1.本发明涉及不锈钢管焊接领域,尤其涉及一种高精度不锈钢管焊接方法。
背景技术:
2.氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成溶池,使被焊金属和焊材达到冶金结合的一种焊接技术。而等离子焊接时,等离子射流穿过整个焊缝并形成一个小孔(即小孔效应)气体也随之穿过,该小孔随电弧的前移而闭合。
3.不锈钢管的成型需要经过不锈钢板的弯板和焊接。等离子焊接技术焊接深度大,焊接强度高,但表面粗糙;而氩弧焊技术的优点是焊缝表面平滑度高,但焊接深度较浅。因此,目前采用两种焊接方式相结合的方法来焊接不锈钢管。
4.然而,由于等离子焊接的焊透深度较大,焊接时形成的小孔较大,而且在不锈钢管拼接缝回弹趋势的作用下,小孔进一步增大,导致小孔随电弧前移而闭合后其闭合不够紧密,存在虚焊或焊缝强度不足的问题。
技术实现要素:
5.本发明的目的是提供一种高精度不锈钢管焊接方法,让不锈钢管的焊缝强度大幅提高。
6.为实现上述目的,本发明提供一种高精度不锈钢管焊接方法,弯卷成管状的不锈钢管先通过第一压辊组使其拼接缝变窄,然后依次通过第一氩弧焊头和等离子焊头焊接拼接缝;在等离子焊头后侧通过第二压辊组再次使不锈钢管的拼接缝变窄,接着通过第二氩弧焊头焊接拼接缝。
7.作为本发明的进一步改进,在通过所述第二氩弧焊头焊接不锈钢管的拼接缝后,通过第三压辊组对焊接完后的不锈钢管进行定型。
8.作为本发明的更进一步改进,在通过第三压辊组对焊接完后的不锈钢管进行定型前,通过水冷方式给不锈钢管的焊缝降温。
9.作为本发明的更进一步改进,所述不锈钢管被第二压辊组的挤压处与等离子焊头在不锈钢管上的第二焊接点的距离为a,a≤6cm。
10.有益效果
11.与现有技术相比,本发明的高精度不锈钢管焊接方法的优点为:
12.1、第一压辊组使拼接缝变窄后再通过第一氩弧焊头焊接,使焊材在拼接缝处形成焊缝,再通过等离子焊头焊接拼接缝,焊接后马上通过第二压辊组挤压不锈钢管的拼接缝,即获得较深的焊透深度,同时让拼接缝处的焊缝闭合紧密,从而让焊缝的强度大幅提升。
13.2、第二氩弧焊头焊接不锈钢管的拼接缝后,拼接缝的焊缝材料在冷却过程收缩,此时通过第三压辊组挤压不锈钢管,让焊缝闭合紧密,不会形成虚焊,焊接强度高。
14.3、由于焊缝从焊接到冷却硬化过程需要一小段时间,使不锈钢管被第二压辊组的
挤压处与等离子焊头在不锈钢管上的第二焊接点的距离a≤6cm,可利用该段焊缝仍未完全凝固的距离让拼接缝靠近,弥补焊缝的冷却收缩量,第二压辊组挤压过程中不会对焊缝造成破坏,也能确保焊缝完全凝固后的力学强度。
15.通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
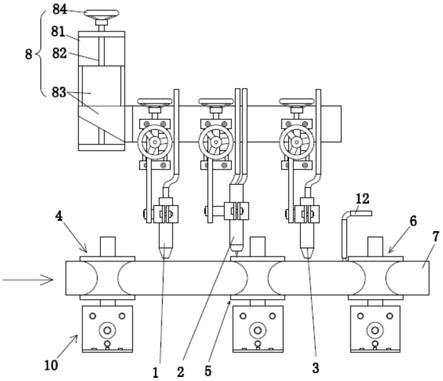
17.图1为高精度不锈钢管焊接装置的主视图;
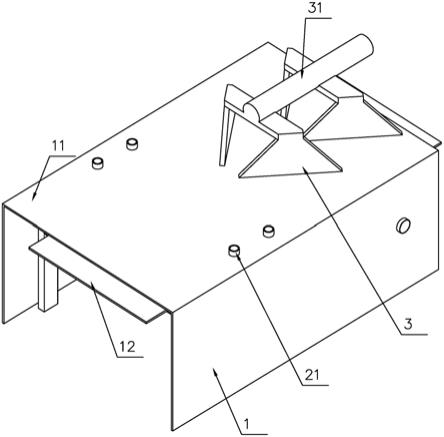
18.图2为不锈钢管三处焊接点的位置俯视图。
具体实施方式
19.现在参考附图描述本发明的实施例。
20.实施例
21.本发明的具体实施方式如图1至图2所示,一种高精度不锈钢管焊接装置,包括沿不锈钢管7输送路径依次设置的第一氩弧焊头1、等离子焊头2和第二氩弧焊头3。还包括第一压辊组4和第二压辊组5,第一压辊组4位于第一氩弧焊头1前侧,第二压辊组5位于等离子焊头2与第二氩弧焊头3之间。第一氩弧焊头1、等离子焊头2和第二氩弧焊头3三者在不锈钢管7上的焊接点分别为第一焊接点11、第二焊接点21和第三焊接点31。
22.第二压辊组5的中心与等离子焊头2两者沿不锈钢管7输送路径的距离为a,a≤6cm,距离大小根据不锈钢管7的输送速度进行变化,输送速度越快,距离a可越长,输送速度越慢,则距离a越短。
