过程工艺参数系统和脉冲气动控制系统调节第三步的送丝、通气和通电流过程,实现焊接过程熔滴过渡的自动控制,实现需要的熔滴过渡频率;
24.第五步:完成整个焊接过程,焊接结束。
25.本发明用于自动控制焊接的熔滴过渡过程,使改变熔滴过渡频率的具体过程变得更加可控。
26.如果需要改变熔滴过渡频率,则需要改变相关参数,利用脉冲信号启动gtaw过程熔滴过渡控制系统,调节施加的控制气压和控制脉冲宽度,配合基于电弧传感gtaw过程工艺参数控制系统,自动控制脉冲焊接速度、脉冲焊接电流和脉冲焊接填丝量,匹配熔滴过渡频率,从而实现各种焊接工艺参数下的不同熔滴过渡频率,实现焊接工艺调节,提高焊接效率。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。