1.本发明涉及冲压成型设备技术领域,特别涉及一种汽车覆盖件的冲压成型定位对中装置。
背景技术:
2.在对汽车覆盖件实施冲压加工时,需先将待加工金属板对中置于模具上,这就需要定位对中装置。
3.现有的冲压成型定位对中装置尤其是采用四侧顶推向心居中式的装置优化设计的不够合理,大多只能对固定长宽规格的待冲压金属板实施对中,应用较为单一,此外在将金属板对中后大多需额外手动操作开启装置的冲压动力装置,实施冲压加工,操作麻烦不便低效。
技术实现要素:
4.有鉴于此,本发明提供一种汽车覆盖件的冲压成型定位对中装置,以解决在将金属板对中后大多需额外手动操作开启装置的冲压动力装置,实施冲压加工,操作麻烦不便低效的问题。
5.本发明提供了一种汽车覆盖件的冲压成型定位对中装置,具体包括:触地支撑框,所述触地支撑框对称设置有两处,且两处触地支撑框均呈矩形结构,两处触地支撑框的顶端通过螺丝锁紧固定有一处水平支撑的下模,下模的顶端放置待冲压加工的金属板;所述触地支撑框触地底板的中间段之间焊接有一处横向连接杆,横向连接杆的中间段上向上支撑焊接有一处竖向方杆,竖向方杆上通过弹簧顶推滑动安装有一处十字滑动架;所述竖向方杆的顶端焊接有一处水平支撑的十字支架,十字支架的四侧首端对称焊接有四处支撑连杆板,四处支撑连杆板的首尾两端与触地支撑框四处竖撑支板的顶端部分焊接固定在一起;四处所述支撑连杆板上均对称焊接有两处定位轴杆,其中前后对应的四处定位轴杆上对称滑动套装有两处滑动矩形框;右侧所述触地支撑框内侧空间的底侧部分中焊接有一处六棱定位轴,六棱定位轴的前端段上滑动套装有一处开关组件;所述十字滑动架四侧首端位置的底部对称焊接有四处l状结构的踩板,其中右侧踩板的尾端部分上向下转动连接有一处第二连杆,第二连杆的尾端转动连接有一处滑动组件,滑动组件也与六棱定位轴滑动配合并位于开关组件的后侧;左右四处所述定位轴杆对称滑动安装有两处凵状结构的夹框。
6.进一步的,所述滑动矩形框呈左右对称滑动安装有两处条形压板,两处条形压板上均焊接支撑有一处矩形结构的滑动框,且滑动矩形框的左右竖撑部分上对称转动安装有两处螺纹杆,两处螺纹杆与两处滑动框的尾端竖撑连接短杆贯穿旋拧配合。
7.进一步的,两处所述滑动矩形框上前后对应的四处条形压板以及左右两处夹框朝向下模的中心处滑动与待冲压加工的金属板抵靠接触。
8.进一步的,所述十字滑动架的四侧首端均转动连接有一处第一连杆,四处第一连
杆的首端对应与两处滑动矩形框和两处夹框的中间部分转动连接在一起。
9.进一步的,所述开关组件的主体由左右一小一大两处圆形块共同焊接组成,其中大圆形块的前端焊接固定有一处按压开关,按压开关与外置的冲压动力组件电性连接,小圆形块与六棱定位轴穿套配合。
10.进一步的,所述大圆形块的后端焊接有一处耳块,耳块上贯穿旋拧有一处定位螺栓,定位螺栓的首端与六棱定位轴顶压抵靠接触。
11.进一步的,所述滑动组件整体由滑环和焊接于滑环左侧的定位柱轴以及焊接于滑环右侧的l状戳杆共同组成,其中l状戳杆的中间段上向右水平焊接有一处限位板。
12.进一步的,所述l状戳杆向前滑动与按压开关顶按接触,且大圆形块的右侧向后焊接支撑有一处l状顶杆,限位板向前滑动与l状顶杆抵靠接触。
13.有益效果
14.1、本发明,通过四处踩板并配合竖向方杆底部段上的弹簧一起可采用脚动出力驱使十字滑动架上下滑移为金属板提供顶推对中的驱动力,相较于手动出力操作更加省力高效,且免去对双手的占用。
15.2、本发明,正反旋转两处螺纹杆可推进驱使两处条形压板前后滑移,两处滑动矩形框通过其上的四处条形压板与金属板的前后侧边抵靠接触,且四处条形压板通过其上的两处滑动框前后滑动可弥补因金属板长宽不一造成的与两处滑动矩形框之间的间隙,保证两处滑动矩形框能够与两处夹框同步移动对金属板实施顶推居中,进而通过两处螺纹杆前后滑移调整四处条形压板可两处滑动矩形框和两处夹框能够适用对长短不一的金属板实施顶推居中,应用较为广泛。