23.本实施例中,在第二氩弧焊头3的后方还设有第三压辊组6。第一压辊组4、第二压辊组5和第三压辊组6三者均包括一对相对布置的压辊,每组压辊组的压辊均连接有压辊间距调节机构10。其中,第一压辊组4中包括两个轮面相对布置的第一压辊41,第二压辊组5中包括两个轮面相对布置的第二压辊51,第三压辊组6包括两个轮面相对布置的第三压辊61。不锈钢管7依次经过第一压辊组4、第二压辊组5和第三压辊组6。
24.压辊间距调节机构10包括基座101。基座101上连接有导轨102,还转动连接有间距调节螺杆103。导轨102上滑动连接有滑块,间距调节螺杆103与滑块螺纹连接,间距调节螺杆103一端设有第二操作部104。压辊组的压辊的转轴设置在滑块上。第二操作部104为固定连接在间距调节螺杆103上的螺母,通过扳手可将螺母与间距调节螺杆103拧动,从而调节一对压辊的间距,以适配不同直径的不锈钢管。
25.第一氩弧焊头1、等离子焊头2和第二氩弧焊头3均安装在第一升降机构8上。第一升降机构8包括上下滑动连接的升降台83和导向架81,导向架81上转动连接有升降调节螺杆82。升降调节螺杆82一端连接有第一操作部84,另一端与升降台83螺纹连接。第一操作部84为转盘。其中,第一氩弧焊头1、等离子焊头2和第二氩弧焊头3均安装在升降台83上。
26.第三压辊组6的前侧设有冷却水出水管12。通过冷却水出水管12给焊缝9快速降温,从而提高焊缝9的表面硬度。
27.采用上述装置的高精度不锈钢管焊接方法如下:
28.弯卷成管状的不锈钢管7先通过第一压辊组4使其拼接缝71变窄,然后依次通过第一氩弧焊头1和等离子焊头2焊接拼接缝71。在等离子焊头2后侧通过第二压辊组5再次使不锈钢管7的拼接缝71变窄,其中,不锈钢管7被第二压辊组5的挤压处与等离子焊头2在不锈钢管7上的第二焊接点21的距离为a,a≤6cm。接着通过第二氩弧焊头3焊接拼接缝71。在通过第二氩弧焊头3焊接不锈钢管7的拼接缝71后,先通过水冷方式给不锈钢管7的焊缝9快速降温,使焊缝9表面快速硬化,然后通过第三压辊组6对焊接完后的不锈钢管7进行定型。
29.以上结合最佳实施例对本发明进行了描述,但本发明并不局限于以上揭示的实施例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。
技术特征:
1.一种高精度不锈钢管焊接方法,其特征在于,弯卷成管状的不锈钢管(7)先通过第一压辊组(4)使其拼接缝(71)变窄,然后依次通过第一氩弧焊头(1)和等离子焊头(2)焊接拼接缝(71);在等离子焊头(2)后侧通过第二压辊组(5)再次使不锈钢管(7)的拼接缝(71)变窄,接着通过第二氩弧焊头(3)焊接拼接缝(71)。2.根据权利要求1所述的一种高精度不锈钢管焊接方法,其特征在于,在通过所述第二氩弧焊头(3)焊接不锈钢管(7)的拼接缝(71)后,通过第三压辊组(6)对焊接完后的不锈钢管(7)进行定型。3.根据权利要求1所述的一种高精度不锈钢管焊接方法,其特征在于,在通过第三压辊组(6)对焊接完后的不锈钢管(7)进行定型前,通过水冷方式给不锈钢管(7)的焊缝(9)降温。4.根据权利要求1所述的一种高精度不锈钢管焊接方法,其特征在于,所述不锈钢管(7)被第二压辊组(5)的挤压处与等离子焊头(2)在不锈钢管(7)上的第二焊接点(21)的距离为a,a≤6cm。
技术总结
本发明公开了一种高精度不锈钢管焊接方法,弯卷成管状的不锈钢管先通过第一压辊组使其拼接缝变窄,然后依次通过第一氩弧焊头和等离子焊头焊接拼接缝;在等离子焊头后侧通过第二压辊组再次使不锈钢管的拼接缝变窄,接着通过第二氩弧焊头焊接拼接缝。本发明提供的高精度不锈钢管焊接方法,让不锈钢管的焊缝强度大幅提高。幅提高。幅提高。
技术研发人员:杨运钢 曹俊杰
受保护的技术使用者:广州永大不锈钢有限公司
技术研发日:2021.12.23
技术公布日:2022/3/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。