1.本实用新型涉及自动化机加工设备技术领域,具体为一种型材自动加工装置的上料切割机构。
背景技术:
2.型材加工过程中最常用的加工工艺就是切割和钻孔,特别是用来制作汽车零件的型材,在加工中需要对两端的端部进行平整的切割来确定长度以及保证端头的美观度,然后在型材的中间处打孔完成加工,但是以现有设备进行加工时需要分成两个步骤去完成这两步工艺,但是如果分成两步进行加工容易造成加工精度的下降,且加工效率低下;
3.尤其是对于弯曲型材的加工,现有技术中,大部分为人工上料或特制的定位夹持装置,此类装置适用性差,不同弯曲半径的型材无法通用,并且上料与切割作业分割,不便于提高效率。
技术实现要素:
4.本实用新型的目的在于提出一种可适应不同弯曲半径,并且整合上料与切割工艺,并且控制体积,节约成本的机构。
5.一种型材自动加工装置的上料切割机构,包括上料机构和切割机构,所述上料机构包括上料底板、定位架体、下压组件、上料驱动组件和辅助辊组;若干所述定位架体等间距圆周分布,竖直安装在上料底板上,所述下压组件滑动装配在定位架体上,所述上料驱动组件设置在若干定位架体的一端,辅助辊组设置在另一端;所述切割机构安装在上料底板的下端面;
6.所述切割机构包括切割推进气缸、锯片安装座和切割电锯;型材在定位架体被限制运动轨迹,上料驱动组件进行滚动出料,型材在辅助辊组处伸出上料机构,进入切割机构的切割行程中;
7.进一步的,所述上料底板的上端面开设有曲度调节槽,所述定位架体安装在曲度调节槽中,所述定位架体包括定位底板和定位竖杆,所述定位底板通过螺栓安装在曲度调节槽中,一组定位竖杆竖直设置,型材穿过定位竖杆的缝隙;所述下压组件滑动设置在定位竖杆上;
8.进一步的,所述下压组件包括下压连板、下压气缸、前伸气缸和下压板;下压连板两端滑动套设在定位竖杆上,用于安装下压气缸,下压气缸的执行端设置前伸气缸,前伸气缸的执行端安装下压板。
9.进一步的,所述上料驱动组件中上料驱动电机通过上料驱动安装架设置在上料底板上,所述上料驱动电机驱动送料胶轮,所述送料胶轮抵接型材的边缘,配合辅助辊组实现型材的定位送料;
10.进一步的,所述切割推进气缸通过切割气缸座设置在上料底板的下端面,所述切割推进气缸的执行端连接锯片安装座,所述切割锯片安装座通过切割滑道在上料底板下端
面的滑动装配;所述切割电锯固定在切割锯片安装座上;
11.采用本实用新型,上料机构中将定位功能与送料功能整合,巧妙的设计,让型材通过可调节式的定位架体实现多种类型的适配,扩大适用场景;并通过上料驱动组件进行稳定的周期性定量定尺寸送料,确保切割作业的稳定性,下置式的切割机构,合理利用装置下方空间,进行稳定的往复切割作业,配合上料机构,实现上料切割一体化的整体,提高型材的加工效率。
附图说明
12.图1为本实用新型的结构示意图;
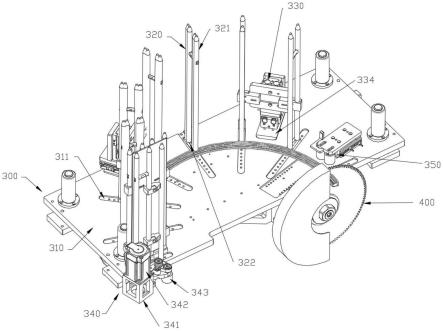
13.图2为本实用新型部分隐藏后的斜仰视图;
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
15.参考图1-2所示,一种型材自动加工装置的上料切割机构,包括上料机构300和切割机构400,所述上料机构300包括上料底板310、定位架体320、下压组件330、上料驱动组件340和辅助辊组350;若干所述定位架体320等间距圆周分布,竖直安装在上料底板310上,所述下压组件330滑动装配在定位架体320上,所述上料驱动组件340设置在若干定位架体320的一端,辅助辊组350设置在另一端;所述切割机构400安装在上料底板310的下端面;