16.3、本发明,滑动组件、第二连杆以及滑动组件共同连接组成了一处曲柄滑块机构,通过此机构十字滑动架在上下滑移对金属板实施居中操作时可联动驱使滑动组件向前滑动顶按压开启按压开关触发启动对金属板实施冲压的动力装置,这省去在将金属板居中操作后需额外手动操作开启冲压动力装置(冲头)的麻烦,使用方便、高效。
附图说明
17.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
18.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
19.在附图中:
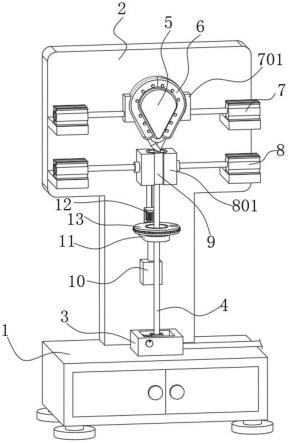
20.图1是本发明的实施例的整体右侧结构示意图。
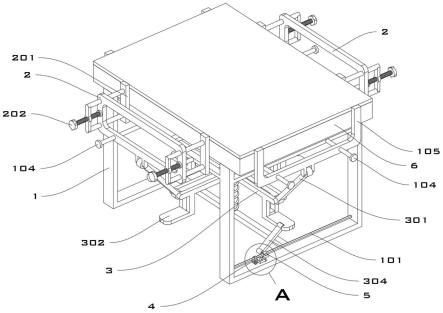
21.图2是本发明的实施例的整体底部结构示意图。
22.图3是本发明的实施例的十字支架结构示意图。
23.图4是本发明的实施例的触地支撑框结构示意图。
24.图5是本发明的实施例的十字滑动架结构示意图。
25.图6是本发明的实施例的滑动矩形框结构示意图。
26.图7是本发明的实施例的开关组件结构示意图。
27.图8是本发明的实施例的滑动组件结构示意图。
28.图9是本发明的实施例的图1中a部分放大结构示意图。
29.附图标记列表
30.1、触地支撑框;101、六棱定位轴;102、竖向方杆;103、十字支架;104、定位轴杆;105、夹框;106、支撑连杆板;2、滑动矩形框;201、条形压板;202、螺纹杆;3、十字滑动架;301、第一连杆;302、踩板;304、第二连杆;4、开关组件;401、l状顶杆;402、按压开关;403、定位螺栓;5、滑动组件;501、l状戳杆;502、限位板;6、下模。
具体实施方式
31.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
32.实施例:请参考图1至图9所示:
33.本发明提供一种汽车覆盖件的冲压成型定位对中装置,包括触地支撑框1,触地支撑框1对称设置有两处,且两处触地支撑框1均呈矩形结构,两处触地支撑框1的顶端通过螺丝锁紧固定有一处水平支撑的下模6,下模6的顶端放置待冲压加工的金属板;触地支撑框1触地底板的中间段之间焊接有一处横向连接杆,横向连接杆的中间段上向上支撑焊接有一处竖向方杆102,竖向方杆102上通过弹簧顶推滑动安装有一处十字滑动架3;竖向方杆102的顶端焊接有一处水平支撑的十字支架103,十字支架103的四侧首端对称焊接有四处支撑连杆板106,四处支撑连杆板106的首尾两端与触地支撑框1四处竖撑支板的顶端部分焊接固定在一起;四处支撑连杆板106上均对称焊接有两处定位轴杆104,其中前后对应的四处定位轴杆104上对称滑动套装有两处滑动矩形框2;右侧触地支撑框1内侧空间的底侧部分中焊接有一处六棱定位轴101,六棱定位轴101的前端段上滑动套装有一处开关组件4;十字滑动架3四侧首端位置的底部对称焊接有四处l状结构的踩板302,其中右侧踩板302的尾端部分上向下转动连接有一处第二连杆304,第二连杆304的尾端转动连接有一处滑动组件5,滑动组件5、第二连杆304以及滑动组件5共同连接组成了一处曲柄滑块机构,通过此机构十字滑动架3在上下滑移对金属板实施居中操作时可联动驱使滑动组件5向前滑动顶按压开启按压开关402触发启动对金属板实施冲压的动力装置,这省去在将金属板居中操作后需额外手动操作开启冲压动力装置(冲头)的麻烦,使用方便、高效,且开关组件4与滑动组件5相对位置适中可保证两处滑动矩形框2和两处夹框105将金属板顶推居中后l状戳杆501才与按压开关402顶按接触,避免金属板在没有被居中前冲压组件就被启动对金属板实施冲压,影响冲压加工的准确性和质量,滑动组件5也与六棱定位轴101滑动配合并位于开关组件4的后侧;左右四处定位轴杆104对称滑动安装有两处凵状结构的夹框105;滑动组件5整体由滑环和焊接于滑环左侧的定位柱轴以及焊接于滑环右侧的l状戳杆501共同组成,其中l状戳杆501的中间段上向右水平焊接有一处限位板502;两处滑动矩形框2上前后对应的四处条形压板201以及左右两处夹框105朝向下模6的中心处滑动与待冲压加工的金属板抵靠接触。
34.其中,滑动矩形框2呈左右对称滑动安装有两处条形压板201,两处条形压板201上均焊接支撑有一处矩形结构的滑动框,且滑动矩形框2的左右竖撑部分上对称转动安装有两处螺纹杆202,两处螺纹杆202与两处滑动框的尾端竖撑连接短杆贯穿旋拧配合,正反旋转两处螺纹杆202可推进驱使两处条形压板201前后滑移,两处滑动矩形框2通过其上的四
处条形压板201与金属板的前后侧边抵靠接触,且四处条形压板201通过其上的两处滑动框前后滑动可弥补因金属板长宽不一造成的与两处滑动矩形框2之间的间隙,保证两处滑动矩形框2能够与两处夹框105同步移动对金属板实施顶推居中,进而通过两处螺纹杆202前后滑移调整四处条形压板201可两处滑动矩形框2和两处夹框105能够适用对长短不一的金属板实施顶推居中,应用较为广泛。
35.其中,十字滑动架3的四侧首端均转动连接有一处第一连杆301,四处第一连杆301的首端对应与两处滑动矩形框2和两处夹框105的中间部分转动连接在一起,四处第一连杆301、两处滑动矩形框2和两处夹框105、十字滑动架3共同连接组成了四处曲柄滑块机构,通过机构,通过此四处机构上下滑移十字滑动架3可驱使两处滑动矩形框2以及两处夹框105同步内外等距滑移对待冲压加工的金属板顶推对中于下模6的顶端,实施冲压加工,且通过四处踩板302并配合竖向方杆102底部段上的弹簧一起可采用脚动出力驱使十字滑动架3上下滑移为金属板提供顶推对中的驱动力,相较于手动出力操作更加省力高效,且免去对双手的占用。
36.其中,开关组件4的主体由左右一小一大两处圆形块共同焊接组成,其中大圆形块的前端焊接固定有一处按压开关402,按压开关402与外置的冲压动力组件电性连接(如液压缸、电动马达等用于对金属板实施冲压的动力装置),小圆形块与六棱定位轴101穿套配合。
37.其中,大圆形块的后端焊接有一处耳块,耳块上贯穿旋拧有一处定位螺栓403,定位螺栓403的首端与六棱定位轴101顶压抵靠接触,定位螺栓403可将开关组件4顶推保持于滑动调整后的姿态,当对大小不同的金属板实施顶推对中时,由于两处滑动矩形框2和两处夹框105与金属板之间的间距被改变,进而会造成十字滑动架3以及滑动组件5的滑动行程跟进改变,开关组件4可沿六棱定位轴101前后滑移,适用滑动组件5滑动行程的变化,确保在对大小不同的金属板实施顶推对中时,开关组件4仍可在金属板被居中后才触发开启,使开关组件4的联动开启功能能够兼容两处滑动矩形框2以及两处夹框105顶推居中面积的大小调整。
38.其中,l状戳杆501向前滑动与按压开关402顶按接触,l状戳杆501向前滑动可顶按开启按压开关402,且大圆形块的右侧向后焊接支撑有一处l状顶杆401,限位板502向前滑动与l状顶杆401抵靠接触。
39.本实施例的具体使用方式与作用:本发明中,四处第一连杆301、两处滑动矩形框2和两处夹框105、十字滑动架3共同连接组成了四处曲柄滑块机构,通过机构,通过此四处机构上下滑移十字滑动架3可驱使两处滑动矩形框2以及两处夹框105同步内外等距滑移对待冲压加工的金属板顶推对中于下模6的顶端,实施冲压加工(参照图1),且通过四处踩板302并配合竖向方杆102底部段上的弹簧一起可采用脚动出力驱使十字滑动架3上下滑移为金属板提供顶推对中的驱动力;
40.通过两处螺纹杆202前后滑移调整四处条形压板201可两处滑动矩形框2和两处夹框105能够适用对长短不一的金属板实施顶推居中,且滑动组件5、第二连杆304以及滑动组件5共同连接组成了一处曲柄滑块机构,通过此机构十字滑动架3在上下滑移对金属板实施居中操作时可联动驱使滑动组件5向前滑动顶按压开启按压开关402触发启动对金属板实施冲压的动力装置。
41.以上仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。