16.所述切割机构400包括切割推进气缸420、锯片安装座440和切割电锯450;型材在定位架体320被限制运动轨迹,上料驱动组件340进行滚动出料,型材在辅助辊组350处伸出上料机构300,进入切割机构400的切割行程中;
17.进一步的,所述上料底板310的上端面开设有曲度调节槽311,所述定位架体320安装在曲度调节槽311中,所述定位架体320包括定位底板322和定位竖杆321,所述定位底板322通过螺栓安装在曲度调节槽311中,一组定位竖杆321竖直设置,型材穿过定位竖杆321的缝隙;所述下压组件330滑动设置在定位竖杆321上;
18.本实施例中,上料底板310上的曲度调节槽311对应定位架体320开设,同样为等间距圆周分布,并且内设固定螺栓用螺孔,定位底板322在曲度调节槽311内,可以自由按需安装,通过若干定位架体320配合,可适配多种曲率半径的型材,确保型材可以再定位架体320进行送料。
19.进一步的,所述下压组件330包括下压连板331、下压气缸332、前伸气缸333和下压板334;下压连板331两端滑动套设在定位竖杆321上,用于安装下压气缸332,下压气缸332的执行端设置前伸气缸333,前伸气缸333的执行端安装下压板334;
20.本实施例中,下压组件330通过螺栓将下压连板331滑动套设在定位竖杆321上,由下压气缸332提供下压动力,将前伸气缸333和下压板334整体下压,前伸气缸333驱动下压板334前后伸缩;在送料作业中,下压气缸332上升,前伸气缸333收缩,保证送料通常,切割过程中,前伸气缸333伸出,推出下压板334,下压气缸332下降,让下压板334压紧型材,确保切割作业的安全与稳定。
21.进一步的,所述上料驱动组件340中上料驱动电机342通过上料驱动安装架341设置在上料底板310上,所述上料驱动电机342驱动送料胶轮343,所述送料胶轮343抵接型材的边缘,配合辅助辊组350实现型材的定位送料;
22.本实施例中,上料驱动电机342提供动力,进一步驱动送料胶轮343旋转,抵接型材边缘二代送料胶轮343因橡胶材质的摩擦力,推进型材在定位竖杆321的间隙内,进行转动进料;辅助辊组350也抵接型材,避免因为送料过程中,型材末端发生翘曲,影响送料;型材被上料驱动组件340按需推出切割目标尺寸,又后端夹持分料组件固定后,进行切割作业;
23.进一步的,所述切割推进气缸420通过切割气缸座410设置在上料底板310的下端面,所述切割推进气缸420的执行端连接锯片安装座440,所述切割锯片安装座440通过切割滑道430在上料底板310下端面的滑动装配;所述切割电锯450固定在切割锯片安装座440上;
24.本实施例中,切割推进气缸420提供切割作业的驱动力,切割锯片安装座440滑动安装上料底板310上,确保切割动作的稳定运行;切割推进气缸420的作用下,推动切割锯片安装座440,进一步带动切割电锯450,被对夹持固定的定量伸出的型材进行切割。
25.采用本实用新型,上料机构中将定位功能与送料功能整合,巧妙的设计,让型材通过可调节式的定位架体实现多种类型的适配,扩大适用场景;并通过上料驱动组件进行稳定的周期性定量定尺寸送料,确保切割作业的稳定性,下置式的切割机构,合理利用装置下方空间,进行稳定的往复切割作业,配合上料机构,实现上料切割一体化的整体,提高型材的加工效率。
26.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。